

1.3.5 Роль со2
Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности (рисунок 1.3 в, г). Такой режим обусловлен теми же особенностями переноса электродного металла и формирования шва, которые рассмотрены для сварки плавящимся электродом в аргоне.
При применении СО2 в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2. При высоких температурах сварочной дуги СО2 диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополнительного количества раскислителей марганца и кремния. Поэтому для сварки в СО2 углеродистых и низколегированных сталей применяют сварочную проволоку с повышенным содержанием этих элементов (Св-08ГС, Св-10Г2С и т. д.). На поверхности шва образуется тонкая шлаковая корка из оксидов раскислителей. Часто применяют смесь СО2 + 10 % О2. Кислород играет ту же роль, что и при добавке в аргон.
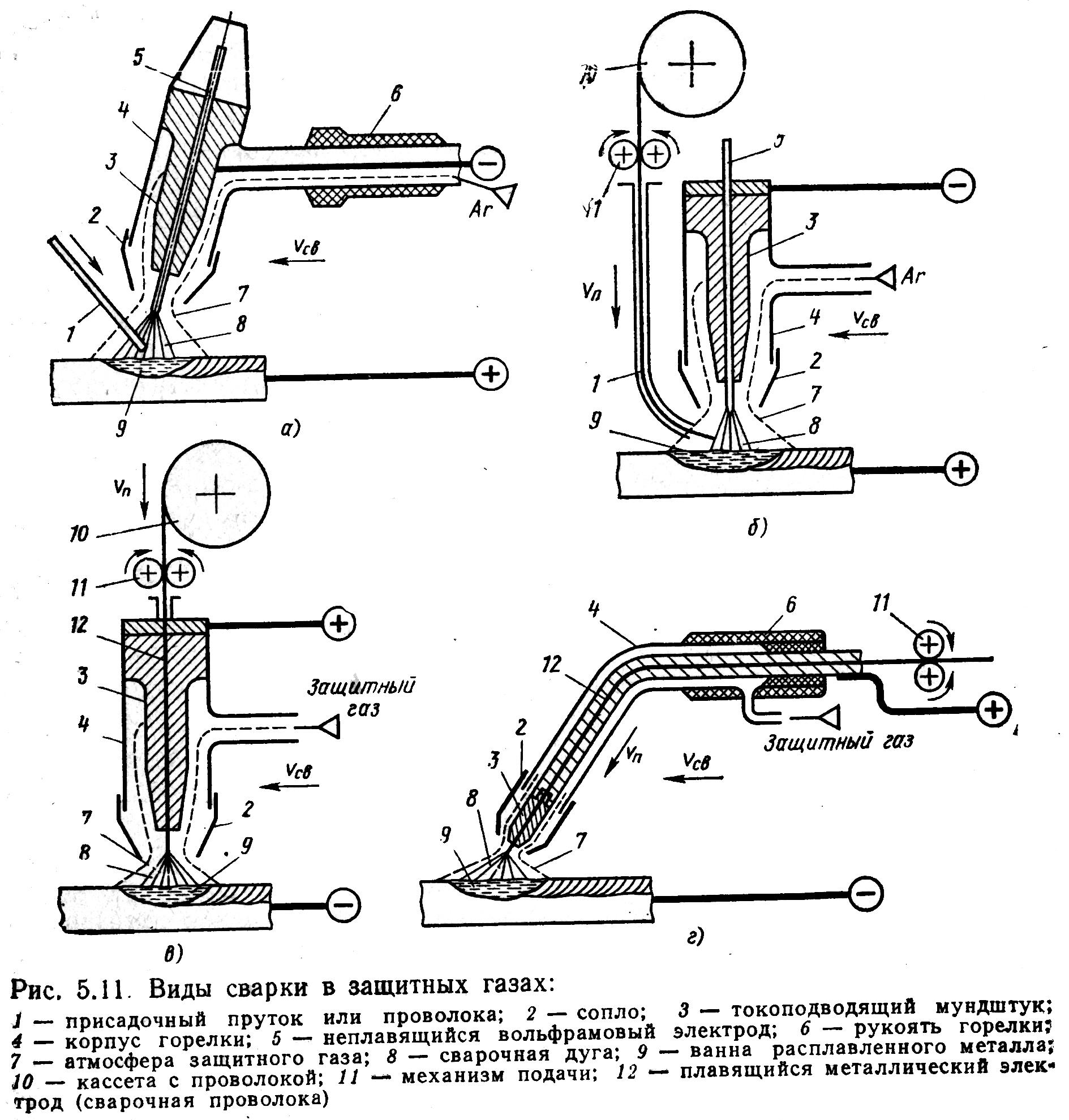
Рисунок 1.3- Виды сварки в защитных газах:1- присадочный пруток или проволока; 2- сопло; 3- токоподводящий мундштук; 4- корпус горелки; 5- неплавящийся вольфрамовый электрод; 6-рукоять горелки; 7- атмосфера защитного газа; 8- сварочная дуга; 9- ванна расплавленного металла; 10- кассета с проволокой; 11- механизм подачи; 12- плавящийся металлический электрод (сварочная проволока).
