

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУ_УчасткомТермообраб
.pdfРАЗРАБОТКИ
МАШИНОСТРОЕНИЕ
Автоматизированная система управления участком термической обработки самолётостроительного предприятия
Наиль Хайруллин, Михаил Кривенков, Герман Ильин, Олег Морозов, Николай Дорогов
Представленная в статье система предназначена для автоматизированного контроля температурных процессов на участке термической обработки самолётостроительного предприятия. Описана структура системы, приведены результаты использования системы с различными типами регулирующих элементов.
|
ВВЕДЕНИЕ |
|
|
|
цию участка термической обработки |
вания, которые они выполнить уже не |
|||||||
|
Не секрет, что замена старого обору |
металлических изделий на машино |
в состоянии. |
|
|
|
|||||||
|
дования на новое требует больших ка |
строительном предприятии. Если сами |
В данной статье описывается пример |
||||||||||
|
питальных вложений. Кроме того, на |
печи могут работать десятилетиями (в |
реализации автоматизированной сис |
||||||||||
|
всё время проведения переоборудова |
настоящее время на многих предпри |
темы, выполняющей функции форми |
||||||||||
|
ния, как правило, приходится останав |
ятиях продолжают функционировать |
рования, регистрации, архивирования |
||||||||||
|
ливать производство. Следовательно, |
печи, введённые в эксплуатацию 20 30 |
данных и управления с использовани |
||||||||||
|
к затратам непосредственно на модер |
и более лет назад), то приборы контро |
ем устройств дистанционного ввода |
||||||||||
|
низацию |
оборудования добавляются |
ля, управления и регистрации параме |
вывода серии ADAM 4000 в комплекте |
|||||||||
|
потери, вызванные остановкой техно |
тров технологических процессов мо |
с программным |
пакетом GeniDAQ. |
|||||||||
|
логического процесса. Можно ста |
рально и физически устаревают в тече |
Представленная |
система разработана |
|||||||||
|
раться не замечать данную проблему, |
ние существенно более короткого про |
специалистами |
Казанского государ |
|||||||||
|
однако рано или поздно возникает си |
межутка времени. Причём если к са |
ственного технического университета |
||||||||||
|
туация, когда откладывать модерниза |
мим печам зачастую претензий не воз |
им. А.Н. Туполева и опробована на Ка |
||||||||||
|
цию дальше уже нельзя, хотя бы по |
никает, то к системам контроля и уп |
занском авиастроительном производ |
||||||||||
|
причине отсутствия материальной ба |
равления часто предъявляются требо |
ственном объединении (КАПО) им. |
||||||||||
|
зы |
для |
поддержания |
|
|
|
С.П. Горбунова. |
||||||
|
|
|
|
||||||||||
|
оборудования |
в надле |
|
|
|
|
|
|
|
||||
|
жащем виде. Часто та |
|
|
|
НАЗНАЧЕНИЕ |
||||||||
|
кая |
ситуация |
усугубля |
|
|
|
И ЦЕЛИ |
|
|||||
|
ется тем, что выводить |
|
|
|
ВНЕДРЕНИЯ |
||||||||
|
технику |
из эксплуата |
|
|
|
СИСТЕМЫ |
|||||||
|
ции |
|
на |
длительный |
|
|
|
|
Автоматизированная |
||||
|
срок, |
требуемый |
для |
|
|
|
система управления тех |
||||||
|
полного переоборудова |
|
|
|
нологическими процес |
||||||||
|
ния, тоже не представ |
|
|
|
сами |
термического |
|||||||
|
ляется |
возможным. В |
|
|
|
участка |
предназначена |
||||||
|
ряде |
случаев |
выход |
из |
|
|
|
для |
контроля, поддер |
||||
|
подобной |
ситуации |
|
|
|
жания температуры пе |
|||||||
|
можно найти в обновле |
|
|
|
чей |
и |
формирования |
||||||
|
нии |
только |
системы |
|
|
|
временных интервалов |
||||||
|
поддержания |
техноло |
|
|
|
согласно |
технологичес |
||||||
|
гических параметров. К |
|
|
|
ким |
|
требованиям, |
||||||
|
