

Кузнечные напуски
Кузнечный напуск – дополнительный объем металла, назначаемый на обрабатываемые (свыше припуска) и не обрабатываемые поверхности поковки, необходимые для осуществления формоизменяющих операций.
При конструировании штампованных поковок он выполняется в виде следующих технологических элементов: штампованных уклонов, наметок и перемычек под пробивку, радиусов закругления (внутренних и внешних). При необходимости назначаются дополнительные напуски, связанные с конфигурацией детали, имеющие мелкие элементы формы: проточки, канавки, и т.д., которые не получаются штамповкой.
штамповочные уклоны
Штамповочные уклоны назначаются на внутренние и внешние боковые поверхности поковки. Они облегчают ее удаление из штамповочного ручья. При остывании наружные поверхности поковки отходят от стенок ручья, а внутренние – обхватывают выступающие его части. Усилие, требуемое для удаления поковки из ручья, а следовательно величина штамповочных уклонов, определяется его глубиной. Величины штамповочных уклонов стандартизированы и в соответствии с ГОСТ 7505-89 составляют:
- при штамповке на ПШМ: внешние – 70 , внутренние – 100 ;
- при штамповке на КГШП (без выталкивателей): внешние – 50 , внутренние – 70 .
наметки и перемычки под пробивку
При штамповке поковок в открытых штампах
на ПШМ и КГШП не возможно непосредственно
получить сквозные отверстия. На их
месте (в случае совпадения осей отверстия
и направления движения ползуна пресса
или бабы молота) выполняют одностороннее
или двухстороннее углубление (наметку).
При этом критерием для конструирования
наметки является минимальная величина
диаметра основания отверстия d![]() ,
которая определяется выражением
,
которая определяется выражением
d![]() =
24 + 0,0625Dп
, мм ,
=
24 + 0,0625Dп
, мм ,
где Dп – наружный диаметр поковки или бобышки.
При dосн
d![]() - наметка (углубление) не конструируется
и назначается напуск – отверстие
полностью заполняется металлом.
- наметка (углубление) не конструируется
и назначается напуск – отверстие
полностью заполняется металлом.
При dосн
d![]() - наметка (углубление) конструируется
и имеет, в зависимости от величины
отношенияhdосн,
следующие разновидности, эскиз которых
приведен на рис.8 :hdосн
< 0,4 – наметка с раскосом; 0,4 ≤hdосн
≤ 1,7 – наметка плоская;hdосн
> 1,7 – наметка глухая.
- наметка (углубление) конструируется
и имеет, в зависимости от величины
отношенияhdосн,
следующие разновидности, эскиз которых
приведен на рис.8 :hdосн
< 0,4 – наметка с раскосом; 0,4 ≤hdосн
≤ 1,7 – наметка плоская;hdосн
> 1,7 – наметка глухая.
Толщина перемычки S(пленки) плоской наметки, показанной на рис. 8а, определяется выражением
S = 0,45![]() + 0,6
+ 0,6![]() ,
,
где dосн – диаметр основания углубления,h - глубина углубления.
Размеры элементов наметки с раскосом показаны на рис.8 би определяются выражениями:
Smin
= 0,65 S,
Smax
= 1,35 S, d1
= 0,12 (dосн
-2h![]() tgα)
+ 3 мм,
tgα)
+ 3 мм,
где S– толщина плоской наметки,d1 – диаметр прошивного пуансона,dосн– диаметр основания отверстия, α – внутренний штамповочный уклон.
Для двухсторонней наметки поковок круглых в плане рекомендуется смещать поверхность ее внутреннего разъема, а с ней и перемычки по отношению к поверхности внешнего разъема. Это обеспечивает надежную фиксацию осаженной заготовки в штамповочном ручье.
Пробивка перемычки проводится отдельной штамповочной операцией на механическом прессе в холодном или горячем состоянии. Отверстие открывается в наметках: плоской, с раскосом и карманом. Диаметр отверстия определяется выражением
dв =dосн - 2h![]() tgα
– 0,4R
tgα
– 0,4R
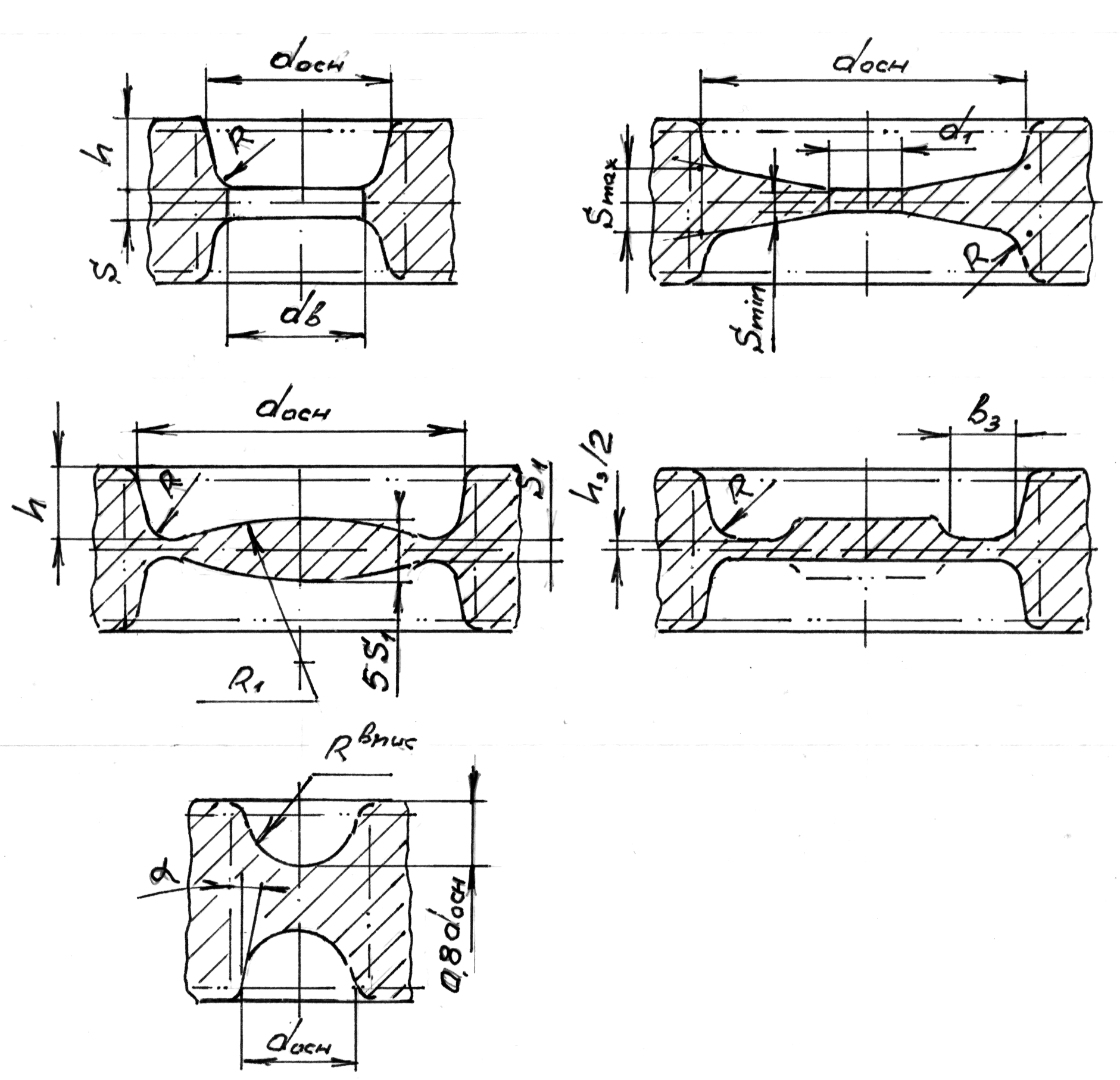
Рисунок 8. Конструкции перемычек под прошивку: а- плоская,б– с раскосом,в–
с карманом, г– с магазином,д – глухая.
В глухой наметке отверстие в перемычке штамповочной операцией – пробивкой, не выполняется. Его выполняют при механической обработке. Глухая наметка имеют предельную глубину в 0,8 их диаметра, h= 0,8 dосн. Радиус закругления вершины полости, в зависимости от величины штамповочного уклона α согласно рисунка 7д, определяется выражением
Rвпис= 0,5dосн/tg(450 - α/2).
радиусы закругления: наружные (внешние) и внутренние
Радиусы закруглений наружных (внешних) rни внутреннихRпуглов поковки, влияют на условия течения металла, качество заполнения гравюры поковки и как следствие на стойкость штампа. Недостаточная величина радиусов закругления приводит к образованию зажимов и перерезанию волокон. Минимальная величина радиусов закруглений наружных угловrнопределяется по ГОСТу 7505-89 и приведена в таблице 20.
Таблица 20. Минимальная величина наружных радиусов закруглений rн в миллиметрах
|
Масса поковки, кг |
Глубина полости штампа, мм | |||
|
До 10 |
10-25 |
25-60 |
Св. 50 | |
|
До 1,0 включит. Св. 1,0 до 6,3 " " 6,3 до 16,0 " " 16,0 до 40,0 " |
1,0 1,6 2,0 2,5 |
1,6 2,0 2,5 3,0 |
2,0 2,5 3,0 4,0 |
3,0 3,6 4,0 5,0 |
Значения радиусов внутренних углов Rпопределяют течение металла и их значение целесообразно выбирать по данным таблицы 21 и рисунка 8а, где:h – глубина формуемой полости,В– размер линейного элемента.
Таблица 21. Минимальная величина наружных rн и внутреннихRпрадиусов закруглений, в миллиметрах
|
H/B |
до 2 |
2…4 |
Св. 4 |
|
rmin |
0,05H+ 0,5 |
0,06H+ 0,5 |
0,07H+ 0,5 |
|
Rmin |
2,5 rmin+ 0,5 |
3 rmin+ 0,5 |
3,5 rmin+ 0,5 |
Полученные величины округляются до ближайшего значения ряда радиусов: 0,8, 1, 1,5, 2, 2,5, 3. 4, 5, 6, 8. 10, 12,5, 15, 20. 25, 30.
Вершины наметок скругляются радиусом Rпсогласно рисунка 8б, величина которого определяется выражением
Rп=Rmin +0,1h+ 2 мм.
Вершины ребер с малой шириной bскругляются радиусомrпсогласно рисунка
8 в, величина которого, определяется выражением
R = 0,5b/tg(450 - α/2).
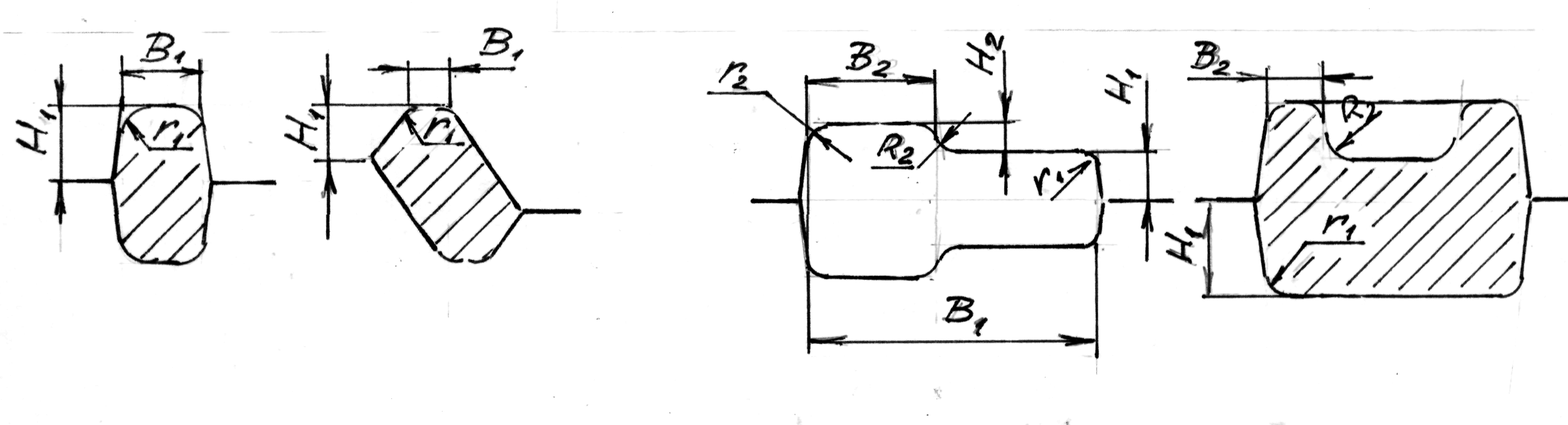

Рисунок 8. Радиусы закругления углов поковок
- допустимые отклонения формы поковки
Допустимые отклонения формы поковки включают отклонения на смещение элементов поковки, эксцентричность отверстий и кривизну поверхностей и назначаются в соответствии с данными таблиц 13, 16 и 17.