

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУнагревомСлитков-16
.pdfСИСТЕМНАЯ ИНТЕГРАЦИЯ МЕТАЛЛУРГИЯ
Автоматизированная система управления нагревом слитков в нагревательных колодцах обжимного стана
Константин Кукуй, Сергей Сульников, Сергей Вахранев, Алексей Светличный
Рассмотрен объект управления — группа нагревательных колодцев регенеративного типа. Уделено внимание вопросам создания двухуровневой автоматизированной системы управления нагревом слитков в нагревательных колодцах обжимного цеха. Описаны функциональные возможности, элементная база и программное обеспечение созданной системы.
|
ВВЕДЕНИЕ |
|
|
|
|
|
|
|
|
|
Обычная технология производства |
|
|
|
|
горячекатаного листа включает в себя |
|
|
|
|
несколько этапов. |
|
|
|
|
1. Доменное, затем сталеплавильное |
|
|
|
|
производство. Готовую сталь разли! |
|
|
|
|
вают в изложницы определенных ти! |
|
|
|
|
поразмеров, и после кристаллизации |
|
|
|
|
слитки передают в обжимный цех. |
|
|
|
|
2. Прокатное производство на стане! |
|
|
|
|
слябинге. Поступившие в цех слитки |
|
|
|
|
подают в отделение нагревательных |
|
|
|
|
колодцев (ОНК) для подогрева перед |
|
|
|
|
прокаткой на слябинге до температу! |
|
|
|
|
ры 1280!1350°С. На этом стане путем |
|
|
|
|
прокатки в горизонтальных и верти! |
Производственные корпуса ОАО «Запорожсталь» |
|
|
|
кальных валках из слитков получают |
|
||
|
|
|
|
|
|
заготовку для листового стана. После |
катку на листовой стан без подогрева в |
тем, что из!за удлинения технологиче! |
|
|
порезки заготовки на слябы их |
методических печах. Внедрение тран! |
ской линии любые аварии приводят к |
|
|
транспортируют на склад. |
зитной прокатки позволило сократить |
увеличению времени пребывания |
|
|
3. Производство тонкого листа на ши! |
удельный расход топлива в целом по |
слитков в нагревательных колодцах с |
|
|
рокополосном стане горячей прокат! |
прокатному переделу на 15!20%. Одна! |
соответствующими корректировками |
|
|
ки (ШСГП). Со склада обжимного |
ко при реализации такой технологии |
режима нагрева. |
|
|
цеха слябы поступают в цех горячей |
возросли требования к нагреву слитков |
К обычным задачам управления, реа! |
|
|
прокатки тонкого листа (ЦГПТЛ). |
в ОНК обжимного цеха. Причин этого |
лизуемым нагревальщиком (поддержа! |
|
|
Перед прокаткой на ШСГП слябы |
оказалось несколько. Во!первых, ужес! |
ние заданной температуры в колодце, |
|
|
греют в методических печах до тем! |
точились требования к теплосодержа! |
соотношения газ/воздух, давления и ре! |
|
|
пературы 1050!1100°С, необходимой |
нию слитков, которое должно быть до! |
верса факела), добавились расчет вре! |
|
|
для прокатки на ШСГП. Готовую по! |
статочным для прокатки листа из сля! |
мени начала подъема температуры и |
|
|
лосу сматывают на моталках в руло! |
бов без дополнительного подогрева. |
корректировка режимов нагрева при за! |
|
|
ны и отправляют на склад готовой |
Во!вторых, темп и порядок выдачи |
держках выдачи слитков. Любые откло! |
|
|
продукции. |
слитков из колодцев задается при та! |
нения в теплосодержании слитков, за! |
|
|
В последние годы для экономии |
кой технологии операторами листово! |
даваемых в прокатку, как в меньшую, |
|
|
энергоресурсов при производстве го! |
го стана. Таким образом, задачей ОНК |
так и в большую сторону приводят к на! |
|
|
рячекатаного листа начала применять! |
становится не просто нагреть металл до |
рушениям технологии и даже к получе! |
|
|
ся технология так называемой транзит! |
нужного теплосодержания, но и на! |
нию бракованной продукции. Невоз! |
|
26 |
ной прокатки, при которой слябы сра! |
греть к заданному моменту времени. |
можность проведения надежного нагре! |
|
зу же после порезки передаются в про! |
Дополнительные проблемы связаны с |
ва слитков в ОНК при ручном управле! |
||
|
|
|
|
|
|
www.cta.ru |
|
СТА 3/2001 |
|
© 2001, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /М Е ТА Л Л У Р Г И Я
д)измерения температуры отходящих
|
|
газов; |
|
|
|
е)измерения давления смешанного газа |
|
|
|
в общем коллекторе. |
|
|
|
АППАРАТНЫЕ И ПРОГРАММНЫЕ |
|
|
|
СРЕДСТВА АСУ НС |
|
|
|
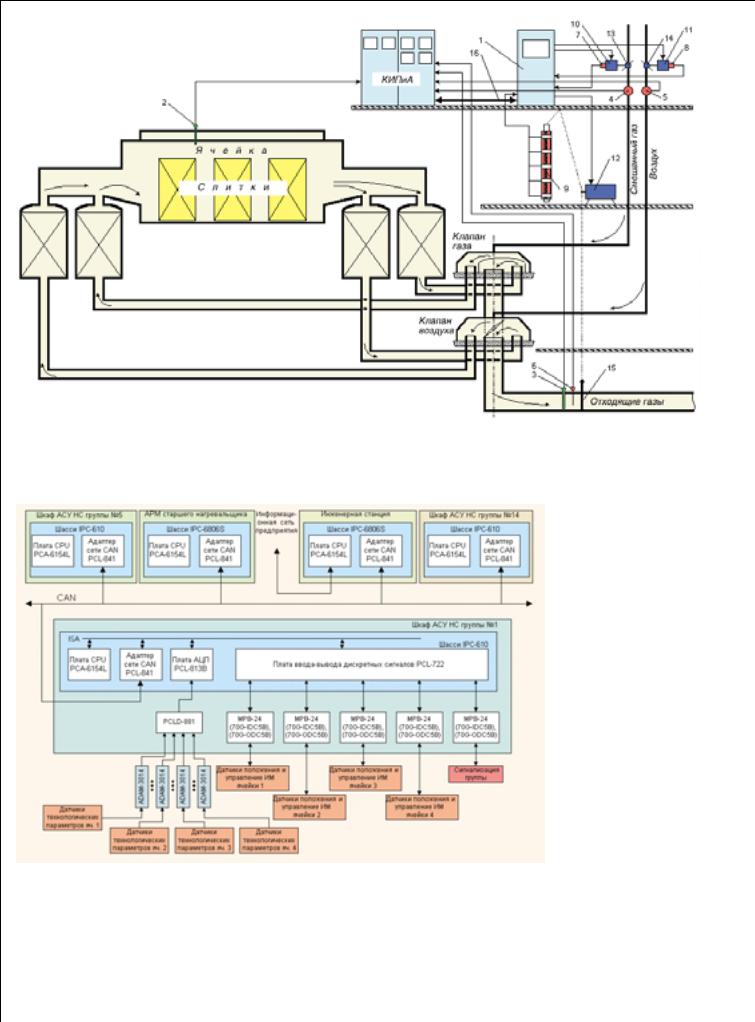
АСУ НС, структурная схема которой |
|
|
|
приведена на ри. 3, имеет два уровня. |
|
|
|
Нижний уровень представляет собой 14 |
|
|
|
контроллеров, собранных на базе шасси |
|
|
|
IPC!610 фирмы Advantech. Каждый |
|
|
|
контроллер имеет в своем составе про! |
|
|
|
цессорную плату PCA!6154L, адаптер |
|
|
|
сети CAN PCL!841 и две платы ввода! |
|
|
|
вывода дискретных и аналоговых сиг! |
|
|
|
налов (PCL!722 и PCL!813В). |
|
Отделение нагревательных колодцев обжимного цеха |
Контроллеры размещены в герметич! |
||
ных шкафах, которые установлены в |
|||
|
|
||
нии вызвало необходимость перехода к |
Каждая ячейка имеет индивидуаль! |
помещении КИП группы нагреватель! |
|
автоматизированному управлению на! |
ные перекидные устройства: клапан зо! |
ных колодцев вблизи вторичных прибо! |
|
гревом. Для его реализации специалис! |