числу таких случаев сле |
|
|
|
предъявляемым в каж |
||||||||
54 |
Здание заводоуправления Казанского авиастроительного |
|
|||||||||||
дует отнести модерниза |
|
дом конкретном случае. |
|||||||||||
производственного объединения им. С.П.Горбунова |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
|
|
СТА 3/2008 |
||
© 2008, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru
|
|
|
|
|
|
|
|
|
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е |
|
||
Целями внедрения системы явля |
ОПИСАНИЕ АППАРАТНОГО |
дальнейшей судьбе (отправлять в брак |
|
|||||||||
лись: |
|
|
ОБЕСПЕЧЕНИЯ |
|
|
|
или нет) обработанного в таких усло |
|
||||
● замена морально устаревших конт |
Для |
построения автоматизирован |
виях изделия. |
|
|
|
||||||
рольно регистрирующих и управля |
ной системы управления технологиче |
В качестве компьютера оператора на |
|
|||||||||
ющих устройств; |
|
|
скими |
процессами |
термического |
стадии проведения эксперименталь |
|
|||||
● перевод устройств архивирования |
участка было использовано оборудова |
ных и отладочных работ применялся |
|
|||||||||
параметров термической обработки |
ние и программное обеспечение фир |
обыкновенный офисный компьютер. |
|
|||||||||
на электронные носители информа |
мы Advantech. В качестве температур |
Требования к нему не выходили за рам |
|
|||||||||
ции; |
|
|
ных датчиков использовались штатные |
ки требований, предъявляемых к ком |
|
|||||||
● автоматизация процессов сбора и об |
термопары, установленные в термо |
пьютеру со стороны |
разработчиков |
|
||||||||
работки информации о температур |
шкафах. Количество термопар в тер |
программного пакета GeniDAQ. Един |
|
|||||||||
ных режимах выдержки изделия; |
мошкафах различного типа колеблется |
ственное отличие – увеличение объёма |
|
|||||||||
● объединение всех устройств визуали |
от одной до трёх. Первичный сбор ин |
жёсткого диска до 120 Гбайт, что вы |
|
|||||||||
зации, управления, контроля и архи |
формации осуществлялся |
модулями |
звано только расширением возможно |
|
||||||||
вирования в единый центр управле |
аналогового ввода ADAM 4011D. Дан |
стей по части хранения архивов и ни |
|
|||||||||
ния. |
|
|
ный модуль удобен тем, что имеет |
какого влияния на работоспособность |
|
|||||||
|
|
|
встроенный |
цифровой |
дисплей. Это |
системы не оказывает. Впоследствии, |
|
|||||
ТРЕБОВАНИЯ, |
|
|
предоставляет термисту |
возможность |
уже на стадии отладки системы, заказ |
|
||||||
ПРЕДЪЯВЛЯЕМЫЕ К СИСТЕМЕ |
контролировать температуру, не отходя |
чик решил, что данный вариант его ус |
|
|||||||||
Заказчик поставил условие, |
чтобы |
от рабочего места. Так как данный мо |
траивает, и удовольствовался ранее ус |
|
||||||||
модернизация проводилась без вывода |
дуль предполагает подключение только |
тановленным компьютером. |
|
|||||||||
печей из эксплуатации на срок более |
одной термопары, количество исполь |
Структурная схема системы управле |
|
|||||||||
двух суток подряд, и предъявил следу |
зуемых модулей определяется количес |
ния технологическими процессами |
|
|||||||||
ющие требования к системе управле |
твом термопар. Включением нагрева |
термического участка представлена на |
|
|||||||||
ния: |
|
|
телей управляют |
цифровые сигналы, |
рис. 1. |
|
|
|
||||
● система должна обеспечивать ха |
поступающие с |
модуля |
дискретного |
|
|
|
|
|||||
рактеристики не хуже, чем характе |
ввода вывода ADAM 4050. В качестве |
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ |
|
|||||||||
ристики используемого оборудова |
исполнительных |
устройств |
использу |
Программное обеспечение было раз |
|
|||||||
ния; |
|
|
ются твердотельные реле фирмы Sharp. |
работано при |
помощи прикладного |
|
||||||
● система должна подавать звуковые |
Для обеспечения управления реле, а |
программного |
пакета |
GeniDAQ. Для |
|
|||||||
сигналы при возникновении аварий |
также |
для |
согласования |
модулей |
облегчения процесса |
наблюдения за |
|
|||||
ной ситуации; |
|
|
ADAM 4050 с датчиками состояния за |
состоянием технологического процес |
|
|||||||
● архивирование данных должно про |
слонок |
термошкафов |
и |
кнопками |
са и установки заданных параметров |
|
||||||
изводиться как на электронных но |
«Старт/Стоп» используется специаль |
используется многооконный режим. В |
|
|||||||||
сителях, так и в бумажном виде; |
но разработанная интерфейсная плата. |
основном окне выводится информа |
|
|||||||||
● система должна быть унифицирова |
На этапе разработки системы нами бы |
ция о температуре, уставке, времени и |
|
|||||||||
на для всех типов печей, используе |
ло заложено в схему два модуля |
стадии технологического процесса по |
|
|||||||||
мых на участке термической обра |
ADAM 4050. В качестве преобразова |
всем печам. Для изменения значения |
|
|||||||||
ботки; |
|
|
теля интерфейса RS 232 компьютера |
уставки температуры, включения печи, |
|
|||||||
● режим работы при необходимости – |
оператора в интерфейс RS 485, связы |
задания времени выдержки, графичес |
|
|||||||||
круглосуточный; |
|
|
вающий модули ввода вывода, приме |
кого отображения изменения темпера |
|
|||||||
● при аварийном отключении питания |
нён модуль ADAM 4520. |
|
|
туры и включения/выключения по |
|
|||||||
нагревательных |
элементов |
печей |
Для сохранения работоспособности |
каждой печи используются отдельные |
|
|||||||
должен обеспечиваться режим, по |
в случае отключения электроэнергии |
окна (по количеству печей). Вид глав |
|
|||||||||
зволяющий избежать потери посту |
все регистрирующие устройства, а так |
ного окна и одного из установочных |
|
|||||||||
пающей информации; |
|
же устройства системы обработки и ар |
окон представлен на рис. 2 и 3 соответ |
|
||||||||
● выдаваемая на экран оператора ин |
хивации данных снабжены источника |
ственно. |
|
|
|
|||||||
формация должна быть полной, то |
ми бесперебойного питания. Эти ис |
Принцип работы достаточно прост. |
|
|||||||||
есть иметь максимально допусти |
точники выбирались по паспортному |
После запуска программа выводит на |
|
|||||||||
мую применяемым программным |
времени работы от батарей, исходя из |
дисплей главное окно отображения |
|
|||||||||
пакетом частоту |
дискретизации, и |
условия, что температура в термошка |
информации (рис. 2). В данном окне |
|
||||||||
без каких либо пропусков; |
|
фу выходит за пределы допустимой |
выводится информация только о со |
|
||||||||
● система должна работать в реальном |
нормы |
приблизительно за двадцать |
стоянии печей, то есть загружена печь |
|
||||||||
масштабе времени протекания тех |
минут. Мы |
использовали |
источники |
или нет, текущая температура, включе |
|
|||||||
нологических процессов; |
|
Back UPS мощностью 1000 В·А компа |
на или выключена, время выдержки |
|
||||||||
● управление процессами должно быть |
нии АРС. Применение источников |
детали в печи. При достижении време |
|
|||||||||
простым; |
|
|
бесперебойного |
питания |
позволило |
ни окончания выдержки детали цвето |
|
|||||
● система должна контролировать вре |
продолжать слежение за ходом техно |
вой сигнализатор, расположенный ря |
|
|||||||||
мя технологического процесса; |
логического процесса даже в условиях |
дом со счётчиком времени, меняет цвет |
|
|||||||||
● должен быть обеспечен контроль ре |
прекращения подачи электроэнергии |
с зелёного на красный. Одновременно |
|
|||||||||
акции термиста на сигнал заверше |
от основного источника и по получен |
на участке автоматически включается |
55 |
|||||||||
ния процесса. |
|
|
ным данным принимать решение о |
сирена. Выключение сирены происхо |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
СТА 3/2008 |
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
© 2008, CTA |
Тел.: (495) 234-0635 Факс: (495) 232-1653 |
http://www.cta.ru |
|
||||

Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е |
|
|
|
|
|
|
|||
|
|
|
|
|
|
в бумажном виде используется интер |
|||
Комната оператора |
|
|
|
фейс программы связывания и внедре |
|||||
|
|
|
|
|
|
||||
Компьютер |
|
|
|
RS 485 |
|
ния |
(встраивания) |
объектов |
OLE |
оператора |
RS 232 |
|
|
|
Automation. Интерфейс связывания и |
||||
|
|
|
|
||||||
|
|
ADAM 4520 |
|
|
|
||||
|
|
|
|
|
внедрения объектов OLE Automation |
||||
|
|
|
|
|
|
||||
Участок |
|
Модули |
|
|
Модули |
предназначен для организации |
взаи |
||
термической |
|
ADAM 4011D |
|
|
ADAM 4050 |
модействия между GeniDAQ и другими |
|||
обработки |
|
|
|
||||||
|
|
|
|
|
|||||
|
|
|
|
|
|
приложениями Windows, поддержива |
|||
|
|
|
|
|
|
ющими механизм OLE. В нашем слу |
|||
|
|
|
|
|
|
чае это программа Excel. Так как ско |
|||
Термопара 2 |
|
Термопара 1 |
|
Интерфейсная |
Блок |
рость изменения параметров среды до |
|||
|
|
|
|
|
|
||||
|
|
|
|
твердотельных |
статочно низкая (выборка точек произ |
||||
|
|
|
|
плата |
|||||
|
|
|
|
|
реле |
водится с интервалом в 1 минуту), то |
|||
|
|
|
|
|
|
||||
Термопара 3 |
|
Термопара 4 |
Датчики |
|
Кнопки |
данная программа позволяет строить |
|||
|
|
|
состояния |
|
«Старт/Стоп» |
графики технологического процесса в |
|||
|
|
|
заслонок |
|
|
||||
|
|
|
термошкафов |
|
|
реальном масштабе времени с последу |
|||
|
|
|
|
|
|
||||
|
|
|
|
|
|
ющей их распечаткой в бумажном ва |
|||
|
|
|
|
|
|
рианте. Отличие графиков, получен |
|||
Рис. 1. Структурная схема системы управления технологическими процессами термического |
ных при помощи интерфейса OLE |
||||||||
участка |
|
|
|
|
|
Automation и элемента отображения |
|||
|
|
|
|
|
|
«Просмотр архива данных», в том, что |
|||
дит только после открывания печи, |
Для ввода параметров технологическо |
первый запоминает данные только с |
|||||||
свидетельствующего о том, что термист |
го процесса достаточно выбрать печь, |
момента, когда температура достигла |
|||||||
приступил к выгрузке заготовок. Как |
где будет проводиться обработка заго |
уровня уставки (с учётом минусового |
|||||||
только печь открывается, сирена вы |
товок, далее указать тип и толщину за |
уровня допуска), а во втором случае за |
|||||||
ключается, цветовой сигнализатор ста |
готовок, отметить номер технологичес |
поминаются все события с момента за |
|||||||
новится зелёным, а счётчик времени |
кого процесса и нажать в окне клавишу |
пуска программы. |
|
|
|||||
обнуляется. Новый цикл начинается |
«Ввод», соответствующую заданной |
|
|
|
|
||||
после того, как в печь будет загружена |
печи. Программа самостоятельно уста |
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ |
|||||||
заготовка, о чём термист просигнали |
новит температурный режим и опреде |
Первоначально в качестве регулиру |
|||||||
зирует нажатием кнопки «Старт», рас |
лит время, необходимое для проведе |
ющего элемента был выбран простей |
|||||||
положенной рядом с соответствующей |
ния процесса в зависимости от типа за |
ший пороговый элемент с температур |
|||||||
печью. Следует отметить, что запуск |
готовки и её толщины. |
ным гистерезисом, равным ±0,2°С. Ис |
|||||||
цикла начнётся только в том случае, |
Включение печей осуществляется из |
пытания, проведённые с использова |
|||||||
если нажатие кнопки «Старт» произой |
установочного окна. На рис. 3 в качес |
нием такой схемы регулирования, по |
|||||||
дёт в течение короткого промежутка |
тве примера представлено окно печи |
казали вполне удовлетворительные ре |
|||||||
времени (10 20 минут, конкретная ве |
отпуска ПН15. Из рисунка видно, что |
зультаты: точность поддержания тем |
|||||||
личина определяется типом термошка |
печь включена и с момента начала вы |
пературы укладывалась в допустимый |
|||||||
фа) после того, как будет открыта и за |
держки прошло 5 минут. Для просмот |
диапазон согласно техническому зада |
|||||||
крыта печь. Такой порядок работы реа |
ра динамики изменения температуры в |
нию (рис. 4). Однако проведённые экс |
|||||||
лизуется интерфейсной платой, распо |
реальном масштабе времени использу |
перименты для более высоких темпе |
|||||||
ложенной вместе с модулями дискрет |
ется элемент отображения «Просмотр |
ратур и при различных исходных со |
|||||||
ного ввода вывода. Использование в |
архива данных» редактора форм отоб |
стояниях печи выявили некоторые не |
|||||||
этих целях интерфейсной платы позво |
ражения. Хранение информации про |
достатки данной схемы. Несмотря на |
|||||||
ляет не загружать компьютер операто |
изводится с помощью блока архивиро |
то, что температура находится в преде |
|||||||
ра обработкой временных задержек. |
вания данных редактора задач про |
лах допуска, видно, что график на рис. |
|||||||
По просьбе представителя заказчика |
граммы GeniDAQ. |
|
|
|
|
|
|||
в программе |
предусмотрено |
задание |
Для документиро |
|
|
|
|
|
|
типовых технологических процессов. |
вания результатов |
|
|
|
|
|
|||
56 |
|
|
Рис. 3. Вид одного из установочных окон |
|
Рис. 2. Вид главного окна |
||
|
|
|
|
|
|
www.cta.ru |
СТА 3/2008 |
© 2008, CTA Тел.: (495) 234-0635 Факс: (495) 232-1653 http://www.cta.ru
|
|
|
|
|
|
|
|
|
Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е |
||
|
|
Уставка 900°С. Нагрев от комнатной температуры |
|
|
Уставка 680°С. Остывание до заданной температуры |
||||||
|
904 |
|
Уставка |
|
|
|
689 |
|
|
|
|
|
902 |
|
|
|
|
688 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
900 |
|
|
|
|
|
687 |
|
|
|
|
|
898 |
|
|
|
|
|
686 |
|
|
|
|
(°С) |
896 |
|
|
|
|
(°С) |
685 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Темперература |
894 |
|
|
|
|
Темперература |
684 |
|
|
|
|
892 |
|
|
|
|
683 |
|
|
|
|
||
890 |
|
|
|
|
682 |
|
|
|
|
||
888 |
|
|
|
|
681 |
|
Уставка |
|
|
||
|
886 |
|
|
|
|
|
680 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
884 |
|
|
|
|
|
679 |
|
|
|
|
|
882 |
|
|
|
|
|
678 |
|
|
|
|
|
0 |
5 |
10 |
15 |
20 |
25 |
0 |
5 |
10 |
15 |
20 |
а |
|
|
Время (мин) |
|
|
б |
|
Время (мин) |
|
|
|
Рис. 4. График колебания температуры при регулировании пороговым элементом: а — уставка 900°С, выход с меньшей температуры на более |
|||||||||||
высокую; б — уставка 680°С, выход на требуемую температуру с более высокой |
|
|
|
|
|||||||
4 а несимметричен относительно за |
заданной, а во втором – выше. И хотя |
ПИД регулирования. Выходной си |
|||||||||
данной уставки, причём средняя тем |
лабораторные исследования образцов |
гнал блока определяется выражением: |
|||||||||
пература в этом случае ниже требуе |
показали, что качество обработки со |
|
|
|
|||||||
мой. Данный эксперимент проводился |
ответствует требуемым характеристи |
|
|
|
|||||||
при условии, что печь предварительно |
кам, заказчики попросили устранить |
|
|
|
|||||||
была холодной и нагрев осуществлялся |
данный недостаток. |
|
|
|
|
|
|||||
от температуры участка. В другом слу |
Для устранения выявленного недо |
|
|
|
|||||||
чае, когда выход на требуемую темпе |
статка вместо порогового элемента на |
|
|
|
|||||||
ратуру проходил от высокой темпера |
ми был использован ПИД регулятор. |
где |
|
|
|||||||
туры к более низкой, наблюдалось сме |
Этот переход не потребовал каких ли |
U(t) – уровень выходного сигнала бло |
|||||||||
щение среднего уровня разброса вверх |
бо доработок схемных решений, так |
ка ПИД; |
|
|
|||||||
(рис. 4 б). Таким |
образом, в |
первом |
как в состав программного пакета |
P – пропорциональный коэффициент; |
|||||||
случае средняя температура была ниже |
GeniDAQ |
входит стандартный |
блок |
I – интегральный коэффициент; |
|||||||
|
|
|
|
|
|
|
|
|
|
|
57 |
СТА 3/2008 |
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
© 2008, CTA |
Тел.: (495) 234-0635 Факс: (495) 232-1653 |
http://www.cta.ru |
|||

Р А З Р А Б О Т К И / М А Ш И Н О С Т Р О Е Н И Е
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
гналов управления на устройства зву |
|||||||
|
|
|
|
|
Уставка 900°С. ПИД регулятор |
|
|
|
|
|
|
Уставка 400°С |
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ковой и визуальной сигнализации; |
|||||||||||||||||||
|
|
|
903 |
|
|
|
|
|
|
|
|
|
|
|
406 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
901 |
|
Уставка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
● включение режима отсчёта времени |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
404 |
|
|
|
|
|
|
|
|
|
|
|
|
|
выдержки по команде, поступившей |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
899 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пороговый |
элемент |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
402 |
|
|
|
|
|
|
|
|
|
|
|
|
|
от термиста после достижения задан |
||||||||
|
|
|
897 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
(°С) |
|
|
|
|
|
|
|
|
|
|
(°С) |
|
|
|
|
|
|
Уставка |
|
|
|
|
ной температуры. |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
895 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Внешний вид типового модуля регу |
||||||||||
|
|
Темперература |
|
|
|
|
|
|
|
|
|
|
Темперература |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
889 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
396 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ройства ADAM 4011D. Количество ус |
||||||||||
|
|
|
893 |
|
|
|
|
|
|
|
|
|
|
|
398 |
|
|
|
|
|
|
|
|
|
|
|
|
|
лирования |
температуры показан на |
||||||
|
|
|
891 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПИД |
|
|
|
|
|
|
|
|
рис. 6. Модуль выполнен на базе уст |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
регулятор |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
887 |
|
|
|
|
|
|
|
|
|
|
|
394 |
|
|
|
|
|
|
|
|
|
|
|
|
|
танавливаемых модулей регулирования |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
885 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
температуры определяется |
количест |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
883 |
|
|
|
|
|
|
|
|
|
|
|
392 |
|
|
|
|
|
|
|
|
|
|
|
|
|
вом зон нагрева конкретного шкафа. |
|||||||
|
|
а |
950 |
|
140 |
1950 |
2450 |
|
|
б |
0 |
|
5 |
10 |
15 |
|
20 |
25 |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
Время (мин) |
|
|
|
|
|
|
|
|
Время (мин) |
|
|
|
|
|
|
ЗАКЛЮЧЕНИЕ |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
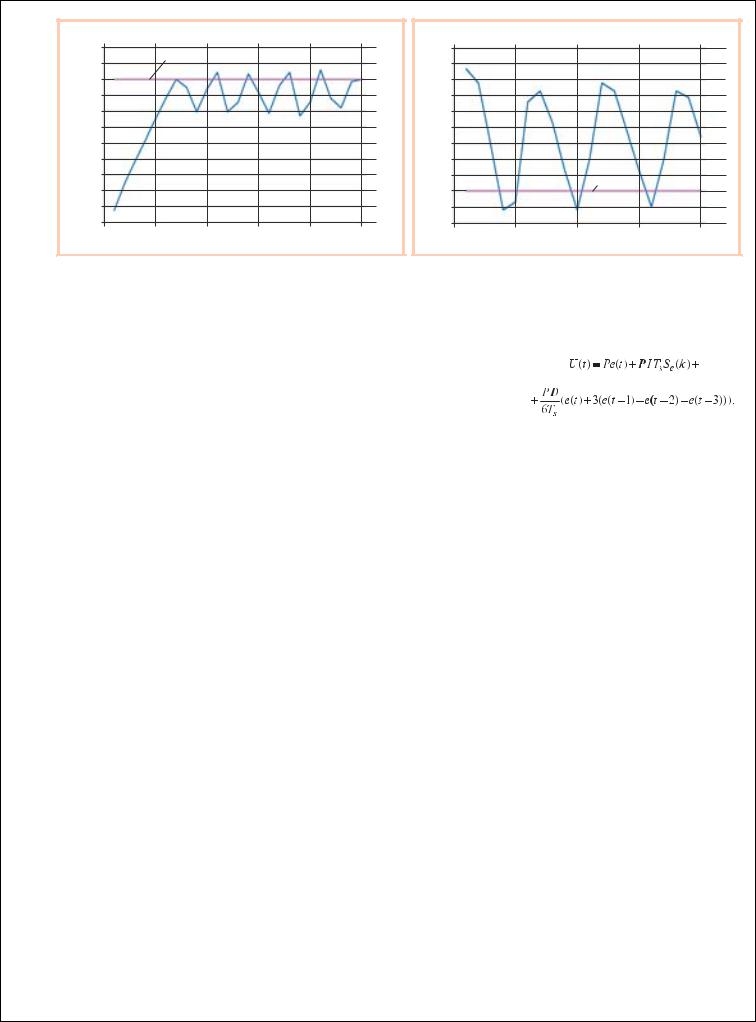
|
|
Рис. 5. Графики колебания температуры: а — при использовании ПИД7регулятора, разогрев |
|
В результате проведённой описан |
||||||||||||||||||||||||||||||||
|
|
печи до 900°С; б — при работе с ПИД7регулятором (синяя линия) и с пороговым элементом |
|
ным способом модернизации участка |
||||||||||||||||||||||||||||||||
|
|
(зелёная линия), уставка 400°С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
термической обработки заготовок уда |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
лось как существенно снизить затраты |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
D – дифференциальный коэффици |
|
● ПИД регулирование |
температуры |
|
на приобретение новой материально |
|||||||||||||||||||||||||||||
|
|
ент; |
|
|
|
|
|
|
|
|
|
|
термоэлементов печей; |
|
|
|
|
|
|
технической базы, так и обеспечить |
||||||||||||||||
|
|
e(t) – ошибка регулируемого параметра |
|
● архивирование с помощью интер |
|
минимальный простой оборудования в |
||||||||||||||||||||||||||||||
|
|
(t – текущее время); |
|
|
|
|
|
|
|
фейса связывания и внедрения объ |
|
период замены устаревшего контроль |
||||||||||||||||||||||||
|
|
Ts – период сканирования задачи в ми |
|
ектов OLE Automation; |
|
|
|
|
|
|
но регистрирующего |
оборудования |
||||||||||||||||||||||||
|
|
нутах; |
|
|
|
|
|
|
|
|
|
|
● задание заранее запрограммирован |
|
(монтаж оборудования проводился при |
|||||||||||||||||||||
|
|
Se(k) – накопленная ошибка за k изме |
|
ных технологических процессов, ис |
|
работающем термошкафе, для пере |
||||||||||||||||||||||||||||||
|
|
рений. |
|
|
|
|
|
|
|
|
|
|
ходя из марки материала, типа заго |
|
ключения термопар и силового комму |
|||||||||||||||||||||
|
|
Для использования данного блока с |
|
товки, толщины заготовки и типа пе |
|
тирующего модуля понадобилась оста |
||||||||||||||||||||||||||||||
|
|
ключевым исполнительным механиз |
|
чи, где будет производиться обработ |
|
новка оборудования на время всего |
||||||||||||||||||||||||||||||
|
|
мом выходной сигнал был пропущен |
|
ка; |
|
|
|
|
|
|
|
|
|
|
|
около 30 минут). Одновременно был |
||||||||||||||||||||
|
|
через пороговый элемент с гистерези |
|
● отслеживание аварийных |
ситуаций |
|
усовершенствован процесс документи |
|||||||||||||||||||||||||||||
|
|
сом ±0,1. Применение такой схемы ре |
|
по отклонению от заданного значе |
|
рования данных о термической обра |
||||||||||||||||||||||||||||||
|
|
гулирования |
значительно |
изменило |
|
ния температурной уставки на вели |
|
ботке в бумажном виде и внедрён ре |
||||||||||||||||||||||||||||
|
|
всю картину (рис. 5). Как видно из рис. |
|
чину, большую допуска, и подача си |
|
жим архивирования в электронном ви |
||||||||||||||||||||||||||||||
|
|
5 а, значительно увеличилась |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
последующим копированием на |
||||||||||||||||||
|
|
поддержания |
температуры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
носителях. Хранение ин |
|||||||||||
|
|
значений температуры уменьшился |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
производится в виде файлов |
|||||||||||||||||
|
|
до 2°С при уставке 900°С). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Excel; фрагмент заархивиро |
|||||||||||||
|
|
ние колебаний температуры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
данных, иллюстрирующий их |
|||||||||||||||||
|
|
уровня уставки стало более |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
форму представления, приве |
|||||||||||||
|
|
ным по сравнению с рис. 4. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
табл. 1. |
Система |
позволяет |
|||||||||||
|
|
наглядно видно, как уменьшился |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
просмотр архивов на уда |
||||||||||||||||
|
|
брос температуры при изменении |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
рабочих местах. |
|
|
|
|||||||||||||||
|
|
мы регулирования, на рис. 5 б: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
процессе эксплуатации система |
||||||||||||||||||
|
|
разница между максимальным |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
показала высокую надёж |
||||||||||||||||
|
|
и |
минимальным значениями |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ность и гибкость. Весь про |
||||||||||||||||
|
|
при работе с ПИД регулятором |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
цесс её работы проходит в ре |
|||||||||||||||||
|
|
равна 3°С (рис. 5 б, синяя ли |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
альном масштабе времени. ● |
|||||||||||||||||
|
|
ния), в то время как при ис Рис. 6. Внешний вид типового модуля регулирования температуры |
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
пользовании порогового регуля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
тора эта величина |
превышала |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1 |
|||||||||||
|
|
10°С (рис. 5 б, зелёная линия). |
|
|
|
|
Фрагмент хранимых в табличном виде данных технологического процесса |
|||||||||||||||||||||||||||||
|
|
Стратегия, заложенная в редакторе |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПН15 |
|
|
|
|
|
|
|||||||||||||||
|
|
задач, реализует с помощью элементов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
Минуты |
|
Треал. |
Туставки |
|
|
|
|
|
Дата |
|
|
|
|
Время |
|
||||||||||||||||||
|
|
управления окна отображения следую |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
1 |
|
107,9 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:38:50 |
|
|||||||||||||||||||
|
|
щие функции: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
2,03 |
|
113,7 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:39:52 |
|
||||||||||||||
|
|
● включение каждой конкретной печи |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
3,03 |
|
117,2 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:40:52 |
|
||||||||||||||||||||
|
|
по отдельности; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
4,02 |
|
119 |
|
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:41:51 |
|
|||||||||||||
|
|
● выключение каждой конкретной пе |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
5,02 |
|
119,7 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:42:51 |
|
||||||||||||||||||||
|
|
чи по отдельности и выключение |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
5,9 |
|
119,5 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:43:44 |
|
||||||||||||||||||||
|
|
всех печей сразу; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
58 |
|
|
|
|
|
|
|
5,95 |
|
119,5 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:43:47 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
119,5 |
100 |
|
|
Mon |
|
May |
|
19 |
|
2008 |
11:43:50 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СТА 3/2008 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
© 2008, CTA |
Тел.: (495) 234-0635 Факс: (495) 232-1653 |
http://www.cta.ru |
|||||||||||||||