

2.2. Виды базовых поверхностей рабочих органов для установки заготовок в станках шлифовальной группы
Основной особенностью и общностью рабочих органов для установки заготовок в станках шлифовальной группы является то, что они сообщают изделию движения подач (круговой, линейной и их сочетание).
Принципиально отличаются рабочие органы шлифовальных станков, предназначенных для обработки деталей класса тел вращенияи классакорпусов, что обусловлено, естественно, различием схем формообразования.
В частности, станки общемашиностроительного назначения для деталей класса тел вращения подразделяются на круглошлифовальные, внутришлифовальные и универсальные круглошлифовальные. Из специализированных станков можно выделить резьбошлифовальные, которые по конструкциям рабочих органов для установки заготовок близки к универсальным круглошлифовальным полуавтоматам.
Различие этих типов станков заключается в возможности обработки наружных и (или) внутренних поверхностей вращения по центровой или патронной и патронно-центровой схемам базирования.
Круглошлифовальные станки предназначены для обработки только наружных поверхностей (валов) по центровой схеме базирования, внутришлифовальные – в основном только внутренних поверхностей по патронной схеме базирования. Универсальные круглошлифовальные станки позволяют обрабатывать как наружные, так и внутренние поверхности вращения с применением обеих схем базирования.
2.2.1. Фланцевые шпиндели круглошлифовальных станков
На операциях круглого шлифования валов в основном используется схема базирования в невращающихся(жестких) центрах. При этом между основными базами заготовки (центровыми отверстиями, внутренними фасками) и вспомогательными базами - конусами центров - при обработке имеет место трение скольжения. Тепловое воздействие трения незначительно, так как заготовка вращается с низкой частотой вращения круговой подачи. Тем не менее, для уменьшения изнашивания рекомендуется применение центров с твердосплавными конусами (табл. 3), а также предварительное нанесение на поверхности трения консистентной смазки перед выполнением операции, что должно быть отражено в документах технологического процесса.
На рис. 9 изображен узел шпинделя передней бабки (изделия) круглошлифовального станка.
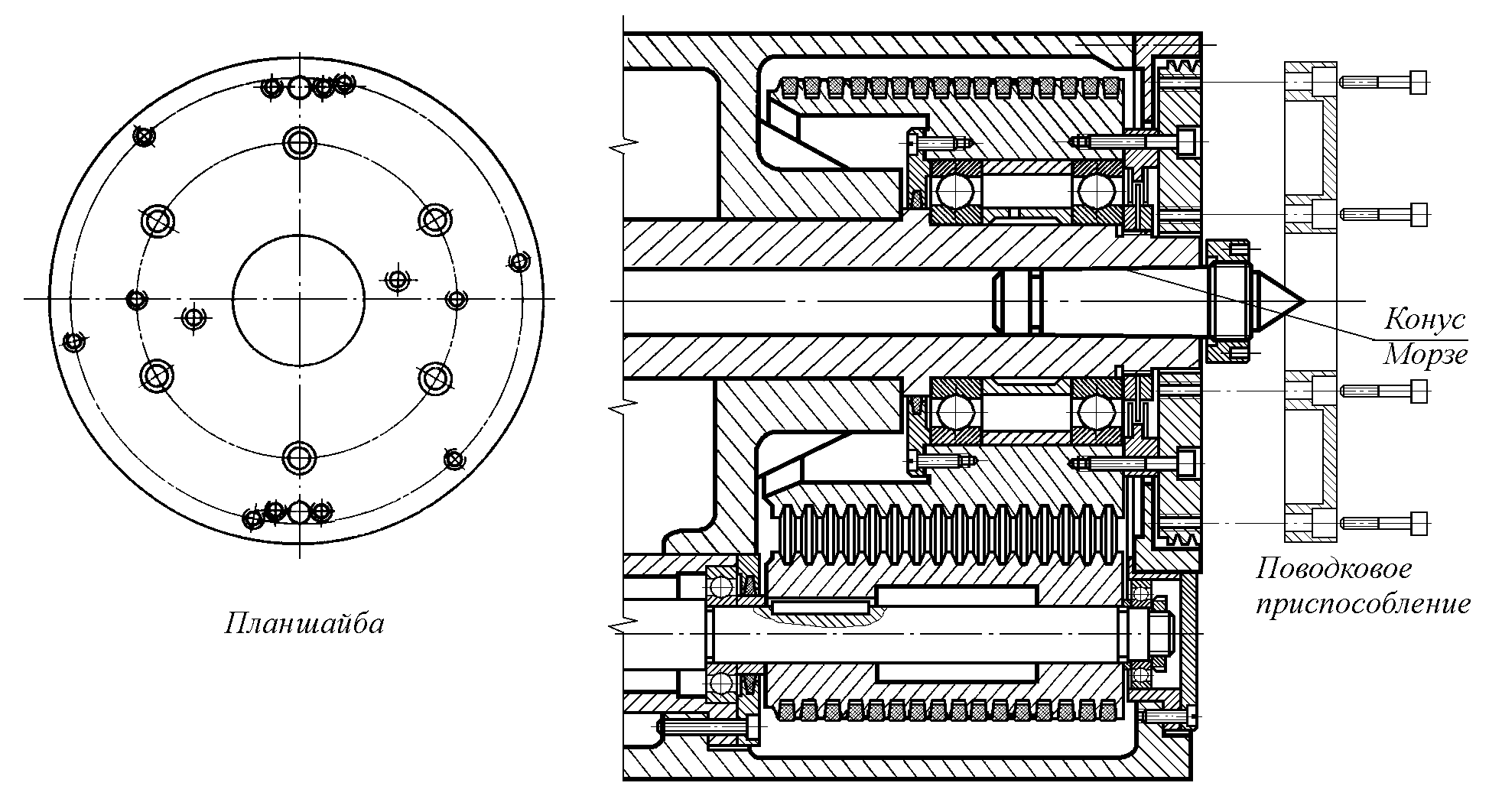
Рис. 9. Узел шпинделя передней бабки круглошлифовального станка(3А174) с невращающимся базовым центром (на левом виде поводковое приспособление условно не показано)
В корпусе шпиндельной бабки неподвижно закреплена высокоточная втулка с внутренним конусом Морзе – базой невращающегося центра. На втулке установлен на подшипниках качения многоручьевой шкив, на который передается вращение от редуктора привода круговой подачи. К шкиву закреплена планшайба – диск с системами резьбовых отверстий для установки поводковых приспособлений, передающих крутящий момент на заготовку (непосредственно или через поводок, закрепленный на этой заготовке). Таким образом, заготовка вращается относительно неподвижных центров планшайбой через поводковое приспособление.
