

1.6 Изготовление крупногабаритных отливок
При формовке крупногабаритных моделей требуются большие по размеру опоки, которые отливают из чугуна или стали или сваривают из стальных листов. Эти опоки (рисунок 14) из-за своего большого веса можно перемещать только с помощью подъёмного крана, поэтому они называются крановыми.
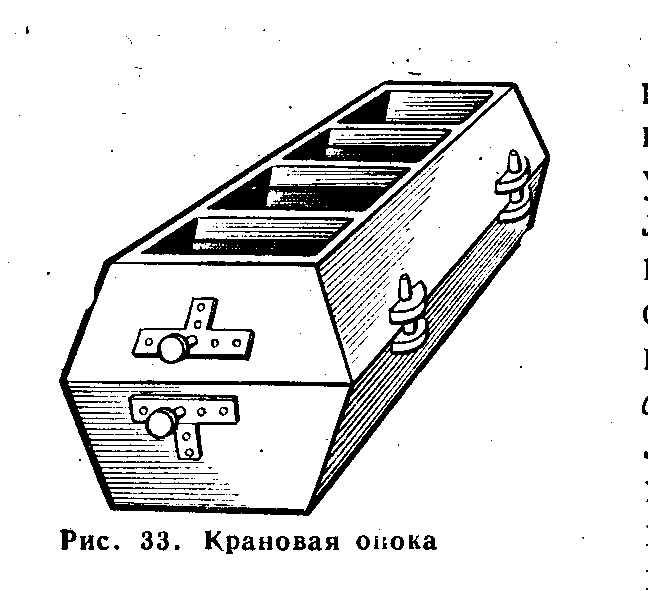
Рисунок 14 – Чугунная крановая опока

1 – цеховой транспортёр для подачи формовочной смеси; 2 – ковш; 3, 5 – воронки; 4, 6 – транспортёры; 7 – головка пескомёта; 8 – опока; 9 – гидравлический цилиндр для перемещения головки пескомёта; 10 – вертикальная тележка; 11 – рельс; 12 – подкранный путь
Рисунок 15 – Консольный пескомёт
При изготовлении крупных форм применяют пескомёты консольного типа, который может обслуживать несколько рабочих мест, расположенных в ряд. Схема такого пескомёта приведена на рисунке 15.
Для изготовления особо крупногабаритных отливок (станина поперечно-строгального станка имеет длину 18 м) применяют формовку в кессонах – бетонированных ямах. Бетон обеспечивает гидроизоляцию, а форму выкладывают из кирпича. Вес отливок, полученных таким способом, может превышать 100 тонн.
2 Конструирование отливок
Особенности получения литых изделий, связанные с затвердеванием жидкого расплава и последующим его охлаждением в форме, предъявляют определённые требования к конструкции отливок. Такие факторы как жидкотекучесть, линейная и объёмная усадка, ликвация, газовыделение из металла могут привести возникновению различных дефектов в изделии.
2.1 Требования к конструкции отливки
Для предотвращения образования трещин при охлаждении отливки надо обеспечить её свободную усадку в форме. В связи с этим следует максимально снизить количество выступающих деталей. На рисунке 16 показано, как необходимо изменить конструкцию колёс со спицами (шкивы, маховики), чтобы снизить внутренние напряжения в них, так как спицы при затвердевании немного выпрямляются.

1 – неправильная конструкция; 2 – правильная конструкция
Рисунок 16 – Изменение конструкции отливки для снижения внутренних напряжений
При переходе от толстой стенки к тонкой из-за разной скорости охлаждения могут возникнуть трещины. Чтобы этого избежать, необходимо предусмотреть плавный переход между ними, как показано на рисунке 17.
Для увеличения жёсткости литой детали и предотвращения её коробления, некоторые элементы детали выполняют с рёбрами жёсткости, а стенки с большой поверхностью – утолщают буртиками, как показано на рисунке 18.
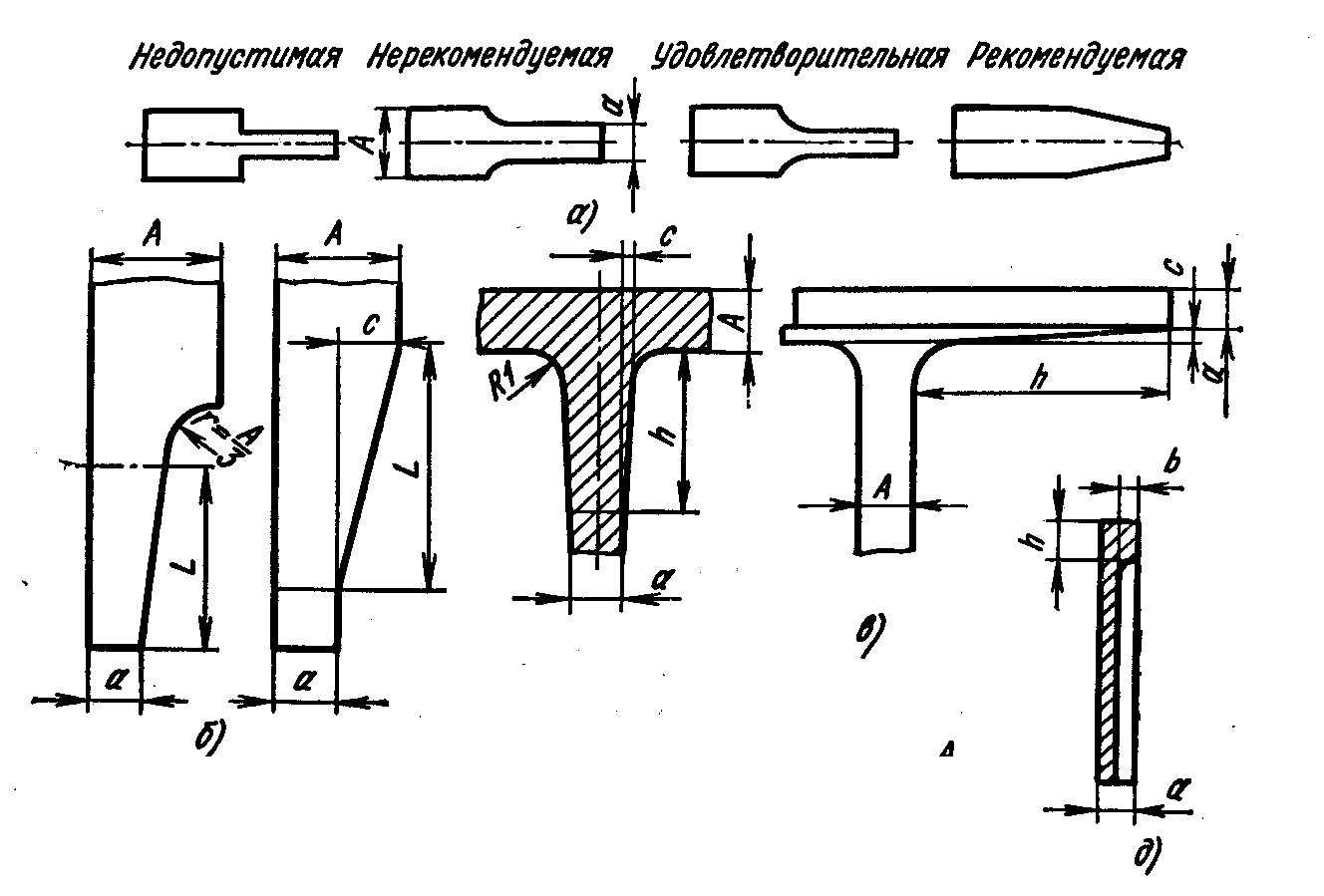
а – предотвращение возникновения трещин при резком переходе от толстой стенки к тонкой; б, в – примеры плавного перехода от стенки к стенке
Рисунок 17 – Конструкционные меры предотвращения образования трещин в отливке
г – использование буртиков
Рисунок 18 – Конструктивные меры предупреждения коробления
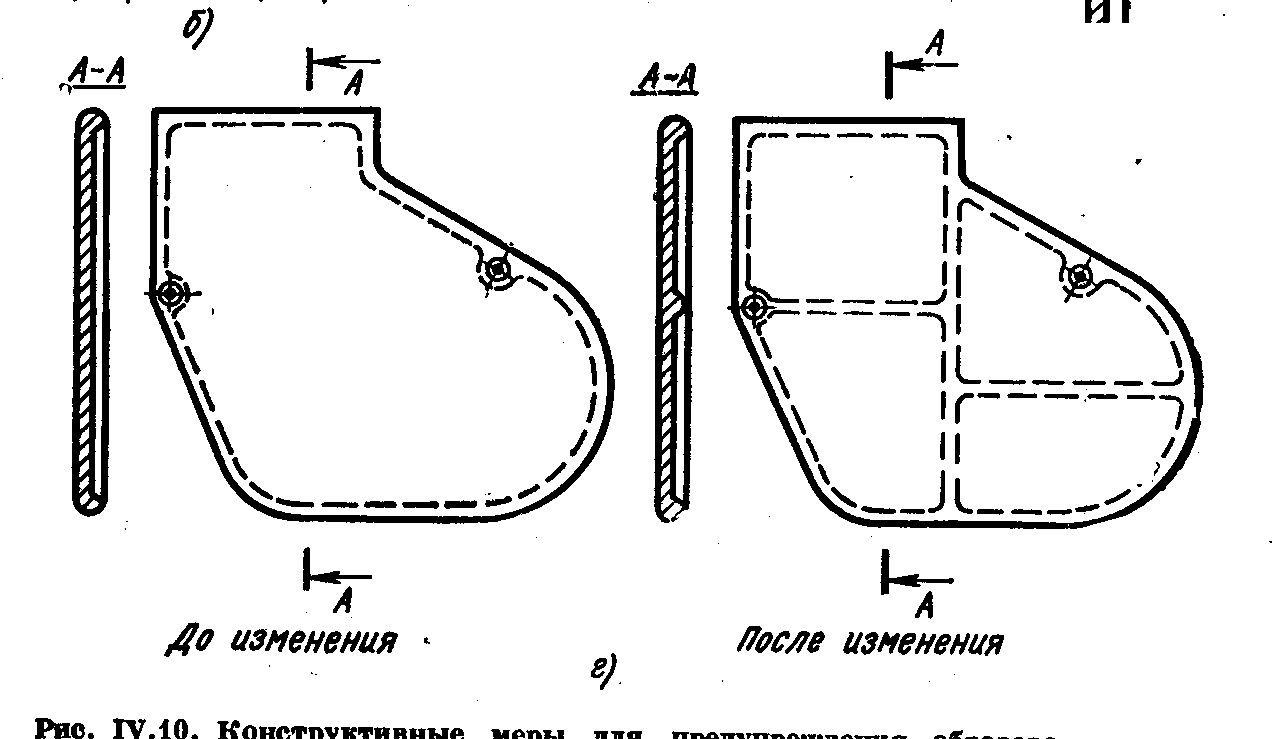
При конструировании необходимо выбирать наиболее простую конфигурацию отливки. Если конструкция детали позволяет, то желательно модель будущей отливки делать неразъёмной. Тогда при изготовлении формы она будет располагаться в нижней полуформе, где качество и точность литья всегда выше. Если модель приходиться делать разъёмной, то количество разъёмов должно быть минимальным, а сами они должны быть простыми, так как в противном случае теряется точность размеров изделия и затрудняется применение формовочных машин. На рисунке 19 приведены примеры изменения конструкции отливки с целью облегчения формовки и изготовления моделей.

а – изменение конструкции отливки для упрощения разъёма модели; б, в, г – изменение конструкции отливки упростившее формовку
1 – неправильная конструкция; 2 – правильная конструкция
Рисунок 19 – Рациональное изменение конструкции отливки для облегчения формовки и изготовления моделей
При конструировании внутренних полостей отливок, которые изготавливаются с помощью стержней, необходимо предусматривать минимальное их число. Это связано с тем, что на изготовление стержней уходит до 80% времени от времени изготовления отливки и стержневые смеси очень дороги. На рисунке 20 приведены примеры изменения конструкции отливки с целью уменьшения количества стержней.
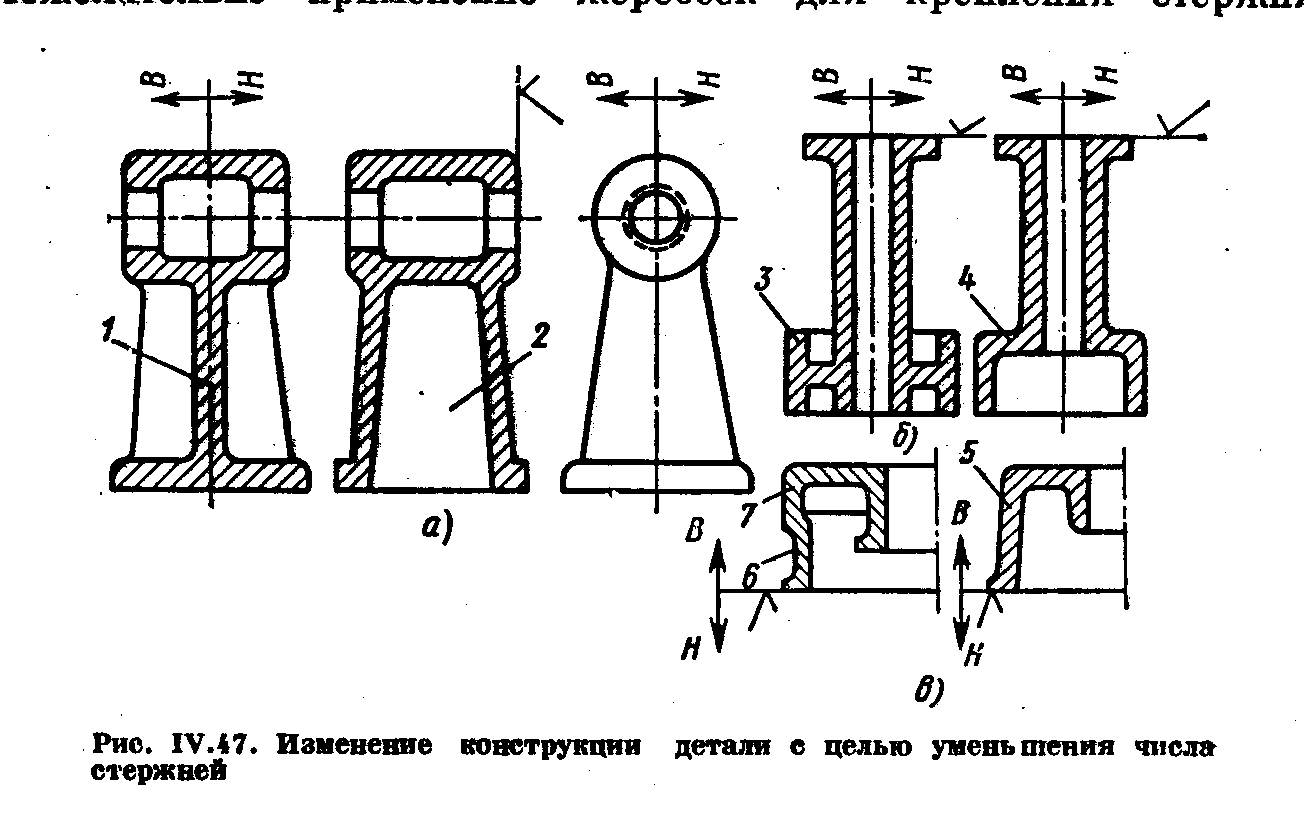
а – использование рёбер жёсткости устраняет применение стержня; б, в – изменение конструкции исключило применение дополнительных стержней для образования наружных поверхностей отливок
1 – ребро жёсткости; 2 – полость; 3, 6, 7 – изменённые стенки отливки; 4, 5 – полученные поверхности отливок
Рисунок 20 – Изменение конструкции детали с целью изменения количества необходимых стержней
При конструировании будущей отливки следует избегать отверстий небольшого диаметра и других мелких деталей – фасок, канавок и т. д., которые рациональнее выполнить при последующей механической обработке.