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, полуавтоматической и автоматической.
По сравнению с ручной сваркой покрытыми электродами и автоматической под флюсом сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
Области применения сварки в защитных газах охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т. п.). Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей.
В углекислом газе сваривают конструкции из углеродистой и низколегированной сталей (газо- и нефтепроводы, корпуса судов и т. д.). Преимущество полуавтоматической сварки в СО2 с точки зрения ее стоимости и производительности часто приводит к замене ею ручной дуговой сварки покрытыми электродами.
1.3.6 Эргодичность процесса
Так
как при сварке с короткими замыканиями
нельзя предопределить для заданного
момента времени конкретное значение
тока iсв(t)
и напряжения Uд(t),
то в этом смысле ток и напряжение является
случайными функциями времени. Однако
вероятные характеристики этих параметров
после окончания переходного процесса
начального зажигания дуги не зависят
от времени, следовательно, процесс
сварки с короткими замыканиями является
случайным стационарным процессом. При
рассмотрении этого процесса мы заведомо
приняли, что он является также эргодическим,
т.е., что какая-либо одна реализация
требуемой продолжительности может
заменить множество реализаций той же
продолжительности. Ранее правомерность
этого предложения была подтверждена в
лаборатории автора Зарубы И.И. [8].
Он
проверил в достаточно большом интервале
наблюдений для большего числа реализаций
(по 33 сек.) значения новых параметров
процесса и получил постоянные значения:
Iсв,
Uд
,
 -
начальный фронт нарастания тока к.з.,
математического ожидания максимумов
токов коротких замыканий- М/Im/,
математического ожидания времени
коротких замыканий М/τ/, математического
ожидания частоты коротких замыканий
М/n/
и среднеквадратичного отклонения
максимумов токов коротких замыканий Х
/ Im/.
Таким образом была доказана эргодичность
стационарного случайного процесса
сварки с короткими замыканиями и, как
следствие, возможность определения
стохастических значений параметров в
данных режимах только по законам
распределения их вероятностей не
зависимо от времени / для заданного
режима/. Статистическая оценка основных
параметров процесса сварки с короткими
замыканиями позволила более глубоко
посчитать его сущность и правильно
определить оптимальные условия его
практической реализации.
-
начальный фронт нарастания тока к.з.,
математического ожидания максимумов
токов коротких замыканий- М/Im/,
математического ожидания времени
коротких замыканий М/τ/, математического
ожидания частоты коротких замыканий
М/n/
и среднеквадратичного отклонения
максимумов токов коротких замыканий Х
/ Im/.
Таким образом была доказана эргодичность
стационарного случайного процесса
сварки с короткими замыканиями и, как
следствие, возможность определения
стохастических значений параметров в
данных режимах только по законам
распределения их вероятностей не
зависимо от времени / для заданного
режима/. Статистическая оценка основных
параметров процесса сварки с короткими
замыканиями позволила более глубоко
посчитать его сущность и правильно
определить оптимальные условия его
практической реализации.