лотникового типа на газовом тракте и |
ров КИПиА. В шкафу также установле! |
|
тами научно!производственного обще! |
клапан мотылькового типа на воздуш! |
ны монитор Samsung 14", источник бес! |
|
ства «ДОНИКС» (город Донецк) была |
ном тракте. Для удаления продуктов |
перебойного питания Smart!UPS 700 |
|
разработана и внедрена автоматизиро! |
сгорания каждая группа имеет свою |
фирмы APC, 5 плат MPB с модулями |
|
ванная система управления нагревом |
дымовую трубу. В каждой ячейке тяга |
УСО 70G!IDC5B и 70G!ODC5B фирмы |
|
слитков в отделении нагревательных |
регулируется шибером, установленным |
Grayhill и модули УСО ADAM!3014 |
|
колодцев обжимного цеха (АСУ НС). |
в дымовом борове. На рис. 2 приведена |
фирмы Advantech. Внешний вид уста! |
|
АСУ НС предназначена для управле! |
функциональная схема ячейки. |
новленного в шкафу оборудования по! |
|
ния технологическим процессом на! |
Каждая ячейка оборудована систе! |
казан на рисунках 4 и 5. |
|
грева слитков перед прокаткой на об! |
мой теплового контроля и автоматиче! |
Контроллер управляет ходом техно! |
|
жимном стане, а также для регистра! |
ского регулирования, состоящей из |
логического процесса нагрева слитков |
|
ции и протоколирования необходимых |
следующих узлов: |
индивидуально по каждой ячейке, воз! |
|
технологических параметров процесса |
а)измерения и регулирования темпера! |
действуя на приводы дымового шибера |
|
нагрева, действий оператора и аварий! |
туры в рабочем пространстве ячеек; |
и регулирующих органов расходов газа |
|
ных ситуаций. АСУ НС производит ав! |
б)измерения расхода газа и воздуха и |
и воздуха в соответствии с установлен! |
|
томатизированный нагрев слитков |
регулирования соотношения газ — |
ными заданиями. |
|
всех типоразмеров 1!й группы марок |
воздух; |
На экран монитора выводится необ! |
|
сталей, входящих в сортамент комби! |
в)измерения разрежения перед дымо! |
ходимая для нагревальщика технологи! |
|
ната по технологическим картам нагре! |
вым шибером; |
ческая информация по группе или по |
|
ва с учетом времени, прошедшего по! |
г) автоматической перекидки клапа! |
ячейке (рис. 6 и 7). В память контролле! |
|
сле разливки. |
нов; |
ра записываются все регистрируемые |
|
ХАРАКТЕРИСТИКА ОБЪЕКТА |
|
|
|
Слитковоз |
|
Поворотный стол перед станом |
|
|||
Нагрев металла в обжимном цехе |
|
|
|
|
|
|
|
|
|
|
осуществляется в нагревательных ко! |
|
|
|
|
|
|
|
|
|
|
лодцах регенеративного типа. Группы |
|
|
|
|
|
|
|
|
|
|
колодцев расположены в одну линию |
|
|
|
|
|
|
|
|
|
|
(рис. 1). Из 14 групп нагревательных |
|
|
|
|
|
|
|
|
|
|
колодцев группы 1–11, 13 и 14 состоят |
|
|
|
|
|
|
Рабочая станция |
|
|
|
из четырех ячеек и для удобства разме! |
|
|
|
|
|
|
старшего нагревальщика |
|
||
|
|
|
|
|
|
|
|
|
|
|
щения плавок и удаления жидкого |
|
|
|
|
|
|
|
|
|
|
шлака сблокированы по схеме 2!2 и |
|
|
|
|
|
... |
|
|
... |
|
3!1. Группа 12 с жидким шлакоудале! |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
нием состоит из 6 ячеек и сблокирова! |
14 |
13 |
12 |
11 |
10 |
7 |
6 |
5 |
1 |
|
на по схеме 3!3. Указанные группы |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
предназначены для нагрева углеродис! |
|
|
|
|
|
|
|
Рабочая станция |
||
тых, низколегированных и высокоуг! |
|
|
|
|
|
|
|
|||
|
|
Сервер и инженерная станция |
|
|
нагревальщика |
|||||
леродистых марок сталей. |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
Колодцы отапливаются коксодомен! |
|
|
|
|
|
ПЭВМ старшего мастера участка |
|
|
||
ной смесью газов калорийностью 900! |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
27 |
|
950 ккал/м3. |
Рис. 1. План расположения групп нагревательных колодцев |
|
|
|||||||
СТА 3/2001 |
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
© 2001, CTA |
Тел.: (095) 234 0635 |
Факс: (095) 232 1653 |
http://www.cta.ru |
|||
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /М Е ТА Л Л У Р Г И Я
Условные обозначения: 1 — шкаф управления группой нагревательных колодцев; 2 — термопара измерения температуры в ячейке; 3 — термопара измерения температуры отходящих
газов; 4 — датчик расхода газа; 5 — датчик расхода воздуха; 6 — датчик разрежения перед шибером; 7 — датчик положения регулирующей заслонки газа; 8 — датчик положения регулирующей заслонки воздуха; 9 — датчик положения шибера; 10 — исполнительный механизм регулирующей заслонки газа; 11 — исполнительный механизм регулирующей заслонки воздуха; 12 — исполнительный механизм шибера; 13 — регулирующая заслонка газа; 14 — регулирующая заслонка воздуха; 15 — шибер; 16 — кабели сигнальные.
Рис. 2. Функциональная схема одной ячейки нагревательного колодца
|
|
|
|
|
венно, на посту старшего |
||||
|
|
|
|
|
нагревальщика и в поме! |
||||
|
|
|
|
|
щении АСУ ТП отделе! |
||||
|
|
|
|
|
ния нагревательных |
ко! |
|||
|
|
|
|
|
лодцев. |
|
|
|
|
|
|
|
|
|
На |
|
экран |
монитора |
|
|
|
|
|
|
АРМ старшего нагреваль! |
||||
|
|
|
|
|
щика |
выводится общая |
|||
|
|
|
|
|
диспетчерская |
информа! |
|||
|
|
|
|
|
ция по всем группам и по |
||||
|
|
|
|
|
запросу оператора — тех! |
||||
|
|
|
|
|
нологическая |
информа! |
|||
|
|
|
|
|
ция |
индивидуально |
по |
||
|
|
|
|
|
любой |
группе, |
включая |
||
|
|
|
|
|
тренды |
технологических |
|||
|
|
|
|
|
параметров за любой про! |
||||
|
|
|
|
|
межуток времени в тече! |
||||
|
|
|
|
|
ние месяца. |
|
|
||
|
|
|
|
|
Инженерная |
станция |
|||
|
|
|
|
|
предназначена для внесе! |
||||
|
|
|
|
|
ния изменений в режимы |
||||
|
|
|
|
|
нагрева и в технологичес! |
||||
|
|
|
кие базы данных. Через инженерную |
||||||
|
|
Условные обозначения: яч. —ячейка нагревательного колодца; ИМ — исполнительный механизм. |
|||||||
|
|
Рис. 3. Структурная схема АСУ НС |
|
станцию осуществляется связь с ин! |
|||||
|
|
|
|
формационной сетью предприятия. |
|||||
|
|
|
|
||||||
|
|
технологические параметры, входные |
женерную станцию. Промышленные |
Программное обеспечение разрабо! |
|||||
|
|
сигналы, управляющие воздействия, |
компьютеры собраны на базе рабочей |
тано на языке Borland C. За основу бы! |
|||||
|
|
технологические и аварийные события. |
станции AWS!825 и шасси IPC!6806S |
ли приняты существующие технологи! |
|||||
|
|
Верхний уровень включает в себя ав! |
фирмы Advantech с процессорными |
ческие инструкции, скорректирован! |
|||||
28 |
|
томатизированное рабочее место (АРМ) |
платами PCA!6154L и адаптерами сети |
ные для удобства представления вре! |
|||||
|
старшего нагревальщика (рис. 8) и ин! |
CAN PCL!841 и установлены, соответст! |
менных функций в непрерывной фор! |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
СТА 3/2001 |
|
© 2001, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /М Е ТА Л Л У Р Г И Я
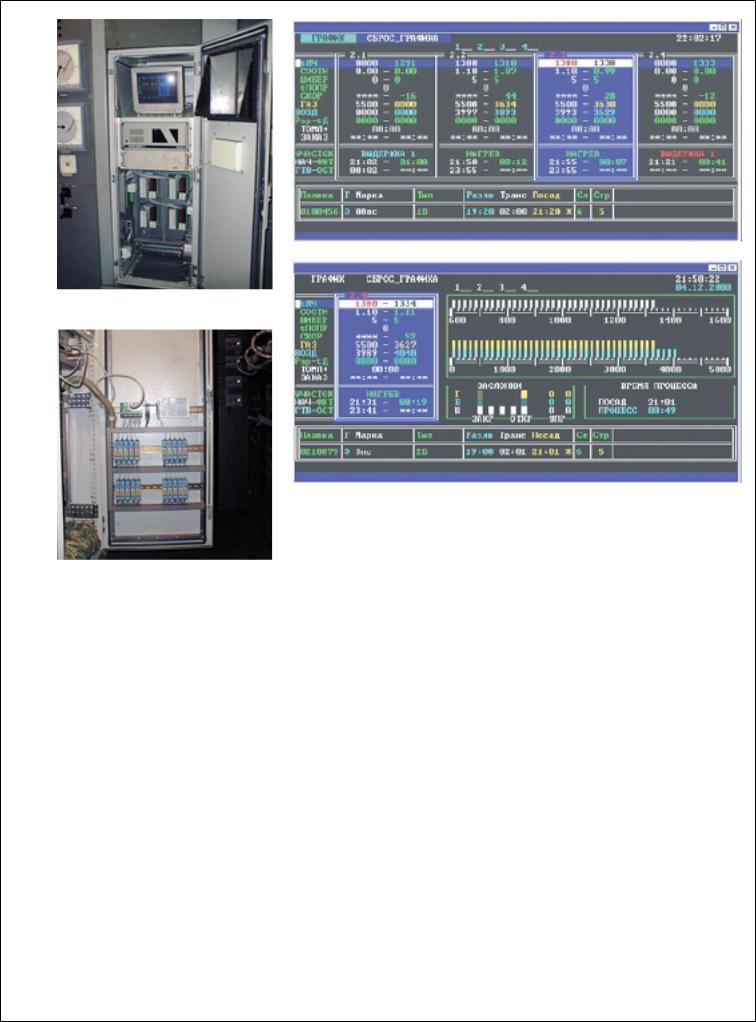
Рис. 6. Главное рабочее окно управляющей программы нижнего уровня
Рис. 4. Вид шкафа с открытой дверью спереди
Рис. 7. Информационное окно выбранной ячейки
Рис. 5. Вид шкафа с открытой задней дверью
ме. Для обработки файлов с протоко! |
|
лами работы контроллера использо! |
|
вался MatLab!5.3. |
|
ФУНКЦИОНИРОВАНИЕ |
|
АСУ НС |
|
АСУ НС имеет четыре основных ре! |
|
жима работы: |
|
1)автоматический со связью с верхним |
|
уровнем (основной); |
|
2)автоматический без связи с верхним |
|
уровнем; |
|
3)регулятора; |
|
4)отображения и регистрации. |
|
В автоматическом режиме работы |
|
(режим 1) АСУ НС позволяет осуще! |
|
ствлять нагрев слитков в соответствии |
|
с технологическими инструкциями с |
|
минимальным вмешательством нагре! |
|
вальщика в процесс нагрева. |
|
Перед доставкой новой плавки в |
|
ОНК из стрипперного отделения на |
|
АРМ старшего нагревальщика переда! |
|
ются из информационной сети пред! |
31 |
приятия исходные данные по плавке: |
|
СТА 3/2001 |
www.cta.ru |
© 2001, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /М Е ТА Л Л У Р Г И Я
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
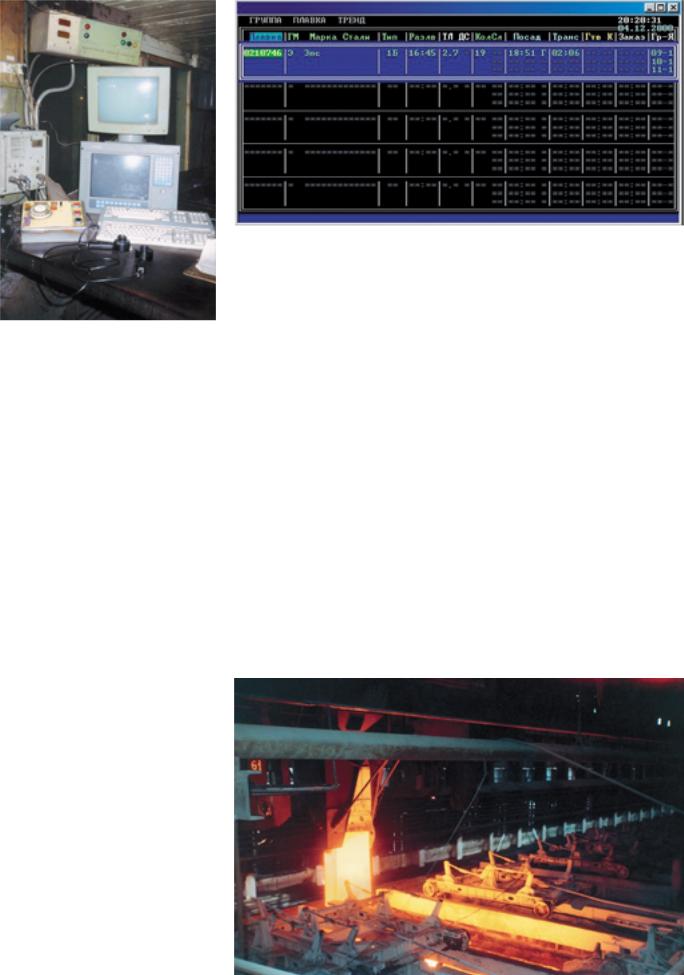
Рис. 9. Главное рабочее окно АРМ старшего нагревальщика |
||
|
|
|
|
ранстве ячейки, соотношение расходa |
токолы работы контроллера с техноло! |
|
|
|
|
|
воздуха и газа, разрежение перед дымо! |
гическими и аварийными событиями. |
|
|
|
|
|
вым шибером в соответствии с выбран! |
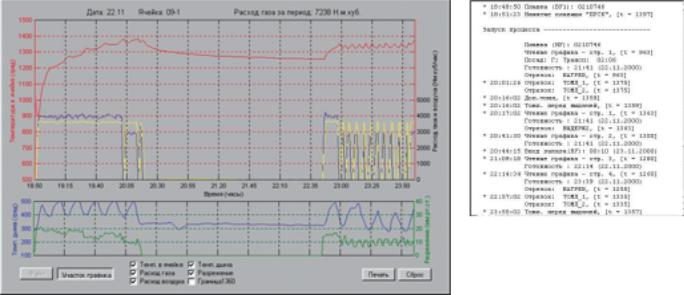
На рис. 11 представлен фрагмент гра! |
|
|
|
|
|
ной технологической картой нагрева. |
фика суточного отчёта системы о рабо! |
|
|
|
|
|
Каждая ячейка может греться по свое! |
те первой ячейки девятой группы ко! |
|
|
|
Рис. 8. Рабочее место старшего |
|
|||
|
|
нагревальщика |
|
му технологическому режиму. На мо! |
лодцев с 18:50 до 24:00 от 22.11.2000. |
|
|
|
|
|
нитор контроллера в группе выводятся |
Здесь виден момент посадки металла в |
|
|
|
! номер плавки, |
|
текущие значения технологических па! |
ячейку, первый нагрев и нагрев на |
|
|
|
! группа марок стали, |
|
раметров по всем ячейкам группы. |
заказ. На рис. 12 представлен фрагмент |
|
|
|
! марка стали, |
|
Со всех 14 контроллеров нижнего |
протокола работы ячейки 9!1, соответ! |
|
|
|
! тип слитка, |
|
уровня по локальной вычислительной |
ствующий графику технологических |
|
|
|
! время конца разливки, |
|
сети передается информация на АРМ |
параметров, изображенному на рис. 11. |
|
|
|
! число слитков в плавке. |
|
старшего нагревальщика о ходе нагрева |
Для повышения надежности работы |
|
|
|
Эти данные могут быть введены так! |
|
на любой ячейке ОНК. |
АСУ НС в автоматическом режиме тех! |
|
|
|
же с пульта управления АРМ старшего |
|
На монитор АРМ старшего нагре! |
нологическая база с профилями нагре! |
|
|
|
нагревальщика. Главное рабочее окно |
|
вальщика выводятся текущие значения |
ва установлена на каждом контроллере |
|
|
|
АРМ старшего нагревальщика показа! |
|
параметров нагрева любой ячейки |
нижнего уровня. При отсутствии связи |
|
|
|
но на рис. 9. |
|
ОНК или тренды изменения этих пара! |
с верхним уровнем (режим 2) нагре! |
|
|
|
После получения исходных данных |
|
метров за любой промежуток времени |
вальщик в группе может ввести исход! |
|
|
|
по плавке старший нагревальщик ука! |
|
в течение месяца. |
ные данные по плавке с локального |
|
|
|
зывает номера подготовленных для по! |
|
Программное обеспечение инженер! |
пульта управления и запустить автома! |
|
|
|
садки ячеек, и исходные данные авто! |
|
ной станции позволяет просматривать |
тизированный нагрев отдельно по каж! |
|
|
|
матически пересылаются на соответст! |
|
текущие значения параметров нагрева |
дой ячейке. |
|
|
|
вующий контроллер нижнего уровня. |
|
с любой ячейки ОНК, тренды измене! |
Роль нагревальщика при работе в ав! |
|
|
|
Причем плавка может быть посажена в |
|
ния этих параметров за любой проме! |
томатизированном режиме сводится к |
|
|
|
ячейки разных групп нагревательных |
|
жуток времени в течение месяца и про! |
наблюдению за ходом технологическо! |
|
|
|
колодцев. Процесс посадки слитков в |
|
|
|
|
|
|
|
|
|
|
|
|
|
колодец иллюстрирует рис. 10. |
|
|
|
|
|
|
После посадки слитков в ячейку на! |
|
|
|
|
|
|
гревальщику на группе достаточно на! |
|
|
|
|
|
|
жать кнопку «Пуск» соответствующей |
|
|
|
|
|
|
ячейки на местном пульте управления, |
|
|
|
|
|
|
и компьютер самостоятельно находит |
|
|
|
|
|
|
режим нагрева из технологической ба! |
|
|
|
|
|
|
зы данных и начинает нагрев слитков в |
|
|
|
|
|
|
соответствии с этим режимом. После |
|
|
|
|
|
|
выбора режима нагрева вычисляются и |
|
|
|
|
|
|
передаются на АРМ старшего нагре! |
|
|
|
|
|
|
вальщика следующие данные: |
|
|
|
|
|
|
! время окончания посадки, |
|
|
|
|
|
|
! время транспортировки, |
|
|
|
|
|
|
! расчетное время готовности слитков, |
|
|
|
|
|
|
! номер строки технологической таб! |
|
|
|
|
|
|
лицы, по которой ведется нагрев. |
|
|
|
|
32 |
|
В процессе нагрева контроллер регу! |
|
|
|
|
|
лирует температуру в рабочем прост! |
|
Рис. 10. Посадка слитков в ячейку |
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
СТА 3/2001 |
|
© 2001, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /М Е ТА Л Л У Р Г И Я
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 12. Фрагмент протокола работы ячейки |
|
|
|
|
|
|
9;1 с 18:50 до 24:00 22.11.2000 |
|
|
|
|
|
|
нагрева слитков в ОНК обжимного це! |
|
|
|
|
|
|
ха с экономическим эффектом от сни! |
|
|
|
|
|
|
|||
|
Рис. 11. Тренды технологических параметров нагрева ячейки 9;1 с 18:50 до 24:00 22.11.2000 |
|
жения удельного расхода условного |
|
||
|
|
|
|
топлива 2!3 кг у.т./т нагретого металла |
|
|
|
го процесса и за работой оборудования |
слиток/сляб на слябинге. Определение |
|
и от снижения угара металла за счет со! |
|
|
|
группы и АСУ НС. |
энергозатрат производится с помощью |
|
кращения времени пребывания метал! |
|
|
|
Ведение транзитной прокатки требу! |
контрольно!измерительной системы |
|
ла в зоне высоких температур около |
|
|
|
ет согласованной работы двух станов — |
параметров работы главных приводов |
|
1 кг/т нагретого металла. ● |
|
|
|
слябинга и ШСГП. Заказы на время |
слябинга. |
|
|
|
|
|
выдачи слитков из колодцев обжимно! |
РЕЗУЛЬТАТЫ РАБОТЫ |
|
Авторы — сотрудники НПО |
|
|
|
го цеха формирует диспетчер ШСГП. |
|
«ДОНИКС» |
|
||
|
Особенностью автоматического режи! |
АСУ НС |
|
Телефон: (0622) 99.9982, |
|
|
|
ма является способность АСУ НС вы! |
Внедрение АСУ НС позволило реа! |
(062) 334.1151 |
|
|
|
|
бирать режим нагрева слитков в зави! |
лизовать ресурсосберегающие режимы |
|
Факс: (062) 334.1751 |
|
|
|
симости от времени их заказа и теку! |
|
|
|
|
|
|
щей температуры в ячейке. Кроме это! |
|
|
|
|
|
|
го, при переносе времени выдачи слит! |
|
|
|
|
|
|
ков какой!либо плавки автоматически |
|
|
|
|
|
|
пересчитывается время выдачи слит! |
|
|
|
|
|
|
ков всех последующих плавок в очере! |
|
|
|
|
|
|
ди. |
|
|
|
|
|
|
Режим регулирования (режим 3) не |
|
|
|
|
|
|
предусматривает автоматизированного |
|
|
|
|
|
|
нагрева слитков. В этом режиме нагре! |
|
|
|
|
|
|
вальщик самостоятельно следит за из! |
|
|
|
|
|
|
менениями технологических парамет! |
|
|
|
|
|
|
ров и продолжительностью участков |
|
|
|
|
|
|
графика, вводит с местного пульта уп! |
|
|
|
|
|
|
равления необходимые задания на тем! |
|
|
|
|
|
|
пературу в ячейке, соотношение расхо! |
|
|
|
|
|
|
да воздуха и газа, разрежение перед ды! |
|
|
|
|
|
|
мовым шибером. Система лишь под! |
|
|
|
|
|
|
держивает указанные параметры в рам! |
|
|
|
|
|
|
ках заданного диапазона. |
|
|
|
|
|
|
В режиме отображения и регистра! |
|
|
|
|
|
|
ции (режим 4) управление исполни! |
|
|
|
|
|
|
тельными механизмами от АСУ НС от! |
|
|
|
|
|
|
ключено. На экран монитора выводят! |
|
|
|
|
|
|
ся технологические параметры, в па! |
|
|
|
|
|
|
мять компьютера записываются прото! |
|
|
|
|
|
|
колы и отчеты. |
|
|
|
|
|
|
Оценка качества нагрева слитка про! |
|
|
|
|
|
|
изводится по показаниям пирометров, |
|
|
|
|
|
|
установленных по линии прокатки, а |
|
|
|
|
33 |
|
также по энергозатратам на передел |
|
|
|
|
|
|
|
|
|
|
|
|
|
СТА 3/2001 |
|
|
www.cta.ru |
||
© 2001, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru