

Обоснование выбора способа производства.
При заводском изготовлении железобетонных изделий широкое распространение нашли три основных способа производства: агрегатно-поточный, конвейерный и стендовый. Разновидностью стендового способа является кассетный. Каждый из способов для разных видов изделий является более рациональным и удобным.
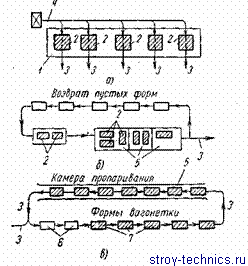
Рис. 2. Технологические схемы изготовления сборных железобетонных изделий и конструкций: а — стендовая; б — поточно-агрегатная; в — поточно-конвейерная
 При
стендовом методе (рис. 2, а) все операции
(формование, затвердевание, распалубка,
обработка поверхности) в течение всего
процесса изготовления изделий проводятся
на стационарных стендах. Формы с изделием
как в процессе изготовления, укладки
и уплотнения бетонной смеси, так и в
процессе затвердевания бетона остаются
на месте, а производственные звенья и
технологическое оборудование (формующие
механизмы) последовательно перемещают
от одной неподвижной формы, в которой
формуется изделие, к другой. Само изделие
передвигается только 1 раз — во время
перевозки его на склад 3 готовой
продукции. Машины, выполняющие операции
по подаче форм, арматуры и бетонной
смеси, а также по укладке арматуры,
бетонированию и распалубке, передвигаются
от одной формы с изготовляемым изделием
к другой.
При
стендовом методе (рис. 2, а) все операции
(формование, затвердевание, распалубка,
обработка поверхности) в течение всего
процесса изготовления изделий проводятся
на стационарных стендах. Формы с изделием
как в процессе изготовления, укладки
и уплотнения бетонной смеси, так и в
процессе затвердевания бетона остаются
на месте, а производственные звенья и
технологическое оборудование (формующие
механизмы) последовательно перемещают
от одной неподвижной формы, в которой
формуется изделие, к другой. Само изделие
передвигается только 1 раз — во время
перевозки его на склад 3 готовой
продукции. Машины, выполняющие операции
по подаче форм, арматуры и бетонной
смеси, а также по укладке арматуры,
бетонированию и распалубке, передвигаются
от одной формы с изготовляемым изделием
к другой.
Стендовый метод целесообразен при производстве крупных деталей, а также при использовании специального оборудования для формования определенного вида изделий (струнно-бетонный стенд, бетонирующий комбайн, вертикально-кассетные установки и др.).
Стендовый метод может осуществляться: а) на гладких бетонных площадках — для изготовления любых деталей, но преимущественно крупноразмерных плоских деталей, при которых более эффективно используется поверхность обогреваемого пола; б) в ямных пропарочных камерах, устраиваемых при производстве массивных конструкций, подогрев которых на тепловом полу не обеспечивает необходимой тепловой обработки; в) на специальных стендах, предназначаемых для изготовления напряженно-армированных конструкций — балок, прогонов, настилов и панелей перекрытий. Вес изделий, формуемых по стендовому методу, зависит только от грузоподъемности кранов.
 Поточно-агрегатный
метод производства сборных железобетонных
деталей (рис. 2, б) характеризуется тем,
что технологические операции изготовления
изделия выполняются на разных рабочих
постах. По этой схеме формы 2 с изделиями
с помощью подъемно-транспортных средств
перемещаются от поста к посту с
остановками, необходимыми для выполнения
каждой операции. При этом затвердевание
бетона происходит не на месте формовки,
а в специальных пропарочных камерах
5. После тепловой обработки формы с
изделием передвигаются на пост
распалубки, откуда готовые изделия
перевозятся на склад готовой продукции,
а формы возвращаются на пост формования.
Поточно-агрегатный
метод производства сборных железобетонных
деталей (рис. 2, б) характеризуется тем,
что технологические операции изготовления
изделия выполняются на разных рабочих
постах. По этой схеме формы 2 с изделиями
с помощью подъемно-транспортных средств
перемещаются от поста к посту с
остановками, необходимыми для выполнения
каждой операции. При этом затвердевание
бетона происходит не на месте формовки,
а в специальных пропарочных камерах
5. После тепловой обработки формы с
изделием передвигаются на пост
распалубки, откуда готовые изделия
перевозятся на склад готовой продукции,
а формы возвращаются на пост формования.
 Поточно-агрегатный
метод весьма гибкий и позволяет наиболее
просто организовать изготовление
разнообразных изделий: плит, панелей,
настилов, прогонов, ригелей, колони и
др. Для перехода от производства одного
типа изделия к другому требуется только
замена форм. В силу своей экономичности,
гибкости и простоты освоения этот метод
широко применяется на заводах сборных
железобетонных деталей любой мощности.
Поточно-агрегатный
метод весьма гибкий и позволяет наиболее
просто организовать изготовление
разнообразных изделий: плит, панелей,
настилов, прогонов, ригелей, колони и
др. Для перехода от производства одного
типа изделия к другому требуется только
замена форм. В силу своей экономичности,
гибкости и простоты освоения этот метод
широко применяется на заводах сборных
железобетонных деталей любой мощности.
Вес формуемых изделий по поточно-агрегатному методу ограничивается грузоподъемностью кранов и формующих виброплощадок.
При поточно-конвейерном методе производства сборных железобетонных деталей (рис. 2, в) изделия и формы-вагонетки перемещаются от одного поста к другому по конвейеру с принудительным ритмом, определяемым наиболее длительной операцией; при этом машины, обрабатывающие эти изделия, и оборудование остаются на своих местах, а формы-вагонетки проходят сначала подготовительные посты, где их очищают и смазывают.
Затем они поступают на основные посты, на которых в строго определенном порядке укладываются арматура и закладные части, а также укладывается и уплотняется бетонная смесь. Пройдя все посты, изделие направляется в камеры пропаривания непрерывного действия туннельного типа, где оно пропаривается, продолжая безостановочно двигаться. По выходе из камеры и последующем выпрессовании из формы изделие поступает на склад готовой продукции, а форма — на пост. Для каждого вида изделий на таком заводе устраивается специализированная конвейерная линия.
 Вес
формуемых изделий по поточно-конвейерной
технологии ограничивается грузоподъемностью
кранов и формующих виброуплотнителей,
а также мощностью тяговых органов
конвейеров.
Вес
формуемых изделий по поточно-конвейерной
технологии ограничивается грузоподъемностью
кранов и формующих виброуплотнителей,
а также мощностью тяговых органов
конвейеров.
На заводах, работающих по поточно-конвейерному методу, можно применять более совершенную технологию и автоматические линии (прокатные станы, вертикально-кассетные установки), что наиболее экономично.
Учитывая характер сборных железобетонных конструкций, применяемых на строительстве энергетических объектов, возможную концентрацию предприятий сборного железобетона и объем их производства, наиболее целесообразными технологическими схемами считают поточно-агрегатную и поточно-стендовую.
Процесс изготовления изделий и монтажа состоит из отдельных операций. Каждая операция производится в специализированных цехах или на площадках. Конвейер, состоящий из железнодорожных платформ с формами, объединяет работу цехов и площадок в единый производственный процесс. О в определяет поточность производства, ускоряет изготовление изделий и организует общий ход работ. Цикл перемещения платформы с формами начинается из цеха подготовки форм на площадку готовой продукции арматурного завода, далее — в цех формовки изделий, площадку тепловой обработки изделий и на монтажную площадку.
После съема готового изделия на монтажной площадке платформа возвращается в цех подготовки форм, и цикл повторяется. Платформа внутри технологической линии передвигается, с помощью мотовозов или тепловозов.
 Производство
сборных железобетонных изделий по
любой из рассмотренных выше технологических
схем состоит из следующих основных
процессов:
а) приема, хранения и
транспортирования сырья;
б)
изготовления арматуры;
в)
приготовления бетонной смеси;
г)
формовки деталей;
д) ускорения
твердения деталей;
е) распалубки
и доводки и
ж) хранения готовой
продукции.
Производство
сборных железобетонных изделий по
любой из рассмотренных выше технологических
схем состоит из следующих основных
процессов:
а) приема, хранения и
транспортирования сырья;
б)
изготовления арматуры;
в)
приготовления бетонной смеси;
г)
формовки деталей;
д) ускорения
твердения деталей;
е) распалубки
и доводки и
ж) хранения готовой
продукции.
Из всего комплекса процессов, из которых складывается изготовление бетонных и железобетонных изделий, формование является наиболее важным; принятый способ формования часто определяет метод изготовления изделий в целом.
Для производства ригелей принимаем поточно-конвейерную схему производства так как этот метод производства железобетонных изделий позволяет добиться комплексной механизации и автоматизации технологических процессов изготовления изделий, значительного повышения производительности труда и увеличения выпуска готовой продукции при наиболее полном и эффективном использовании технологического оборудования. Применение этого метода рационально при массовом выпуске изделий по ограниченной номенклатуре с минимальным числом типоразмеров. Для большинства изделий при невысокой производительности цехов наиболее рациональной является конвейерная технология.
По этому способу элементы изготовляют в формах, установленных на вагонетках и перемещаемых по рельсам конвейера от одного агрегата к другому. Все формы- вагонетки перемещаются в установленном принудительном ритме ,так же при конвейерном способе крановые операции сведены к минимуму. Конвейерный способ имеет ряд других преимуществ:
- большое количество однотипных изделий легче производить на конвейере, где существует разделение технологических операций;
- узкая специализация обеспечивает высокую производительность труда;
 -
непрерывность технологического процесса
исключает возможность простоев;
-
непрерывность технологического процесса
исключает возможность простоев;
- повышается культура производства.
Исходя из вышеперечисленных показателей способов производства, в курсовом проекте я принимаю конвейерный способ производства.
Назначим режим тепловой обработки В соответствии с маркой бетона и толщиной изделия.
- предварительное выдерживание при t=200С – 1 час;
- подъём температуры до t=800С - 3,5 ч;
- изотермический прогрев при t=800С – 5,5 ч;
- снижение температуры до t=400С – 2 ч.
Итого 12 часов.
Рис. 2.График режима тепловой обработки
В период изотермического прогрева в камере необходимо поддерживать относительную влажность 90-100%.
|
Промзводительность |
В год |
В сутки |
В смену |
В час |
|
шт |
35281,7 37937 |
142,8 153,6 |
71,4 76,8 |
8,9 9,6 |

Vизд=0,93