Фиксация базового центра от проворота во втулке шпинделя осуществляется силами трения (самоторможением) по конусу Морзе. Съем центра производится специальной гайкой на его резьбовом участке [21].
На рис. 10 приведен пример установки заготовки детали «Вал» на круглошлифовальном станке с использованием специального поводка, закрепляемого винтом (см. также пример п. 5.1.4.2).
Задняя бабка круглошлифовального станка также относится к рабочему органу для базирования заготовки, так как предназначена для установки второго (заднего) невращающегося центра и поджима заготовки к переднему центру в шпиндельном узле передней бабки. Так как пиноль задней бабки вместе с центром совершает осевое перемещение (имеет одну степень свободы при базировании), то задний центр обеспечивает только две базовые точки, а не три как передний неподвижный центр (см. рис. 10). Движение пиноли в станках производится винтовым приводом. Концевая часть винта выполняет вспомогательную функцию упора для выталкивания центра в конце обратного хода пиноли. В круглошлифовальных полуавтоматах пиноль задней бабки оснащена гидравлическим, пневматическим или электромеханическим приводом.
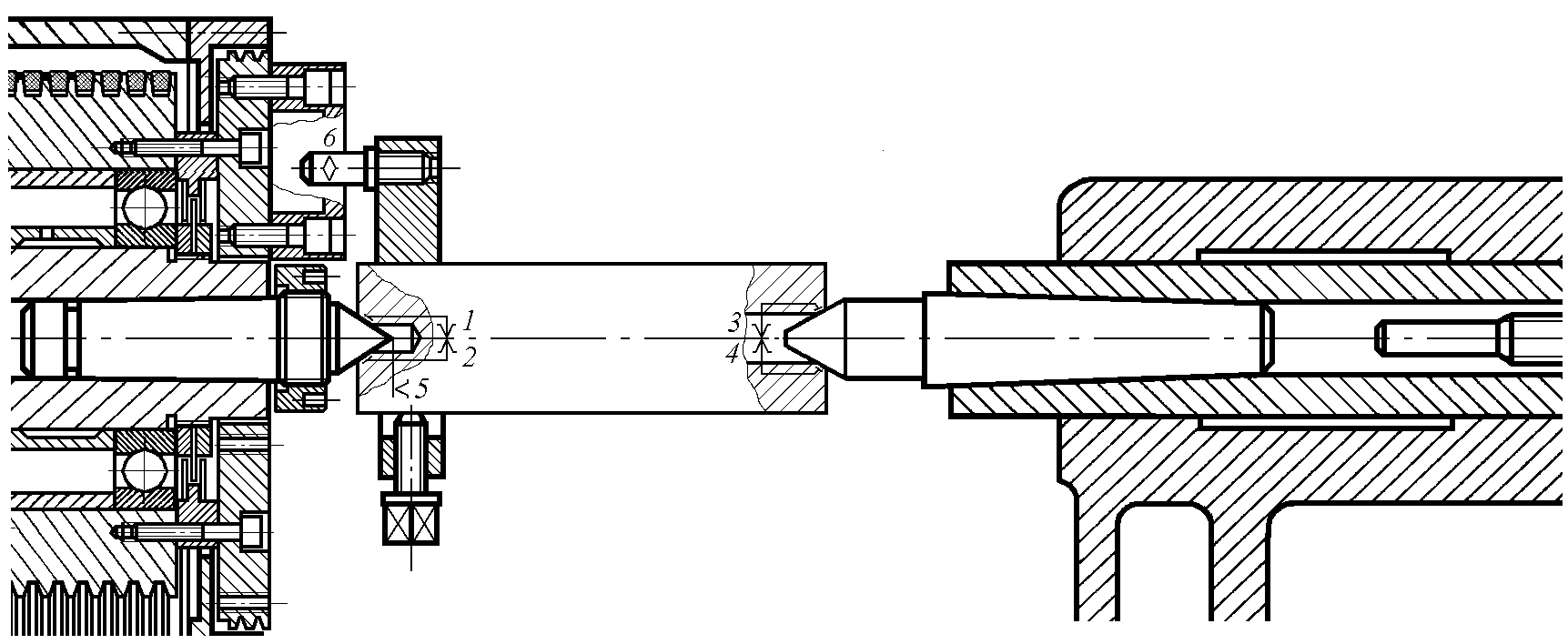
Рис. 10. Пример установки заготовки на круглошлифовальном станке в невращающихся центрах с использованием специального поводка