

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУ_ЭлектроприводСтана
.pdfРАЗРАБОТКИ
МЕТАЛЛУРГИЯ
Автоматизированная система контроля технологических параметров работы главных электроприводов непрерывно заготовочного стана
Сергей Гуренко, Павел Максаев, Геннадий Шиманский
В статье представлена автоматизированная система контроля технологических параметров работы главных электроприводов непрерывно заготовочного стана. Система позволяет обеспечить непрерывный контроль технологического процесса прокатки в едином масштабе времени и сохранение регистрируемых технологических параметров, что даёт возможность выявить нарушения в ходе технологического процесса, выбрать рациональный режим прокатки при изменениях технологии, обеспечить восстановление предыстории возникновения аварийных событий, сократить время поиска неисправностей при авариях в электрических цепях главных электроприводов.
|
ВВЕДЕНИЕ |
ских |
предприятий. Производитель |
ским потерям, поэтому обеспечение |
|
|
Несмотря на широкое внедрение в |
ность |
некоторых обжимных станов |
надёжного и бесперебойного функцио |
|
|
металлургическое производство ма |
(например, блюминга 1300) достигает |
нирования технологического оборудо |
||
|
шин непрерывной разливки стали, на |
6 млн. тонн проката в год. Простои |
вания обжимного прокатного стана яв |
||
|
многих металлургических предприяти |
этих агрегатов из за поломок или отка |
ляется первостепенной задачей его |
||
|
ях СНГ, и Украины в частности, про |
зов электрического и механического |
оперативно технического персонала. |
||
|
должают эксплуатироваться обжимные |
оборудования приводят к значитель |
ОАО Криворожский горно метал |
||
|
прокатные станы – блюминги и сля |
ным производственным и экономиче |
лургический комбинат (КГМК) «Кри |
||
|
бинги, предназначенные для предва |
|
|
|
|
|
|
|
|
|
|
|
рительного обжатия стальных слитков, |
|
|
|
|
|
поступающих из сталеплавильных це |
|
|
|
|
|
хов, в заготовки крупных размеров и |
|
|
|
|
|
сечения – блюмы и слябы. Как прави |
|
|
|
|
|
ло, блюмы не являются товарной про |
|
|
|
|
|
дукцией металлургического предпри |
|
|
|
|
|
ятия и для приобретения товарных |
|
|
|
|
|
свойств подвергаются дополнительно |
|
|
|
|
|
му обжатию на непрерывно заготовоч |
|
|
|
|
|
ных станах (НЗС) в заготовки меньше |
|
|
|
|
|
го (до 150×150 мм) сечения. Получен |
|
|
|
|
|
ные таким образом заготовки либо по |
|
|
|
|
|
ступают на рынок в качестве товарной |
|
|
|
|
|
продукции, либо являются исходным |
|
|
|
|
|
сырьём для прокатных станов, произ |
|
|
|
|
|
водящих готовую продукцию: армату |
|
|
|
|
|
ру, катанку, специальные профили и |
|
|
|
|
|
т.д. Таким образом, обжимные прокат |
|
|
|
|
56 |
ные станы являются важнейшим тех |
|
|
|
|
нологическим звеном металлургиче |
Рис. 1. Непрерывная группа клетей 730 |
|
|
||
|
|
|
|
|
|
|
www.cta.ru |
|
|
СТА 4/2005 |
|
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru

Р А З Р А Б О Т К И / М Е ТА Л Л У Р Г И Я
ворожсталь» является одним из круп нейших предприятий горно металлур гического комплекса Украины с пол ным циклом производства. В настоя щее время на предприятии проводятся значительные работы по реконструк ции и модернизации основного меха нического и электрического оборудо вания, модернизации существующих и внедрению новых технологий и систем управления технологическими процес сами и производством в целом. Целью этих работ является повышение эконо мической эффективности производст ва и качества выпускаемой продукции,
атакже расширение рынков сбыта.
Всостав обжимных прокатных цехов комбината входят два блюминга: блю минг 1250 и блюминг 1300 (соответ ственно цеха блюминг 1 и блюминг 2). Цех блюминг 1 введён в эксплуатацию
18 марта 1958 года, и за прошедшие 47 |
Рис. 2. Непрерывная группа клетей 500 |
|
|
|
|
|
|
|
|
||||
лет здесь прокатано более 150 млн. |
|
|
|
|
|
|
|
|
|
|
|
|
|
тонн стали. |
|
№ 2 оснащены электроприводом с ре |
ходящего из группы, на мерные длины. |
|
|||||||||
|
|
гулируемой скоростью вращения, вы |
Ножницы |
оснащены регулируемым |
|
||||||||
КРАТКОЕ ОПИСАНИЕ |
|
полненным на базе двигателя постоян |
электроприводом, выполненным на |
|
|||||||||
ТЕХНОЛОГИЧЕСКОГО |
|
ного тока мощностью 1840 кВт и полу |
базе двухъякорного двигателя постоян |
|
|||||||||
ПРОЦЕССА И ХАРАКТЕРИСТИКА |
чающим электропитание от тиристор |
ного тока мощностью 2×1250 кВт и по |
|
||||||||||
ОБОРУДОВАНИЯ НЗС |
ного |
преобразовательного агрегата |
лучающим электропитание от двух ти |
|
|||||||||
730/500 |
|
(ТПА). В состав ТПА входят два тири |
ристорных преобразователей напряже |
|
|||||||||
В состав оборудования цеха блю |
сторных преобразователя (ТП) напря |
ния. Предусмотрен один |
резервный |
|
|||||||||
минг 1 ОАО КГМК «Криворожсталь» |
жения: ТП напряжения якорной цепи |
преобразовательный агрегат, который |
|
||||||||||
входят два прокатных стана: реверсив |
и ТП напряжения цепи возбуждения. |
возможно подключить к любому из |
|
||||||||||
ный обжимной стан 1250 и НЗС |
Предусмотрено 100% резервирование |
якорей приводного электродвигателя. |
|
||||||||||
730/500. Стан 1250 предназначен для |
ТПА. Остальные пары клетей оснаще |
|
|
|
|
|
|
|
|||||
прокатки стальных слитков весом |
ны нерегулируемыми электропривода |
ПОСТАНОВКА ЗАДАЧИ |
|
|
|
||||||||
8 10 тонн в заготовки (блюмы) сечени |
ми на базе синхронных двигателей |
До настоящего времени задача кон |
|
||||||||||
ем 300×300 мм. НЗС 730/500 состоит из |
мощностью 2000 кВт каждый, полу |
троля за ходом технологического про |
|
||||||||||
двух непрерывных групп |
прокатных |
чающих электропитание от сети 6 кВ. |
цесса прокатки металла в линии НЗС |
|
|||||||||
клетей. |
|
Непрерывная |
группа |
клетей |
500 |
730/500 – летучие ножницы традици |
|
||||||
Непрерывная группа |
клетей 730 |
(рис. 2) состоит из шести горизонталь |
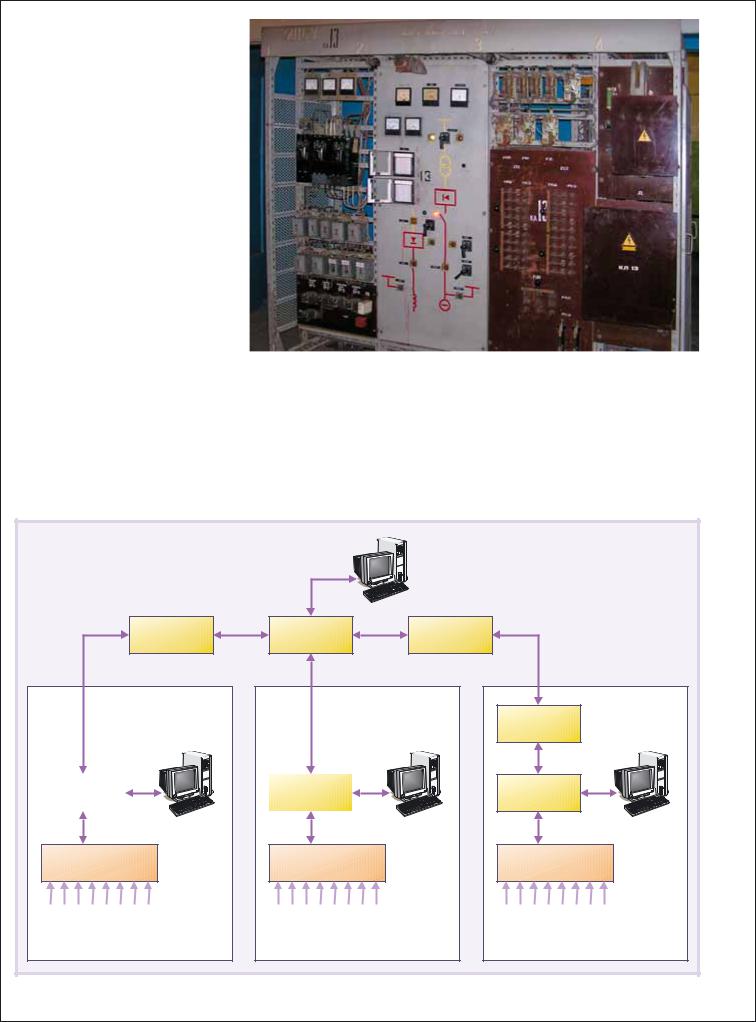
онно решалась при помощи регистри |
|
|||||||||
(рис. 1) состоит из восьми горизон |
ных прокатных клетей типа «дуо» с диа |
рующих |
и |
показывающих щитовых |
|
||||||||
тальных прокатных клетей типа «дуо» с |
метрами рабочих валков по буртам |
приборов |
(одноканальных |
перьевых |
|
||||||||
диаметрами рабочих валков по буртам |
530 мм и предназначена для транзитной |
самописцев, амперметров, |
вольтмет |
|
|||||||||
730 мм и предназначена для транзит |
прокатки заготовок, поступающих |
из |
ров, тахометров). Такие приборы уста |
|
|||||||||
ной (то есть без дополнительного на |
непрерывной группы клетей 730, в заго |
навливались на |
панели управления |
|
|||||||||
грева) прокатки блюмов, поступающих |
товки сечением |
(80×80)...(60×60) мм. |
электроприводом |
соответствующей |
|
||||||||
со стана 1250, в заготовки сечением |
Клети непрерывной группы 500 осна |
прокатной клети (рис. 3), самописцы |
|
||||||||||
(150×150)...(125×125) мм, которые мо |
щены индивидуальными электропри |
подключались к |
каналам |
измерения |
|
||||||||
гут быть прокатаны во второй непре |
водами с регулируемой скоростью вра |
тока якоря/статора и скорости враще |
|
||||||||||
рывной группе или порезаны на мер |
щения, выполненными на базе двигате |
ния главных электроприводов. |
|
||||||||||
ные длины при помощи ножниц горя |
лей |
постоянного тока |
мощностью |
К основным недостаткам данной |
|
||||||||
чей резки раскатов с усилием реза 800 т, |
1100 1840 кВт и получающими электро |
системы регистрации и схемы разме |
|
||||||||||
установленных на обводной линии. |
питание от ТПА. Предусмотрен один |
щения |
регистрирующих |
приборов |
|
||||||||
Передача раскатов с основной линии |
резервный преобразовательный агрегат, |
можно отнести следующие: |
|
|
|
||||||||
на обводную осуществляется при по |
который возможно подключить к любо |
● количество регистрируемых пара |
|
||||||||||
мощи шлепперного устройства. Клети |
му из шести электродвигателей. |
|
метров ограничено; |
|
|
|
|||||||
непрерывной группы 730 оснащены |
В технологическом потоке непре |
● проведение оперативного и качест |
|
||||||||||
попарно групповым электроприво |
рывной группы клетей 500 установле |
венного анализа хода технологиче |
|
||||||||||
дом, то есть рабочие валки каждой па |
ны реверсивные планетарные летучие |
ского процесса, а также работы в не |
|
||||||||||
ры клетей приводятся во вращение од |
ножницы РПЛН 150, предназначен |
штатных (в том числе и аварийных) |
57 |
||||||||||
ним электродвигателем. Клети № 1 и |
ные для порезки «на лету» металла, вы |
режимах затруднены или вообще не |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СТА 4/2005 |
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
Р А З Р А Б О Т К И /М Е ТА Л Л У Р Г И Я
возможны из за формы представле ния информации;
●контроль показаний большого коли чества приборов, расположенных на значительном расстоянии друг от друга, снижает оперативность дейст вий дежурного по машинному залу.
Моральное и физическое старение
регистрирующих приборов, ужесточе ние требований к качеству выпускае мой продукции, а также необходи мость минимизации времени поиска и устранения причин возникновения аварийных ситуаций и связанное с этим желание оперативно техническо го персонала иметь в своём распоряже нии более полную информацию о ходе технологического процесса обуслови ли необходимость разработки и вне дрения в эксплуатацию автоматизиро ванной системы контроля технологи
ческих параметров (АСКТП) работы |
Рис. 3. Панель управления главным электроприводом прокатной клети непрерывной группы |
главных электроприводов непрерыв |
500 с приборами контроля и регистрации |
но заготовочного стана. |
|
|
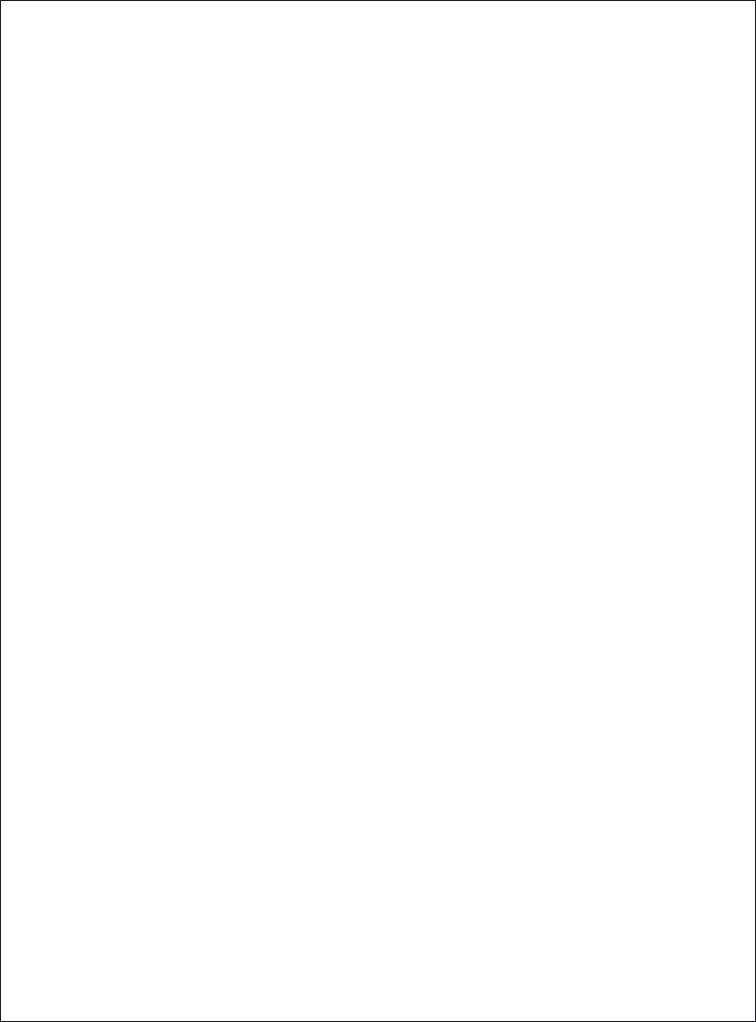
частей (рис. 4), соединённых с цен |
2)АСКТП непрерывной группы клетей |
|
СТРУКТУРА И ОСНОВНЫЕ |
тральным сервером (ЦС) и между со |
500; |
|
ФУНКЦИИ АСКТП |
бой при помощи локальной информа |
3)АСКТП РПЛН 150. |
|
АСКТП работы главных электропри |
ционной сети (ЛИС) с протоколом |
Каждая из перечисленных систем |
|
водов НЗС 730/500 и электропривода |
Ethernet: |
|
построена по двухуровневому принци |
летучих ножниц РПЛН 150 состоит из |
1)АСКТП непрерывной группы клетей |
пу, и все они имеют аналогичные |
|
трёх функционально самостоятельных |
730; |
|
структуры. |
|
ЦС |
|
|
Концентратор |
Коммутатор |
VDSL!модем |
|
Ethernet TCP/IP |
Ethernet TCP/IP |
(ведущий) |
|
АСКТП группы 730 |
АСКТП группы 500 |
АСКТП РПЛН!150 |
|
|
|
|
VDSL!модем |
|
|
|
(ведомый) |
РСДМ |
|
РСДМ |
РСДМ |
Концентратор |
Концентратор |
|
Концентратор |
Ethernet TCP/IP |
Ethernet TCP/IP |
|
Ethernet TCP/IP |
МСИ № 1 |
МСИ № 2 |
|
МСИ № 3 |
Аналоговые и дискретные |
Аналоговые и дискретные |
|
Аналоговые и дискретные |
сигналы от первичных |
сигналы от первичных |
|
сигналы от первичных |
датчиков и измерительных |
датчиков и измерительных |
|
датчиков и измерительных |
преобразователей |
преобразователей |
|
преобразователей |
Условные обозначения: ЦС — центральный сервер; МСИ — модуль сбора информации; РСДМ — рабочая станция дежурного по машинному залу. |
|||
58 Рис. 4. Структурная схема АСКТП работы главных электроприводов НЗС 730/500 и электропривода РПЛН#150
www.cta.ru |
СТА 4/2005 |
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru

Р А З Р А Б О Т К И / М Е ТА Л Л У Р Г И Я
|
зующего |
|
оборудова |
|
|
|
|
ния ЛИС. |
|
|
|
||
|
МСИ |
|
выполняет |
|
|
|
|
функции |
приёма, |
|
|
||
|
первичной обработки |
|
|
|||
|
и передачи техноло |
|
|
|||
|
гической |
информа |
|
|
||
|
ции |
посредством |
|
|
||
|
ЛИС на РСДМ и ЦС. |
|
|
|||
|
Конструктивно МСИ |
|
|
|||
|
представляет |
собой |
|
|
||
|
металлический шкаф |
|
|
|||
|
одностороннего об |
|
|
|||
|
служивания, установ |
|
|
|||
|
ленный в машинном |
|
|
|||
|
зале группы |
500. |
|
|
||
|
Внутри |
|
|
шкафа |
Рис. 6. Рабочая станция дежурного по машинному залу |
|
|
(рис. 5) |
установлены |
непрерывной группы клетей 500 |
|||
|
модули |
|
гальваниче |
|
|
|
|
|
|
тор с ЭЛТ 17", клавиатура, манипуля |
|||
|
ской изоляции и нормализации ана |
|||||
|
логовых и дискретных сигналов, ис |
тор типа «мышь». На РСДМ выполня |
||||
Рис. 5. Модуль сбора информации |
точники вторичного электропитания |
ются все необходимые функции по ви |
||||
о параметрах работы главных |
и промышленный микропроцессор |
зуализации технологического процес |
||||
электроприводов непрерывной группы |
ный контроллер. |
|
са, расчёту дополнительных техноло |
|||
клетей 500 |
РСДМ (рис. 6) установлена в ком |
гических параметров, архивированию |
||||
|
фортном месте (в помещении дежур |
и сохранению поступающей информа |
||||
Рассмотрим АСКТП непрерывной |
ного) машинного зала и представляет |
ции. |
||||
группы клетей 500. Она состоит из |
собой IBM PC совместимый персо |
Электропитание АСКТП осуществ |
||||
модуля сбора информации (МСИ), |
нальный компьютер, в состав которого |
ляется от источника бесперебойного |
||||
рабочей станции дежурного по ма |
входят системный блок с набором не |
питания фирмы АРС, который обеспе |
||||
шинному залу (РСДМ) и сетеобра |
обходимых устройств и модулей, мони |
чивает работоспособность системы в |
||||
59
СТА 4/2005 |
www.cta.ru |
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
Р А З Р А Б О Т К И /М Е ТА Л Л У Р Г И Я
|
|
случае кратковременного (до 15 ми |
виде трендов и графиков различных |
АППАРАТНЫЕ СРЕДСТВА |
||||||
|
|
нут) исчезновения/просадки напряже |
цветов; |
АСКТП работы главных электропри |
||||||
|
|
ния питания, а также защиту электро |
● формирование базы данных о ходе |
водов НЗС 730/500 и электропривода |
||||||
|
|
оборудования при превышении пи |
технологического процесса со сро |
летучих ножниц РПЛН 150 реализова |
||||||
|
|
тающим напряжением допустимого |
ком хранения информации по каж |
на на базе IBM PC совместимых аппа |
||||||
|
|
уровня. |
|
дому из объектов не менее двух меся |
ратных средств и стандартной сетевой |
|||||
|
|
АСКТП работы главных электропри |
цев; |
аппаратуры Ethernet. Учитывая доста |
||||||
|
|
водов НЗС 730/500 и электропривода |
● формирование базы данных аварий |
точно жёсткие условия эксплуатации, |
||||||
|
|
летучих ножниц РПЛН 150 выполняет |
ных ситуаций со сроком хранения |
являющиеся следствием размещения в |
||||||
|
|
следующие функции: |
информации по каждому из объек |
машинном зале заготовочного стана |
||||||
|
|
● сбор первичной информации о таких |
тов не менее одного года; |
(повышенная |
температура, |
наличие |
||||
|
|
параметрах работы электроприво |
● ведение журнала событий, в котором |
токопроводящей пыли, вибрация), для |
||||||
|
|
дов, как величина напряжения зада |
отражается информация о времени |
комплектации |
МСИ было |
выбрано |
||||
|
|
ния на угловую скорость вращения |
включения/отключения приводов, |
следующее оборудование: |
|
|||||
|
|
якоря, величина напряжения задат |
срабатывания аварийной/предупре |
● промышленный |
микропроцессор |
|||||
|
|
чика интенсивности, фактическая |
ждающей сигнализаций и др.; |
ный контроллер в составе: |
|
|||||
|
|
угловая скорость вращения якоря, |
● подсчёт машинного времени работы |
● |
модуль центрального процессора |
|||||
|
|
величина тока |
якорной/статорной |
главных электроприводов, времени |
|
CPU686E фирмы Fastwel, |
|
|||
|
|
цепи, величина |
тока возбуждения, |
простоя, «чистого» времени прокат |
● |
модуль ввода вывода аналоговых и |
||||
|
|
величина напряжения якорной/ста |
ки и количества прокатанных загото |
|
дискретных сигналов 5710 1 фир |
|||||
|
|
торной цепи, состояние коммутаци |
вок за выбранный интервал времени; |
|
мы Octagon Systems, |
|
||||
|
|
онной аппаратуры, состояние ава |
● фиксация возникновения техноло |
● |
модуль ввода дискретных сигналов |
|||||
|
|
рийной и предупреждающей сигна |
гических перегрузок главных элек |
|
с гальванической изоляцией DI32 |
|||||
|
|
лизаций и др.; |
|
троприводов и подсчёт их количест |
|
фирмы Fastwel, |
|
|
||
|
|
● создание эффективного интерфейса, |
ва по каждому электродвигателю; |
● |
источник |
электропитания 7155 |
||||
|
|
обеспечивающего наглядное пред |
● подготовка технологических отчётов |
|
фирмы Octagon Systems, |
|
||||
|
|
ставление технологических парамет |
о параметрах работы непрерывных |
● монтажная корзина (крейт) фирмы |
||||||
|
|
ров работы объекта контроля; |
групп клетей 730 и 500 за интересую |
|
Octagon Systems; |
|
|
|||
|
|
● представление полученной инфор |
щий интервал времени; |
● модули гальванической изоляции и |
||||||
|
|
мации в реальном масштабе времени |
● вывод на печать требуемой информа |
нормализации аналоговых и дис |
||||||
|
|
в виде числовых значений, а также в |
ции. |
кретных сигналов фирм |
Fastwel, |
|||||
|
|
|
|
|
Promsat, Saturn Data International; |
|||||
|
|
|
|
|
||||||
|
|
|
|
|
● модули коммутаторов аналоговых |
|||||
|
|
|
|
|
сигналов AIMUX 32C фирмы Fastwel; |
|||||
|
|
|
|
|
● источники вторичного электропита |
|||||
|
|
|
|
|
ния модулей гальванической изоля |
|||||
|
|
|
|
|
ции аналоговых сигналов и «сухих» |
|||||
|
|
|
|
|
контактов фирм Promsat и Saturn |
|||||
|
|
|
|
|
Data International. |
|
|
|||
|
|
|
|
|
Общее количество входных сигна |
|||||
|
|
|
|
|
лов — 135, а общее количество пара |
|||||
|
|
|
|
|
метров системы – около 300. |
|
||||
|
|
|
|
|
В каждой АСКТП предусмотрено на |
|||||
|
|
|
|
|
личие резервных каналов ввода анало |
|||||
|
|
|
|
|
говых и дискретных сигналов, что соз |
|||||
|
|
|
|
|
даёт условия для расширения функцио |
|||||
|
|
|
|
|
нальных возможностей этих систем. |
|||||
|
|
|
|
|
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ |
|||||
|
|
|
|
|
В качестве системного программно |
|||||
|
|
|
|
|
го обеспечения АСКТП используется |
|||||
|
|
|
|
|
операционная система реального вре |
|||||
|
|
|
|
|
мени QNX версии 6.2.1. Для разработ |
|||||
|
|
|
|
|
ки графического интерфейса пользова |
|||||
|
|
|
|
|
теля использованы стандартные сред |
|||||
|
|
|
|
|
ства QNX – |
графическая |
оболочка |
|||
|
|
|
|
|
Photon |
и инструментальное |
средство |
|||
|
|
|
|
|
Photon |
Application |
Builder. Базовый |
|||
|
|
|
|
|
язык программирования – С. |
|||||
|
|
|
|
|
Прикладное программное обеспече |
|||||
60 |
|
|
|
|
ние (ПО) системы составляют ПО |
|||||
|
|
|
|
МСИ и ПО РСДМ/ЦС. |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
СТА 4/2005 |
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru

Р А З Р А Б О Т К И /М Е ТА Л Л У Р Г И Я
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 7. Внешний вид окна программы визуализации |
|
|
Рис. 8. Внешний вид окна программы «Осциллограф» непрерывной |
|
||||
|
|
технологического процесса непрерывной группы клетей 500 |
|
|
группы клетей 730 |
|
|
|||
|
|
|
|
|
|
|
|
|||
|
|
ПО МСИ включает в свой состав сле |
привода. Объём буфера аварийной ре |
ных программ, а также панель с клави |
||||||
|
|
дующие программы: регистрации тех |
гистрации установлен фиксированным |
шами быстрого доступа к окнам визуа |
||||||
|
|
нологической информации, синхрони |
и определяется временем записи, рав |
лизации объектов системы и с полем |
||||||
|
|
зации времени между ЦС (локальный |
ным трём минутам. Имеется возмож |
для отображения информации о теку |
||||||
|
|
источник времени) и остальными узла |
ность назначать относительно момента |
щей дате и времени. Ниже и левее выво |
||||||
|
|
ми системы, определения наличия ме |
поступления |
инициативного сигнала |
дится календарь текущего месяца. Пра |
|||||
|
|
талла в валках и подсчёта количества |
(сигнала «Авария», вырабатываемого в |
вее календаря находится поле для выво |
||||||
|
|
прокатанных заготовок, определения |
системе управления электроприводом |
да текущих сообщений системы, где в |
||||||
|
|
технологических перегрузок главных |
при возникновении аварийного режима |
колонке «Тип» отображается графиче |
||||||
|
|
электроприводов (для МСИ непрерыв |
работы, или команды дежурного по ма |
ский символ события, в колонке «Дата» |
||||||
|
|
ных групп клетей 730 и 500). |
|
шинному залу, вызванной производст |
записывается время возникновения со |
|||||
|
|
ПО РСДМ/ЦС включает в свой со |
венной необходимостью) разную вели |
бытия, а в колонке «Событие» выводит |
||||||
|
|
став следующие программы: визуали |
чину времени предыстории развития |
ся текст сообщения. Ниже списка собы |
||||||
|
|
зации |
технологического |
процесса, |
аварийного процесса. Эта величина мо |
тий расположено изображение техноло |
||||
|
|
просмотра и анализа технологической |
жет изменяться в пределах, соответст |
гического оборудования НЗС – прокат |
||||||
|
|
информации в виде графиков («Осцил |
вующих 0...100% объёма буфера. Так, |
ных клетей, валки которых при рабо |
||||||
|
|
лограф», «Просмотр архива регистра |
например, если установлено значение |
тающих приводах изображаются вра |
||||||
|
|
ции»), |
формирования и |
просмотра |
50%, то при поступлении инициативно |
щающимися. Наличие металла в валках |
||||
|
|
отчётных документов, просмотра жур |
го сигнала в буфере будет формировать |
непрерывной группы клетей отобража |
||||||
|
|
нала событий и др. |
|
ся 3 минутная запись, в которую вклю |
ется посредством анимации перемеще |
|||||
|
|
|
|
|
чаются данные, полученные за 1,5 ми |
ния раската. Под изображением каждой |
||||
|
|
Программа регистрации |
нуты (50% от 3 минут) до прихода ини |
клети выводится информация о теку |
||||||
|
|
технологической информации |
циативного сигнала, а затем в течение |
щем состоянии электропривода, кото |
||||||
|
|
Алгоритм работы программы регист |
оставшегося времени (1,5 минуты после |
рая представлена в виде индикаторов |
||||||
|
|
рации технологической информации |
инициативного сигнала) дописываются |
состояния, изменяющих свой цвет и на |
||||||
|
|
заключается в следующем: входные сиг |
вновь поступающие данные. После за |
звание. Ещё ниже размещены индика |
||||||
|
|
налы оцифровываются с частотой дис |
вершения формирования такой записи |
торы значений основных энергосило |
||||||
|
|
кретизации 1000 выборок в секунду и |
содержимое буфера аварийной регист |
вых параметров главных электроприво |
||||||
|
|
после |
предварительной |
обработки |
рации считывается и сохраняется про |
дов и сигналов управления: величина |
||||
|
|
(фильтрация, нормирование) поступа |
граммой записи базы данных в виде от |
тока в якорной цепи, напряжение на |
||||||
|
|
ют с частотой 1000 Гц в буфер FIFO ава |
дельного файла «Авария», а также дуб |
якоре, скорость вращения якоря, вели |
||||||
|
|
рийной регистрации и с частотой 100 Гц |
лируется на флэш диске контроллера. |
чина тока возбуждения, напряжения за |
||||||
|
|
в буфер FIFO технологической регист |
|
|
|
|
дания на скорость вращения и задатчи |
|||
|
|
рации. Данные из буфера технологиче |
Программа визуализации хода |
ка интенсивности. |
||||||
|
|
ской регистрации используются для не |
технологического процесса |
В самой нижней части окна располо |
||||||
|
|
прерывного контроля за ходом техноло |
На рис. 7 представлен внешний вид |
жена строка статуса, в которой указано |
||||||
|
|
гического процесса. Данные из буфера |
окна программы визуализации техно |
наименование объекта регистрации. |
||||||
|
|
аварийной регистрации используются в |
логического |
процесса непрерывной |
|
|
||||
|
|
случае необходимости получения более |
группы клетей 500. |
Программы просмотра |
||||||
|
|
достоверной информации о протекании |
В верхней части окна находится па |
и анализа графической |
||||||
|
|
электрических переходных процессов в |
нель главного меню. Под ней располо |
информации |
||||||
62 |
|
главных |
электроприводах, |
например |
жены панель инструментов, содержа |
Отображение регистрируемых и |
||||
|
при аварийном отключении электро |
щая названия и пиктограммы приклад |
расчётных технологических парамет |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
СТА 4/2005 |
||
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
|
|
|
|
Р А З Р А Б О Т К И / М Е ТА Л Л У Р Г И Я |
||
ров в виде графиков в режиме реально |
● индивидуальное изменение масшта |
интересующий интервал времени и |
|
|||
го времени осуществляется при помо |
ба вывода сигнала по оси значений |
сформировать отчётные документы в |
|
|||
щи программы «Осциллограф». |
от 0 до 1000%; |
удобной для визуального восприятия |
|
|||
На рис. 8 представлен внешний вид |
● наложение выбранных сигналов на |
форме. |
|
|||
окна программы «Осциллограф» не |
одну ось; |
|
|
|
||
прерывной группы клетей 730. |
● изменение цвета графиков отобра |
Программа формирования |
|
|||
В правой части окна расположен |
жаемых сигналов; |
и просмотра технологических отчётов |
|
|||
полный список регистрируемых сиг |
● измерение временных интервалов |
В технологическом отчёте содержит |
|
|||
налов. В столбце «Сигнал» отобража |
между событиями; |
ся следующая информация: |
|
|||
ются краткие наименования, а в |
● измерение мгновенных и средне |
● наименование объекта, |
|
|||
столбце «Значение» – текущие значе |
квадратических значений отобра |
● интервал времени, за который со |
|
|||
ния регистрируемых сигналов. Цвет |
жаемых сигналов; |
ставлен отчёт, |
|
|||
строки списка соответствует цвету |
● расчёт максимального и минималь |
● количество прокатанных заготовок, |
|
|||
графика сигнала. В верхней части ок |
ного значений выбранных сигналов |
● машинное время работы/простоя |
|
|||
на размещены кнопки |
управления |
на указанном интервале; |
объекта и «чистое» время прокатки, |
|
||
(слева направо): «Выбор объекта», |
● расчёт скорости изменения (d/dt) |
● количество пусков главных электро |
|
|||
«Печать окна», «Остановить/продол |
отображаемых сигналов; |
приводов объекта, |
|
|||
жить отображение графиков», «На |
● ввод и сохранение комментариев к |
● количество перегрузок главных элек |
|
|||
правление движения отображаемых |
графикам (временные интервалы, |
троприводов и срабатываний ава |
|
|||
графиков», «Во весь экран», «На одну |
числовые значения сигналов в инте |
рийной сигнализации, |
|
|||
ось/на отдельные оси», «Увели |
ресующих точках графиков и т.д.); |
● среднеквадратические значения па |
|
|||
чить/уменьшить количество отобра |
● вывод на печать сформированной |
раметров работы главных электро |
|
|||
жаемых графиков в окне» (кнопки ак |
карты сигналов. |
приводов. |
|
|||
тивизируются при выборе режима |
|
Сформированный технологический |
|
|||
отображения графиков «На отдельные |
Программы формирования |
отчёт может быть распечатан на прин |
|
|||
оси»), «Масштабная сетка вкл./откл.», |
и просмотра отчётных |
тере. |
|
|||
«Измерение», «Пошаговое перемеще |
документов |
|
|
|
||
ние измерителя влево/вправо», «Пе |
Эти программы позволяют выпол |
Программа формирования |
|
|||
ремещение измерителя по указателю |
нить автоматизированный расчёт чи |
и просмотра отчётов по заготовкам |
|
|||
манипулятора мышь», «Спектральный |
словых значений технологических па |
В отчёте по заготовкам содержится |
|
|||
анализ», |
«Настройка», |
«Сохранить |
раметров по каждому из объектов за |
следующая информация: |
|
|
конфигурацию», «Загрузить конфигу |
|
|
|
|
||
|
|
|
|
|||
рацию», «Инфо». В нижней части ок |
|
|
|
|
||
на расположены 2 регулятора: «Раз |
|
|
|
|
||
вертка» и «Частота». |
|
|
|
|
|
|
Ретроспективный просмотр и анализ |
|
|
|
|
||
зарегистрированной информации за |
|
|
|
|
||
интересующий интервал времени осу |
|
|
|
|
||
ществляется при помощи программы |
|
|
|
|
||
«Просмотр архива регистрации». Ин |
|
|
|
|
||
терфейс данной программы аналоги |
|
|
|
|
||
чен интерфейсу программы «Осцилло |
|
|
|
|
||
граф». |
|
|
|
|
|
|
Программы просмотра и анализа |
|
|
|
|
||
графической информации позволяют |
|
|
|
|
||
выполнять следующие операции: |
|
|
|
|
||
● выбор требуемого интервала време |
|
|
|
|
||
ни и количества отображаемых сиг |
|
|
|
|
||
налов (до 63 сигналов в одном окне); |
|
|
|
|
||
● выбор |
направления |
отображения |
|
|
|
|
графиков сигналов (справа налево |
|
|
|
|
||
или слева направо); |
|
|
|
|
|
|
● сохранение и загрузку одной из 10 |
|
|
|
|
||
конфигураций (список сигналов, |
|
|
|
|
||
цвета графиков) отображения графи |
|
|
|
|
||
ков сигналов; |
|
|
|
|
|
|
● включение/отключение масштабной |
|
|
|
|
||
сетки; |
|
|
|
|
|
|
● изменение масштаба отображаемых |
|
|
|
|
||
сигналов по оси времени (развёртки) |
|
|
|
|
||
и частоты вывода сигналов от 0,05 до |
|
|
|
63 |
||
1000 Гц; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СТА 4/2005 |
|
|
|
www.cta.ru |
||
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
Р А З Р А Б О Т К И /М Е ТА Л Л У Р Г И Я
●наименование объекта,
●интервал времени, за который со ставлен отчёт,
●количество прокатанных заготовок,
●дата и время начала прокатки заго товки, время нахождения металла в валках, среднеквадратические значе ния энергосиловых параметров элек тропривода при прокатке.
Сформированный отчёт по заготов
кам может быть распечатан на принте ре.
Программа формирования и просмотра статистических отчётов
В статистическом отчёте содержится следующая информация:
●наименование объекта,
●интервал времени, за который со ставлен отчёт,
●количество прокатанных заготовок,
●среднее, минимальное и максималь ное значения энергосиловых пара метров электропривода при прокат
ке, среднеквадратическое отклоне ние и дисперсия выборки, а также коэффициент использования элек тродвигателя по току.
Сформированный статистический отчёт может быть распечатан на прин тере.
Программа просмотра журнала событий
Данная программа предназначена для облегчения поиска интересующего события, уточнения времени возник новения события и т.д. и позволяет производить следующие операции:
●открыть базу данных журнала собы тий за указанный интервал времени,
●сортировать информацию по собы тиям,
●распечатать результаты обработки информации.
ЗАКЛЮЧЕНИЕ
Современные аппаратные и про граммные средства послужили базой для создания надёжной и удобной в эксплуатации системы контроля за хо дом технологического процесса про катки металла и анализа аварий ных/нештатных ситуаций.
По сравнению с существующими средствами контроля данная система имеет следующие преимущества:
●за счёт расширенного числа контро лируемых сигналов и удобной для восприятия формы представления информации о технологических па раметрах работы главных электро приводов улучшены условия и созда
64
ны предпосылки для повышения производительности труда оператив но технического персонала прокат ного стана;
●обеспечен непрерывный контроль технологического процесса прокатки
в едином масштабе времени, что по зволяет объективно выявить наруше ния в ходе технологического процес са и ускорить приём адекватных ре шений по их устранению;
●упрощается процедура настройки прокатного стана при текущей экс плуатации, а также при отработке технологических процессов прокат ки для новых марок стали, новых ка либровок прокатных валков и режи мов обжатий;
●сокращается время поиска причин возникновения неисправностей и принятия решений по их устранению при авариях в электрических цепях главных электроприводов, соответ ственно уменьшается время непро изводительных простоев технологи ческого оборудования;
●обеспечивается возможность восста новления хода событий, которые предшествовали поломкам и отказам механического и электрического оборудования;
●производятся протоколирование со бытий и накопление информации о технологических параметрах работы главных электроприводов в штатных режимах эксплуатации и при воз никновении аварийных ситуаций (с повышенной частотой дискретиза ции) в виде графиков сигналов, а также расчёт и сохранение средне квадратических значений технологи ческих параметров работы главных электроприводов при прокатке каж дого слитка с выполнением автома тизированного статистического ана
лиза данной информации.
АСКТП работы главных электропри водов НЗС 730/500 и электропривода летучих ножниц успешно прошла приёмочные испытания и метрологи ческую аттестацию измерительных ка налов, проведённую метрологическим центром ОАО КГМК «Криворож сталь». Получены свидетельства об ат тестации, и система внедрена в про мышленную эксплуатацию в качестве средства измерения. ●
Авторы — сотрудники НПО «Доникс»
Телефоны: +(38 062) 334 1651, +(38 0622) 99 9982
www.cta.ru |
СТА 4/2005 |
© 2005, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru