

2 Расточные станки
Растачивание
Растачивание применяется в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных заготовках корпусных деталей. Главное вращательное движение совершает инструмент, движение подачи – инструмент или заготовка. Направление подачи может быть продольным, поперечным, радиальным и вертикальным в зависимости от характера обработки.
Расточной резец изображён на рисунке 2.1. Он работает в более жёстких условиях, чем токарные, так как испытывает значительные изгибающие нагрузки. Скорость резания при растачивании это окружная скорость вращающегося режущего инструмента: v = Dn/1000 м/мин. Подача s – перемещение режущего инструмента или заготовки относительно обрабатываемой поверхности (мм/мин или мм/об). Глубина резания t (мм) при растачивании отверстий t = (D – d)/2, где D – диаметр отверстия после обработки, мм; d – диаметр отверстия до обработки, мм.



а б в
Рисунок 2.1 – Процесс растачивания отверстий (а). Расточной блок (б)
1 – корпус; 2 – вставные регулируемые резцы; 3,4 – винты крепления.
Разъёмная расточная головка (в)
Растачивание отверстий проводится расточными резцами различных типов: проходными, подрезными, канавочными, резьбовыми. Кроме резцов используются: расточные блоки (рисунок 2.1б) – в них резцы регулируют по диаметру обрабатываемого отверстия, и расточные головки (рисунок 2.1в) для обработки отверстий большого диаметра.
2.2 Расточные станки
Горизонтально-расточные станки – наиболее распространённые расточные станки в машиностроении. Один из них изображён на рисунке 2.2.
По вертикальным направляющим стойки перемещается шпиндельная бабка, в которой расположены коробка скоростей, коробка подач и полый шпиндель. На нём закреплена планшайба с радиальным суппортом. Внутри полого шпинделя смонтирован расточной шпиндель. В задней стойке смонтирован подшипник, который поддерживает длинные расточные оправки и перемещается синхронно со шпиндельной бабкой.
Заготовка устанавливается на поворотном столе. Главным движением является вращение расточного шпинделя или планшайбы. Движение подачи может совершать стол (заготовка) или инструмент, закреплённый в расточном шпинделе, за счёт его перемещения, а также за счёт перемещения суппорта (радиального) и шпиндельной бабки (вертикального).
На расточных станках обрабатывают отверстия, наружные цилиндрические и плоские поверхности, уступы, канавки, конические поверхности, нарезают наружную и внутреннюю резьбу.
Растачивание цилиндрических отверстий позволяет исправлять форму и оси отлитых или предварительно обработанных отверстий. При растачивании отверстий длиной менее 5-ти диаметров используют консольные оправки, изображённые на рисунке 2.3а, при l/d 5 соосные отверстия растачивают в двухопорной оправке, как показано на рисунке 2.3б.
На расточных станках можно производить растачивание параллельных и взаимно перпендикулярных отверстий, конических отверстий, сверление, развёртывание, зенкование, нарезание резьб, обтачивание наружных цилиндрических поверхностей, подрезку торцов и фрезерование.

Рисунок 2.2 – Схема горизонтально-расточного станка
1 – станина; 2 – стойка; 3 – шпиндельная бабка; 4 – планшайба;
5 – радиальный суппорт; 6 – расточной шпиндель; 7 – задняя стойка; 8 – поддерживающий подшипник; 9 – салазки; 10 – каретка; 11 – поворотный стол.
Координатно-расточные станки используются для обработки точных отверстий с особо точным расположением осей. Схема такого станка изображена на рисунке 2.4а.
В верхней части стойки расположена коробка скоростей с расточной головкой и шпинделем. Главное вращательное движение и вертикальное движение подачи совершает шпиндель. Заготовка закрепляется на столе. Точность установки координатных размеров достигает 1 мкм.
Благодаря своей высокой точности координатно-расточные станки используются и для точных измерений.
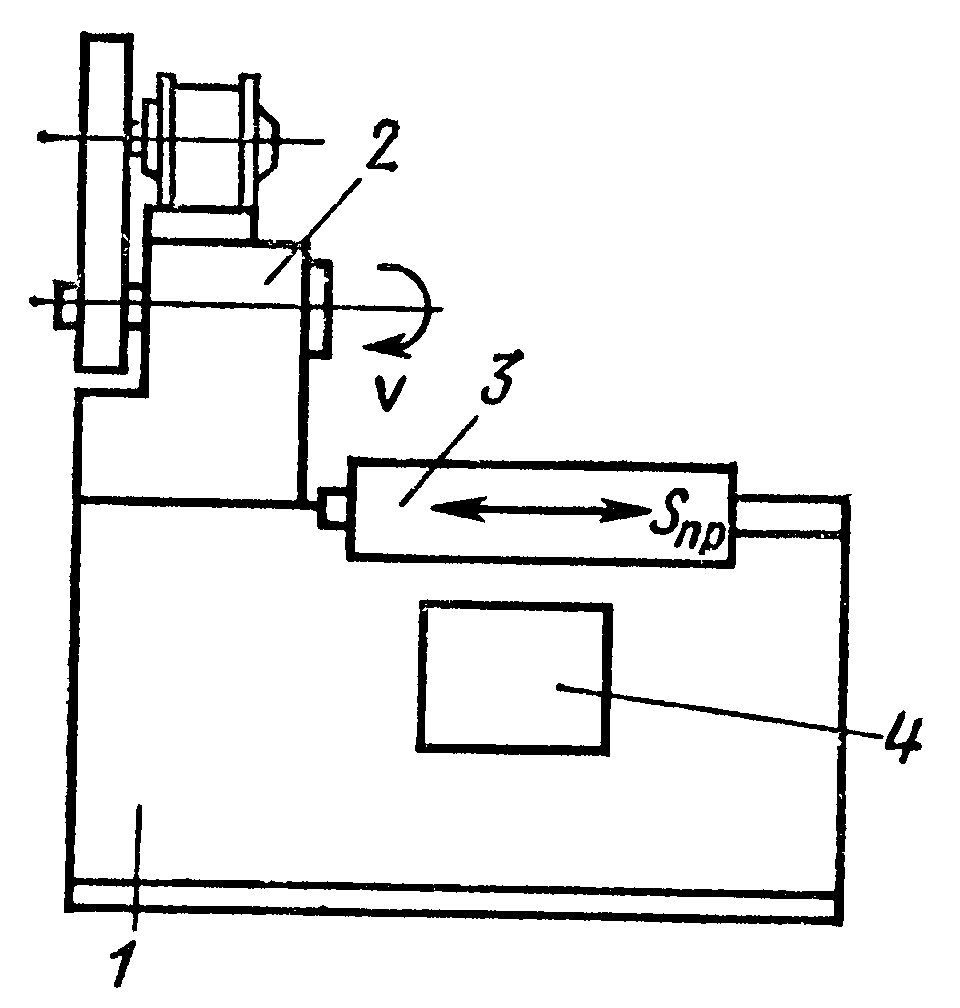
Алмазно-расточные станки используются для окончательной обработки отверстий алмазными и твёрдосплавными резцами. Схема станка изображена на рисунке 2.4б.
В расположенной горизонтально расточной головке находится шпиндель, в котором закреплена оправка с резцом. Заготовка закрепляется на столе. Для обеспечения высокой точности и малой шероховатости при обработке на алмазно-расточных станках применяют высокие скорости резания – 200 1000 м/мин, малые подачи 0,01 0,1 мм/об и малые глубины резания 0,05 0,2 мм.
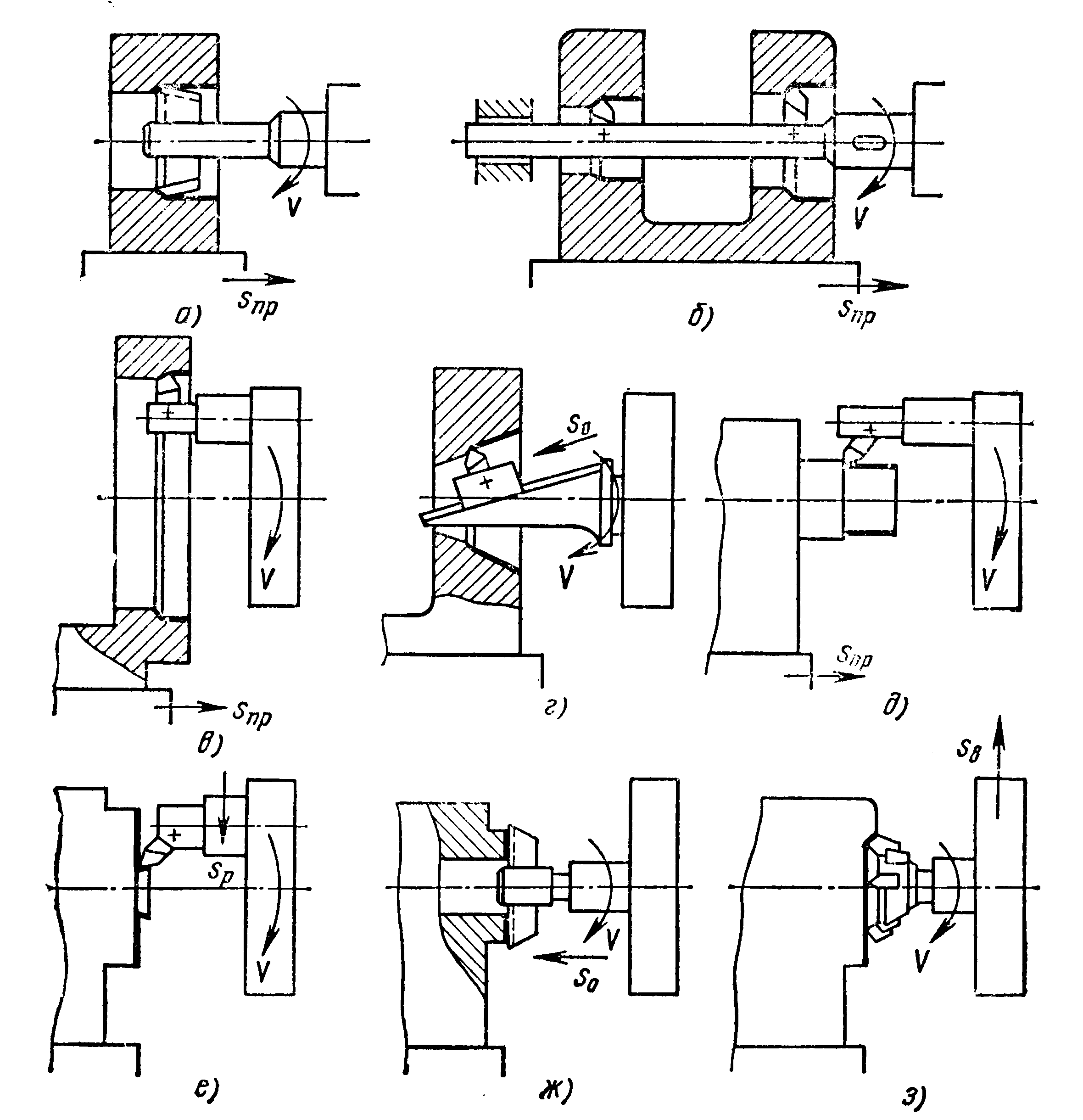
Рисунок 2.3 – Обработка заготовок на горизонтально-расточных станках
а – растачивание отверстия небольшой длины двухлезвейным пластинчатым резцом; б – одновременное растачивание двух соосных отверстий; в – растачивание отверстия большого диаметра и малой длины (резец закреплён в радиальном суппорте планшайбы); г – обработка конической внутренней поверхности (с использованием универсального приспособления); д – обтачивание наружной цилиндрической поверхности (резец закреплён на радиальном суппорте планшайбы); е – подрезание торцов (проходной резец закреплён на радиальном суппорте планшайбы); ж – подрезка небольших поверхностей пластинчатым резцом; з – фрезерование вертикальной плоскости.

а б
Рисунок 2.4 – Координатно-расточной станок 2450 (а)
1,2 – маховики для точной установки стола; 3 –направляющие поперечного перемещения рабочей части стола; 4 – салазки продольного перемещения рабочей части стола; 5 – стол; 6 – рукоятка включения автоматической подачи; 7 – консоль со шпиндельной бабкой; 8 – маховик вертикального перемещения шпиндельной бабки; 9 – маховик ручной подачи шпиндельной бабки; 10 – колонна; 11 – станина.
Алмазно-расточной станок (б)
1 – станина; 2 – расточная головка; 3 – стол; 4 – механизм подач.