

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУобжигКерамИзделий
.pdfРАЗРАБОТКИ
ПРОМЫШЛЕННОСТЬ СТРОЙМАТЕРИАЛОВ
Автоматизированная система обжига керамических изделий
Владимир Морозов
В статье описан опыт разработки и внедрения автоматизированной системы обжига керамических изделий цеха № 4 Голицынского керамического завода. Представлены особенности технологического объекта, перечислены цели его автоматизации, обоснован выбор аппаратно$программных средств и сетевой топологии, описаны функциональные возможности внедрённой системы.
|
25 лет назад на Голицынском кера |
9984 кирпича. Ёмкость печи – 57 ваго |
● повышение технико экономических |
||||
|
мическом заводе был введён в строй |
нов. |
показателей работы технологических |
||||
|
цех № 4. Сушильно печной комплекс |
Система «Обжиг» распространяется |
агрегатов за счёт усовершенствова |
||||
|
цеха, спроектированный фирмой «Се |
на 18 зон обжига с горелками, располо |
ния системы контроля и управления; |
||||
|
рик», был рассчитан на производство |
женными по обеим сторонам печи, в |
● оперативная сигнализация и прото |
||||
|
одного вида продукции – красного об |
каждой зоне – от 2 до 6 горелок, объе |
колирование хода технологического |
||||
|
лицовочного кирпича. |
динённых одним технологическим цик |
процесса, повышение технологиче |
||||
|
Изначально цех был оснащён систе |
лом. Также система обеспечивает необ |
ской дисциплины, повышение про |
||||
|
мой автоматизации на базе контролле |
ходимые параметры технологических |
изводительности и улучшение усло |
||||
|
ров РВ 600. Данные контроллеры отра |
процессов работы дымососов, нагнета |
вий труда эксплуатационного персо |
||||
|
ботали свой ресурс и уже не отвечали |
ния воздуха для горелок и под вагонное |
нала; |
|
|
|
|
|
реалиям сегодняшнего дня. Они давно |
пространство, рекуперации, перемеши |
● выполнение требований безопасно |
||||
|
сняты с производства и требовали по |
вания, ускоренного охлаждения. |
сти; |
|
|
|
|
|
вышенных затрат на ремонт и обслу |
Процесс обжига представляет собой |
● предупреждение возникновения ава |
||||
|
живание. В летнее время часто проис |
повышение температуры в зонах по за |
рийных ситуаций; |
|
|
||
|
ходили сбои из за их перегрева, после |
данному температурному графику с |
● повышение |
качества |
выпускаемой |
||
|
чего приходилось при помощи магни |
плавным переходом точки кварца (фа |
продукции. |
|
|
|
|
|
тофона перезагружать программу. По |
зовое превращение кварца с резким |
|
|
|
|
|
|
мимо этого, контроллеры РВ 600 име |
объёмным изменением при температу |
ВЫБОР СРЕДСТВ |
|
|
||
|
ли ограниченные возможности по про |
рах 550…600°C, которое происходит |
АВТОМАТИЗАЦИИ |
|
|
||
|
граммной реализации, в частности, они |
как в стадии нагрева, так и в стадии ох |
На |
этапе |
выбора |
технических |
|
|
не позволяли создать систему визуали |
лаждения и сопряжено с опасностью |
средств перед группой АСУ ТП стояла |
||||
|
зации и автоматизировать документо |
растрескивания изделий) вверх, вы |
задача подобрать такое оборудование, |
||||
|
оборот отчётной документации. |
держку при заданной температуре, ко |
которое обеспечило бы требуемую |
||||
|
|
гда происходит интенсивное взаимо |
надёжность и безотказность системы. |
||||
|
ОБЪЕКТ АВТОМАТИЗАЦИИ |
действие извести и кремнезёма, сопро |
Нами были исследованы системы авто |
||||
|
Объект автоматизации представлен |
вождаемое появлением жидкой фазы с |
матизации различных производителей, |
||||
|
двумя технологическими объектами: |
уплотнением и образованием черепка, |
проведены сравнительный |
анализ |
|||
|
туннельной обжиговой печью (система |
плавный переход точки кварца вниз и |
надёжности и оценка по критерию «це |
||||
|
«Обжиг») и группой машин, обеспечи |
ускоренное охлаждение. |
на/качество» |
технических |
средств |
||
|
вающих толкание по печи, а также дви |
Тепло получают сжиганием газа вы |
(приборов, датчиков, исполнительных |
||||
|
жение вагонов (вагонеток) по замкну |
сокого давления. Отсос продуктов сго |
механизмов, средств сбора и обработки |
||||
|
тому циклу вне печи и подачу их для |
рания из печи осуществляется через |
информации, устройств для реализа |
||||
|
садки и выставки продукции (система |
управляемые заслонками дымососы и |
ции человеко машинного интерфейса |
||||
|
«Транспорт печи»). |
системы газоочистки. |
и т.д.), необходимых для решения по |
||||
|
Туннельная обжиговая печь имеет |
|
ставленной задачи, составлена заказ |
||||
|
длину 348 м. Садка на обжиговый вагон |
ЦЕЛЬ АВТОМАТИЗАЦИИ |
ная спецификация. |
|
|
||
64 |
производится 12 пакетами по 832 кир |
Цель автоматизации складывалась из |
В качестве |
базового |
оборудования |
||
пича, что в общем счёте составляет |
следующих составляющих: |
были |
выбраны контроллеры серии |
||||
|
www.cta.ru |
|
|
|
|
|
СТА 3/2006 |
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р А З Р А Б О Т К И /П Р О М Ы Ш Л Е Н Н О С Т Ь С Т Р О Й М А Т Е Р И А Л О В |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
зависимо друг от друга, поэтому оста |
|
|
|
|
|
|
Станция |
|
|
|
|
Рабочая |
|
новка станции WinCC либо контролле |
|||||
|
|
|
|
|
|
|
|
|
|
ра не вызывает остановку всей системы |
|||||||
|
|
|
|
|
WinCC |
|
|
|
|
|
станция |
|
|||||
|
|
|
|
|
(Мастер) |
|
|
|
|
|
|
|
|
и остальные составляющие системы |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
продолжают работать. |
|
|
|
|
|
|
|
|
|
|
PROFIBUS$DP (12 Мбит/с) |
|
К сети цеха № 4 |
Розжиг печи |
производит оператор |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
путём включения тумблера на пульте, |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
при этом запускаются дымососы и на |
|
|
|
|
|
|
|
S7$300 (Мастер) |
|
|
|
|
|
|
S7$300 (Мастер) |
гнетающие вентиляторы, устанавлива |
|||
|
|
|
|
|
|
«Обжиг» |
|
|
|
|
|
|
«Транспорт печи» |
ется заданная аэродинамика печи, за |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
горается зелёная лампа пуска печи. По |
|
|
|
|
|
Трансформаторызажигания |
Частотныепреобразователи |
|
|
|
|
|
|
|
|
|
|
сле этого у оператора есть одна минута, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ипневматическиеклапаны |
чтобы пройти 150 метров и взвести |
|||
|
|
|
|
Концевыевыключатели |
Цифровыеуказатели |
|
Концевыевыключатели |
|
|
|
|
|
предохранительное запорное устройст |
||||
|
Датчикидавления |
|
|
|
|
|
|
|
|
во Maxson на газовой магистрали перед |
|||||||
|
Сервомоторы |
Электроклапаны |
|
|
Гидростанции |
Электромоторы |
Гидравлические |
печью. Контроллер получает сигнал |
|||||||||
Термопары |
|
Эффекторы |
«Maxson взведён» и начинает розжиг |
||||||||||||||
|
горелок. Одновременно производится |
||||||||||||||||
|
розжиг не более трёх зон (в них восем |
||||||||||||||||
|
надцать горелок). Если после трёх по |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пыток розжига горелка не разожглась, |
|
Рис. 1. Схема сети управления печным переделом |
|
|
|
|
|
|
выдаётся сигнал «Отказ розжига горел |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ки». |
|
S7 300 с процессорными модулями |
● автоматическая остановка печи при |
Контроллер поддерживает темпера |
|||||||||||||||
S7 315 2DP фирмы Siemens, выпус |
срабатывании автоматики безопас |
туру в зоне обжига согласно режимной |
|||||||||||||||
кающей широкий спектр комплектую |
ности; |
|
|
|
|
|
карте на данный вид продукции путём |
||||||||||
щих для систем промышленной авто |
● вывод |
данных |
технологического |
перевода горелок на малое или боль |
|||||||||||||
матизации. Фирменное программное |
процесса |
|
на |
цифровые указатели |
шое пламя. Температура по зонам печи |
||||||||||||
обеспечение Step 7 содержит все необ |
пульта оператора и на экран системы |
