

Приложение б
(обязательное)
Данные для определения технологических припусков
Таблица 3 – Конструктивные уклоны для отливки при литье в песчаные формы
|
Эскиз |
Н, мм |
a/H |
|
|
|
До 25 |
15 |
11о30 |
|
Св. 25 до 500 |
120 110 |
3о 5о30 | |
|
Св. 500 |
150 |
1о |
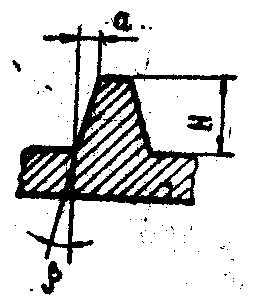
Таблица 4 – Минимальные размеры литых отверстий при литье в песчаные формы
|
Толщина стенки, мм |
Диаметр отверстия, мм |
Толщина стенки, мм |
Диаметр отверстия, мм |
Толщина стенки, мм |
Диаметр отверстия, мм |
|
4 – 6 |
8 |
10 – 12 |
14 |
16 – 18 |
20 |
|
6 – 8 |
10 |
12 – 14 |
16 |
18 – 20 |
22 |
|
8 – 10 |
12 |
14 – 16 |
18 |
- |
- |
Определение способа сопряжения стенок различной толщины
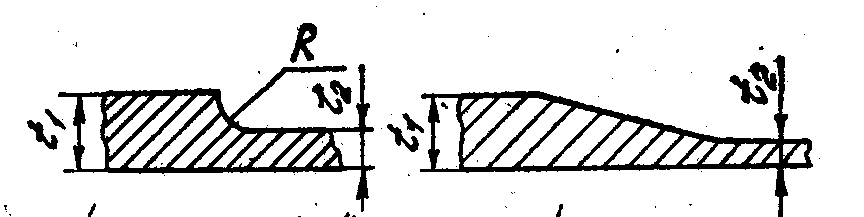
t1/t2 2; R = (1/3 1/6) × (t1+t2). t1/t2 > 2,0.
t1; t2 – толщина сопрягающихся стенок; R – радиус сопряжения.
Определение радиуса галтелей

r 0,5 X1 r1 0,25 X1
Х1 – толщина стенки; r; r1 – радиусы галтелей.
Рекомендуемый ряд радиусов галтелей
1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм
Таблица 5 – Наименьшая толщина стенок отливки при литье в песчаные формы
|
Материал |
Усадка, % |
Величина отливки (масса, размеры) |
Наименьшая толщина стенок, мм |
|
Сталь |
2 |
Мелкие (вес 2 кг) Средние (вес 50 кг) Крупные (вес 50 кг) |
8 12 20 |
|
Чугун серый литейный |
1 |
Мелкие (вес 2 кг) Средние (вес 50 кг) Крупные (вес 50 кг) |
3 – 4 6 – 8 10 – 20 |
|
Чугун ковкий и высокопрочный |
1 |
50 × 50 100 × 100 200 × 200 |
2,5 – 3,5 3,0 – 4,0 3,5 – 5,5 |
|
Бронза оловянистая |
1,5 |
При протяжённости стенки До 50 мм Св. 50 до 100 мм Св. 100 до 600 мм |
3 5 6 – 8 |
|
Специальные бронзы и латуни |
1,5 |
Мелкие (вес 2 кг) Средние (вес 50 кг) |
6 8 |
|
Алюминиевые сплавы |
1,5 |
При протяжённости стенки не более 200 не более 800 |
3 – 5 5 – 8 |
Приложение в
(обязательное)
Пример выполнения работы и оформления отчёта
1. Студент получает эскиз задания – рисунок 22.
На первом этапе он решает вопрос, будет ли модель разъёмной или её можно изготовить не разъёмной (что предпочтительней). В данном случае можно изготовить только разъёмной.
На втором этапе студент определяет положение линии разъёма. В данном случае линия разъёма будет проходить по центру размера Ф = 180, Н = 25 (рисунок 23), причём более длинная часть модели будет находиться внизу.

Рисунок 22 – Эскиз задания
На третьем этапе определяются напуски – те элементы детали, которые будут отсутствовать в отливке и которые будут изготавливаться при последующей механической обработке. К ним в данном примере относятся:
Канавки Ф = 100, Ф = 80;
Фаски 5 × 45о;
Отверстия Ф = 6; 6 шт.
На четвёртом этапе для определения величины припусков на механическую обработку (в данном задании предполагается обрабатывать все поверхности) по таблице № 1 (приложение А) студент находит величину допусков в соответствии с классом точности (№№ 8; 9; 10) на изготовление данной детали.
Например для 9-го класса точности допуска на имеющиеся размеры будут следующими:
|
Размер, мм |
Ф 180 |
Ф110 |
Ф70 |
Н160 |
Н25 |
|
Допуск, мм |
2,8 |
2,4 |
2,2 |
2,4 |
1,6 |
В соответствии с этими допусками – припуски на механическую обработку (например, при чистовой обработке по девятому классу точности) будут составлять (на сторону):
|
Размер, мм |
Ф180 |
Ф110 |
Ф70 |
Н160 |
Н25 |
|
Припуск, мм |
4,3 |
3,9 |
3,8 |
3,9 |
3,1 |
Затем эти размеры изменяются (наружные увеличиваются, внутренние уменьшаются) на процент усадки в соответствии с данными, приведёнными в таблице № 5 приложения Б.
На пятом этапе определяются величины литейных уклонов для наружных вертикальных поверхностей в соответствии с таблицей № 3 приложения Б.
На шестом этапе определяются радиусы галтелей (скруглений) в соответствии с данными, приведёнными в приложении Б.
В итоге в отчёте приводится эскиз задания и эскиз модели (отливки), который включает в себя эскиз задания (в тонких линиях со всеми данными размерами) и поверх него эскиз отливки (в жирных линиях) со всеми новыми размерами, включая литейные уклоны и радиусы галтелей. На эскизе также указывается линия разъёма модели и (или) формы, как показано на рисунках № 22 и № 23. Штриховке подлежит весь объём отливки, который будет заполнен металлом.
В отчёте указывается перечень элементов детали, которые не будут получены литьём, а будут изготовлены при последующей механической обработке и приводится расшифровка марки сплава, из которого будет изготовлена отливка.

Рисунок 23 – эскиз модели (отливки)


а б
а – формы – при неразъёмной модели; б – модели и формы в случае разъёмной модели
Рисунок 24 – примеры обозначения линии разъёма