и аэродинамические характеристики |
|||||||||||||||
ходимые средства для конфигурирова |
визуализации; |
|
|
отображаются на цифровых указателях |
|||||||||||||
ния, программирования и отладки сис |
● регистрация, хранение, архивирова |
пульта оператора и на экранной форме |
|||||||||||||||
темы. Программный |
пакет |
WinCC |
ние и документирование информа |
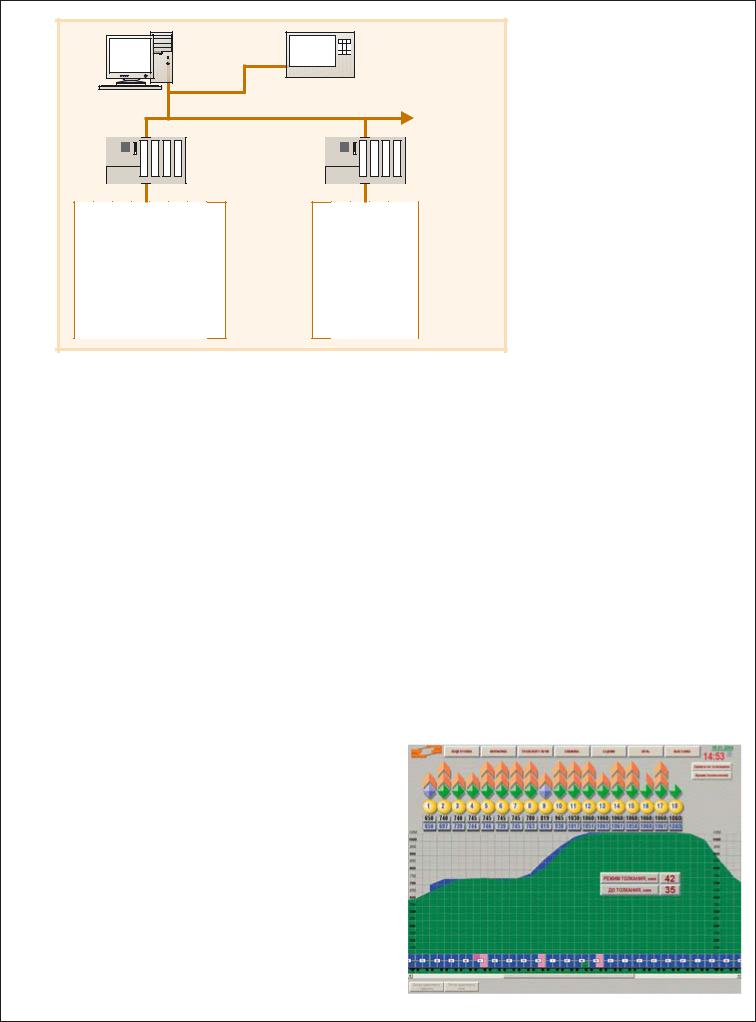
«Печь» станции WinCC (рис. 2). На |
|||||||||||||
обеспечивает |
визуализацию |
техноло |
ции о технологическом процессе; |
этой же экранной форме доступна ин |
|||||||||||||
гического процесса, управление с опе |
● усиленный контроль параметров и |
формация о режиме толкания, време |
|||||||||||||||
раторских |
станций, |
архивирование |
режимов |
работы |
технологических |
ни до толкания, отказах оборудования. |
|||||||||||
данных и формирование отчётов; кро |
устройств и машин, предупреждение |
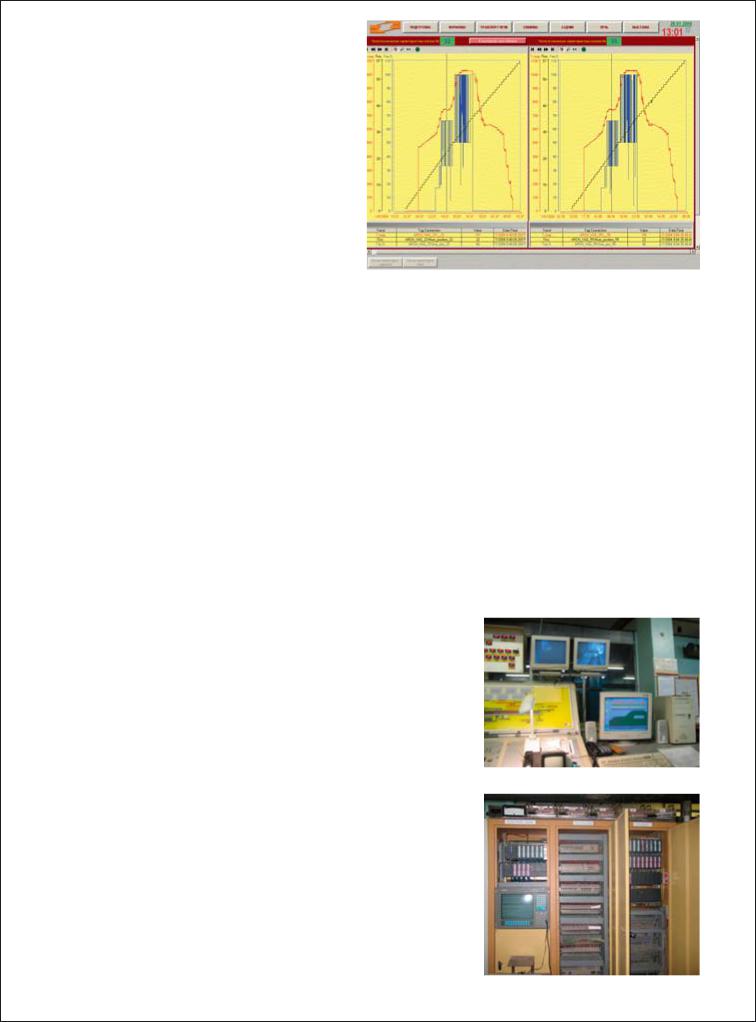
Информация о режиме обжига для |
|||||||||||||||
ме того, этот пакет обеспечивает воз |
отказов; |
|
|
|
|
|
каждого вагона ежеминутно архивиру |
||||||||||
можность связи между прикладными |
● отображение |
текущего состояния |
ется, что даёт возможность технологам |
||||||||||||||
программами пользователя и приложе |
оборудования; |
|
|
проверить соблюдение технологиче |
|||||||||||||
ниями Windows. |
|
|
|
|
|
● отображение уставок и их корректи |
ской карты путём просмотра экранной |
||||||||||
|
|
|
|
|
|
|
|
|
ровка; |
|
|
|
|
|
формы «Технология» (рис. 3). |
||
ФУНКЦИИ СИСТЕМЫ |
|
|
● отображение трендов температур в |
Система позволяет в масштабе ре |
|||||||||||||
И РЕШАЕМЫЕ ЗАДАЧИ |
|
|
зонах печи; |
|
|
ального времени отслеживать местопо |
|||||||||||
Система состоит из контроллеров се |
● контроль работы машин и механиз |
ложение каждого из ста четырёх ваго |
|||||||||||||||
рии S7 300, сервера на базе ПК с про |
мов с выдачей предупреждений (зву |
нов, обслуживающих печь, а также вид |
|||||||||||||||
граммой визуализации WinCC (стан |
ковой и световой |
|
|
|
|||||||||||||
ция WinCC) и рабочей станции, объе |
индикацией) |
и |
|
|
|
||||||||||||
динённых шиной PROFIBUS DP в |
регистрацией от |
|
|
|
|||||||||||||
многомастерную сеть. Схема системы |
казов в журнале; |
|
|
|
|||||||||||||
показана на рис. 1. |
|
|
|
|
● архивирование |
|
|
|
|||||||||
Разработанная |
система |
выполняет |
кривой |
|
обжига |
|
|
|
|||||||||
следующие функции: |
|
|
|
для каждого ваго |
|
|
|
||||||||||
● автоматический розжиг и отключе |
на; |
|
|
|
|
|
|
|
|
||||||||
ние горелок, контроль и стабилиза |
● архивирование |
|
|
|
|||||||||||||
ция пламени; |
|
|
|
|
|
записей по толка |
|
|
|
||||||||
● сигнализация об отказе розжига; |
ниям; |
|
|
|
|
|
|
|
|
||||||||
● поддержание заданной температуры |
● генерация отчёта |
|
|
|
|||||||||||||
в зонах обжига согласно режимной |
за смену. |
|
|
|
|
|
|
||||||||||
карте; |
|
|
|
|
|
|
|
Многомастерное |
|
|
|
||||||
● поддержание заданной аэродинами |
построение |
|
сети |
|
|
|
|||||||||||
ки в печи; |
|
|
|
|
|
|
позволяет контрол |
|
|
65 |
|||||||
● автоматический пуск печи; |
|
лерам работать не |
Рис. 2. Экранная форма «Печь» |
||||||||||||||
СТА 3/2006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
© 2006, CTA Тел.: (495) 234 0635 |
Факс: (495) 232 1653 http://www.cta.ru |
|
Р А З Р А Б О Т К И /П Р О М Ы Ш Л Е Н Н О С Т Ь С Т Р О Й М А Т Е Р И А Л О В
66
www.cta.ru
загруженной |
про |
|
|
|||
дукции. При изме |
|
|
||||
нениях параметров |
|
|
||||
режима работы ма |
|
|
||||
шин и механизмов |
|
|
||||
более чем на 10% |
|
|
||||
выдаётся предупре |
|
|
||||
ждение с указанием |
|
|
||||
неисправности |
и |
|
|
|||
способов |
её |
устра |
|
|
||
нения. При изме |
|
|
||||
нениях более 15% |
|
|
||||
выдаётся сигнал об |
|
|
||||
аварии. Кроме то |
|
|
||||
го, оператор имеет |
|
|
||||
возможность на эк |
|
|
||||
ранных |
формах Рис. 3. Экранная форма «Технология», отображающая кривую |
|||||
«Транспорт |
печи» обжига для выбранного вагона |
|||||
поставить на кон |
|
|||||
троль любую машину и механизм. |
теряются и не требуют корректиров |
|||||
Все предупреждения и отказы зано |
ки. |
|||||
сятся в журнал отказов, который мож |
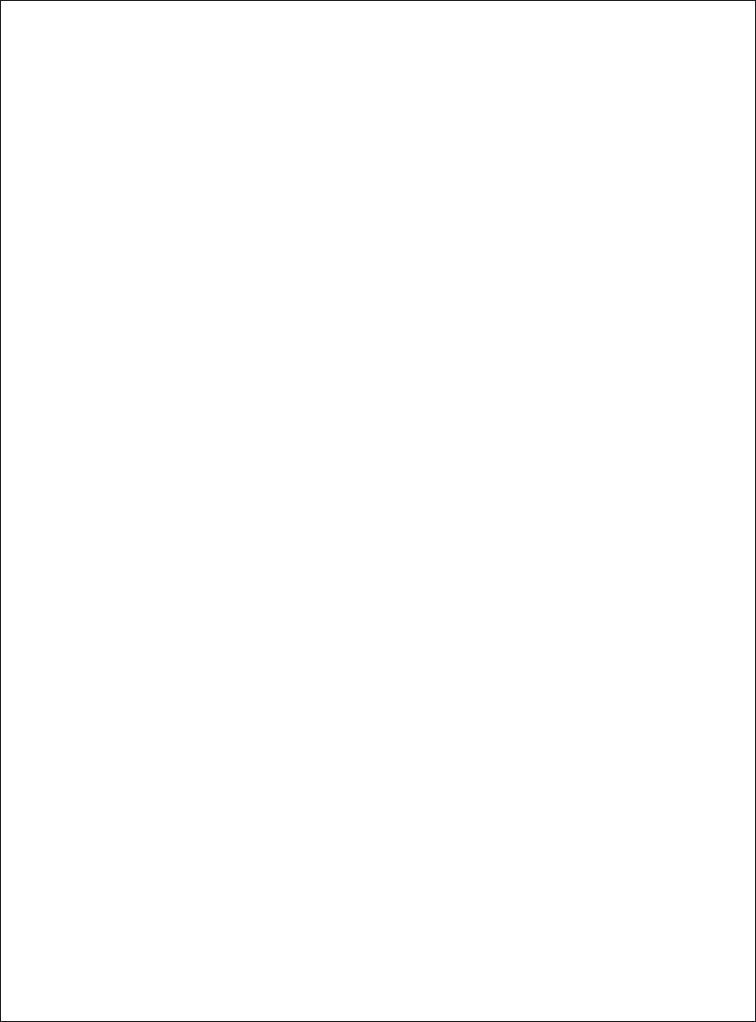
Контроллеры систем «Обжиг» и |
|||||
но просмотреть в экранной форме |
«Транспорт печи», размещённые в со |
|||||
«Отказы печи». Наряду с этим система |
ответствующих шкафах, показаны на |
|||||
генерирует полный отчёт каждой сме |
рис. 5. |
|||||
ны. |
|
|
|
|
|
Состав контроллера «Обжиг» при |
|
|
|
|
|
|
ведён в табл. 1. |
АППАРАТНЫЕ СРЕДСТВА |
Каналы АЦП подключены по току |
|||||
В качестве станции WinCC (рис. 4) |
4…20 мА. Термопары снабжены преоб |
|||||
используется |
IBM PC совместимый |
разователями температуры с програм |
||||
компьютер Pentium III/ 1300 МГц с се |
мируемой нелинейностью SITRANS |
|||||
тевым адаптером СР5611 (плата, обес |
TK 7NG 3120 1JN00 фирмы Siemens, |
|||||
печивающая связь по MPI и |
что дало возможность отказаться от до |
|||||
PROFIBUS). В процессе реализации |
рогих термокомпенсационных прово |
|||||
данного проекта возникли проблемы в |
дов и использовать провода (протя |
|||||
связи |
с |
недостаточной мощностью |
жённость линий составляет до 380 мет |
|||
этого |
компьютера. Действительно, |
ров) типа витая пара. Последовательно |
||||
станция каждую минуту производит |
|
|||||
|
||||||
запись данных технологического про |
|
|||||
цесса для каждого из пятидесяти семи |
|
|||||
вагонов, находящихся в печи. Боль |
|
|||||
шое количество |
расчётных данных |
|
||||
процесса и отображение процесса в |
|
|||||
динамике в реальном масштабе време |
|
|||||
ни стало требовать большей произво |
|
|||||
дительности |
компьютера. В итоге |
|
||||
расчёт скриптов и данных динамиче |
|
|||||
ских перемещений для визуализации |
Рис. 4. Вид пульта оператора и станции WinCC |
|||||
экранных форм WinCC стал загружать |
|
|||||
|
||||||
компьютер на 97 100% – компьютер |
|
|||||
стал «задумчивым». В конечном счете |
|
|||||
для решения этой проблемы все |
|
|||||
расчёты параметров процесса, данные |
|
|||||
визуализации и анимацию переложи |
|
|||||
ли на котроллеры. Контроллеры про |
|
|||||
изводят все расчёты, а станция считы |
|
|||||
вает уже готовые результаты. Это по |
|
|||||
зволило разгрузить компьютер стан |
|
|||||
ции WinCC и получить дополнитель |
|
|||||
ный положительный эффект за счёт |
|
|||||
того, что при временном отключении |
Рис. 5. Шкафы контроллеров «Обжиг» |
|||||
станции WinCC данные анимации не |
и «Транспорт печи» |
|||||
СТА 3/2006
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru
Р А З Р А Б О Т К И /П Р О М Ы Ш Л Е Н Н О С Т Ь С Т Р О Й М А Т Е Р И А Л О В
Таблица 1
Состав контроллера «Обжиг»
Модуль |
|
Обозначение |
|
Количество |
Процессорный модуль |
|
S7 315 2DP |
|
1 |
|
|
|
|
|
Интерфейсный модуль |
|
IM360 |
|
1 |
|
|
|
|
|
Интерфейсный модуль |
|
IM361 |
|
3 |
|
|
|
|
|
Модуль дискретного ввода |
|
DI32xDC24V |
|
9 |
|
|
|
|
|
Модуль дискретного вывода |
|
DO32xDC24V/0.5A |
|
8 |
|
|
|
|
|
Модуль аналогового ввода |
|
AI8x12Bit |
|
8 |
|
|
|
|
|
Модуль аналогового вывода |
|
AO8x12Bit |
|
2 |
|
|
|
|
|
|
|
|
|
Таблица 2 |
|
Состав контроллера «Транспорт печи» |
|
||
|
|
|
|
|
Модуль |
|
Обозначение |
|
Количество |
Процессорный модуль |
|
S7 315 2DP |
|
1 |
|
|
|
|
|
Интерфейсный модуль |
|
IM360 |
|
1 |
|
|
|
|
|
Интерфейсный модуль |
|
IM361 |
|
1 |
|
|
|
|
|
Модуль дискретного ввода |
|
DI32xDC24V |
|
6 |
|
|
|
|
|
Модуль дискретного вывода |
|
DO32xDC24V/0.5A |
|
4 |
|
|
|
|
|
с АЦП контроллера подключены циф ровые указатели MCR SL D U/I фир мы Phoenix Contact, установленные на пульте оператора. ЦАП являются за датчиками для частотных преобразова телей Moveret фирмы SEW Eurodrive, управляющими двигателями вентиля торов. На газовом оборудовании ис пользована регулирующая арматура фирмы Kronshredor. На печи установ
лены датчики давления Jumo и Phoenix Contact.
Состав контроллера «Транспорт пе чи» приведён в табл. 2.
Контроллеры новой системы смон тированы в шкафах от контроллеров РВ 600. В шкафах используются клеммные колодки Phoenix Contact, реле G2R 1 SN DC24(S)/10A с под ложками P2RF 05 E фирмы Omron.
68
В проекте также задействованы фо тоэлектрические и индуктивные дат чики компании Pepperl+Fuchs. На их базе построены широко применяемые
всистеме концевые выключатели. Рабочая станция собрана из систем
ного блока Pentium II 500 МГц, плоско панельного монитора от встраиваемого промышленного компьютера серии AWS фирмы Advantech, сетевого адап тера СР5611. Она предназначена для просмотра программы контроллера оператором или наладчиком сушиль но печного комплекса с целью выявле ния причин возникшего отказа обору дования, а также для внесения измене ний в программы сотрудниками отдела АСУ ТП.
ЗАКЛЮЧЕНИЕ
Разработанная и введённая в эксплуа тацию группой АСУ ТП система управ ления обжигом керамических изделий успешно функционирует. Конечно, она не была сразу развёрнута в полном объёме, а внедрялась постепенно без ос тановки производства. При этом учиты вались изменяющиеся требования к технологии, а также изменения вида и количества машин и механизмов.
Внедрение системы обеспечило по вышение производительности, безо пасности и эффективности работы печного комплекса цеха № 4 по срав нению с цехом № 3, в котором исполь зуется старая система релейной авто матики и велико значение человече ского фактора. В цехе № 4 влияние че ловеческого фактора сведено к мини муму. Эффективность достигается за счёт более высокого уровня качества контроля параметров, более высокой оперативности защиты от недопусти мых ситуаций.
Новая система позволяет дежурному и ремонтному персоналу выявлять сла бые места в работе машин и механиз мов, более рационально планировать предупредительный ремонт. Для техно логов система автоматизировала сбор данных о технологическом процессе. При проведении экспериментов, свя занных с разработкой новых видов продукции, система позволяет полу чать развёрнутые кривые обжига для любого вагона по всему циклу его про хождения по печи. ●
Автор — сотрудник Голицынского керамического завода Телефон: (495) 598 2160 Факс: (495) 598 2443
www.cta.ru |
СТА 3/2006 |
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru