

5.1.4.2. Пример проектирования схем наладок на круглошлифовальную операцию детали класса «Вал»
При обработке шлифованием деталей класса «Вал» традиционно применяется схема базирования в неподвижных центрах, которая обеспечивает минимальную погрешность базирования (отсутствует составляющая, обусловленная биением вращающихся центров). Использование центровой схемы базирования предопределило конструкцию шпиндельного узла передней бабки круглошлифовальных (не универсальных круглошлифовальных!) станков, что отражено в п. 2.2.1.
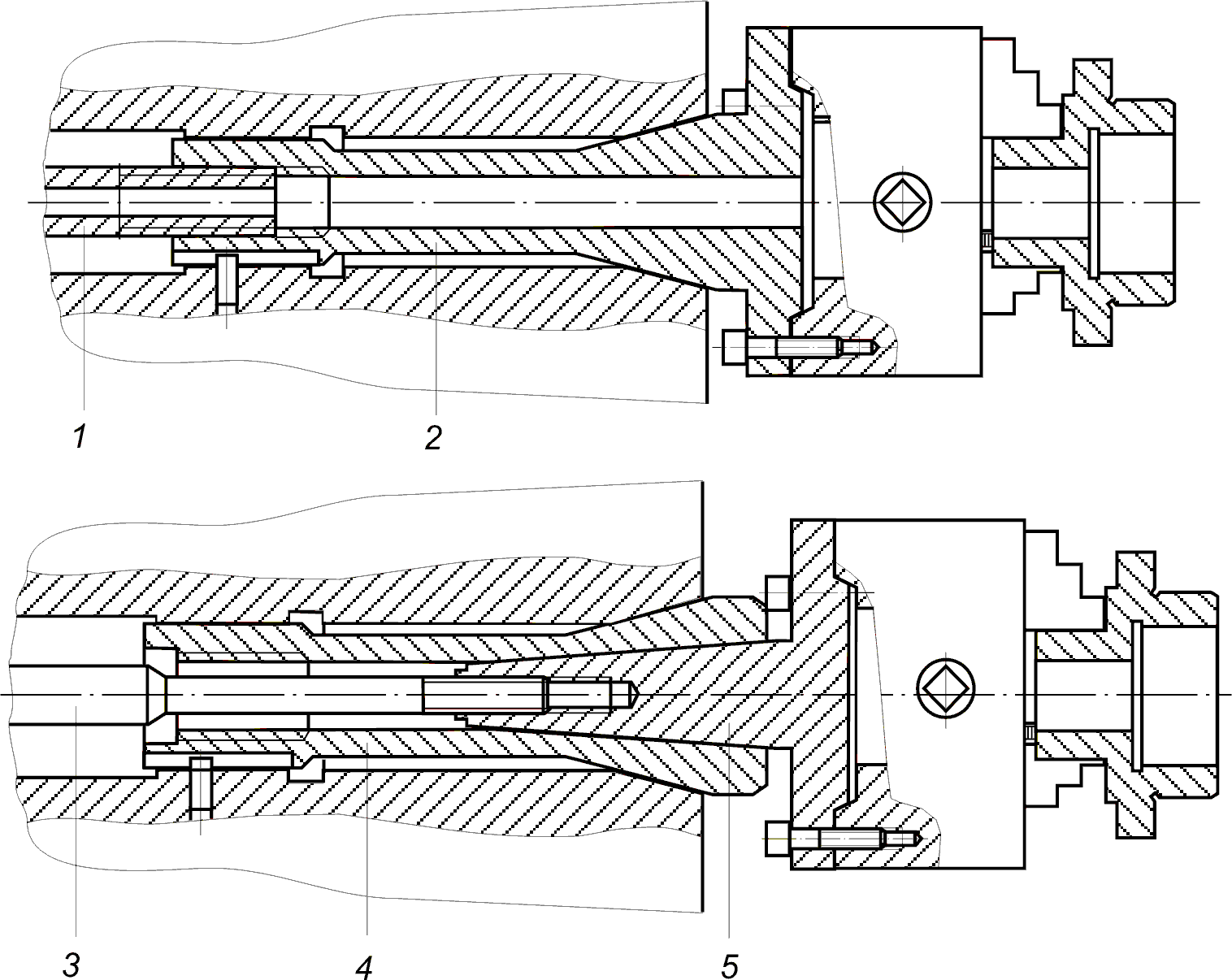
Рис. 58. Примеры базирования и закрепления патрона на шпинделе станка 3У12 (остальное в схеме наладки см. рис. 57): 1, 3 - тяги крепления; 2 - оправка переходная ВИ02.00.000; 4 - втулка переходная ВИ03.00.000; 5 - оправка переходная ВИ04.00.000
В качестве примера рассмотрим принцип проектирования схемы наладки на операцию круглого шлифования детали «Вал», показанной на эскизе рис. 59. Станок - круглошлифовальный повышенной точности модели 3М153П.
По техническим характеристикам станка однозначно определен типоразмер шлифовального круга: прямой плоский (ПП) 500х50х203 (мм) с возможностью уменьшения наружного диаметра после правок до 350 мм. Соответственно шпиндель шлифовальной бабки оснащен стандартными переходными фланцами со вспомогательной базой 203 мм.
Передняя бабка имеет неподвижнуювтулку с высокоточным отверстием - конусом Морзе 4. Точно такую же базу в станке 3М153П имеет пиноль задней бабки. В них установлены соответствующего типоразмера центры для шлифовальных работ, конструкции которых приведены в табл. 3.
Центры с отжимной гайкой используют в качестве переднего базирующего центра в шпиндельном узле передней бабки, так как в этом узле отсутствует устройство (упор) для выталкивания центра. При обработке валов в неподвижных центрах передний центр постоянно поджат через заготовку задним центром и его крепление во втулке шпиндельного узла не производится, а съем (выпрессовка) осуществляется гайкой.
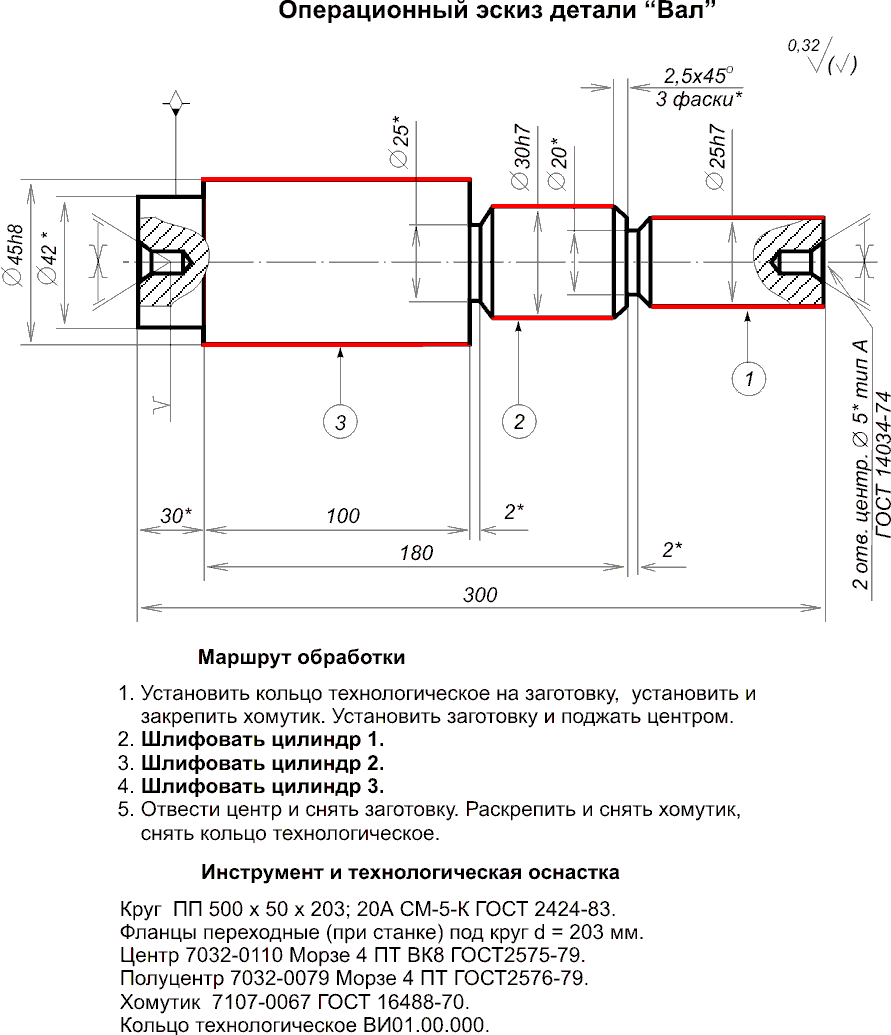
Рис. 59. Исходные данные для проектирования схемы наладки на операцию круглого шлифования детали «Вал»
Срезанные центры применяются в качестве базирующих элементов оснастки при круглом шлифовании ближайшей к этому центру ступени вала, диаметр которой меньше диаметра самого центра. В этом случае срез центра обращен в сторону шлифовального круга. Задняя бабка имеет специальный упор для выталкивания центра при отводе пиноли, показанный на рис. 10 (см. п. 2.2.1).
Таблица 3.
Конструкции центров для шлифовальных работ.
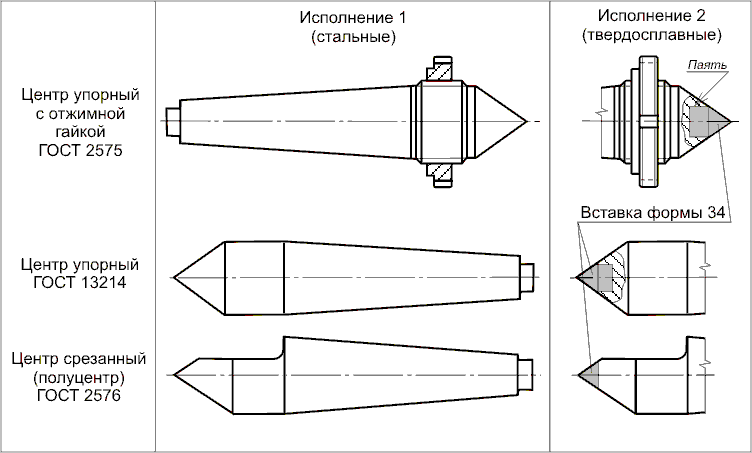
Все центры для шлифовальных работ, приведенные в табл. 3, имеют базы в виде конуса Морзе нормальной или повышенной точности (в последнем случае в обозначении центра присутствует индекс ПТ). Некоторые модели круглошлифовальных и других типов станков могут иметь в шпинделе передней бабки (изделия) базу в форме конического отверстия с конусностью 1:10 или 1:7. Для них предусмотрены конструкции упорных центров по ГОСТ 18259 и упорных центров с отжимной гайкой по ГОСТ 18260 (полуцентры с такой конусностью не стандартизованы).
Центры с твердосплавными вставками обладают более высокой износостойкостью, но восстановление их базирующей конической поверхности возможно только на специализированных заточных станках, в то время как стальные центры можно прошлифовать непосредственно на круглошлифовальном станке в поставляемом по специальному заказу приспособлении.
Так как втулка шпиндельного узла с передним центром неподвижны, то вращение (движение круговой подачи) на заготовку передается планшайбой передней бабки, на которой закрепляются различные по конструкции поводковые устройства. Типовым устройством является диск с радиальным Т-образным пазом, в котором закрепляется палец. На заготовке фиксируется винтом специальный или стандартный хомутик, например по ГОСТ 16488, как это показано на схеме наладки рис. 60.
|
|
Рис. 60. Схема наладки станка 3М153П на операцию круглого шлифования детали «Вал» |
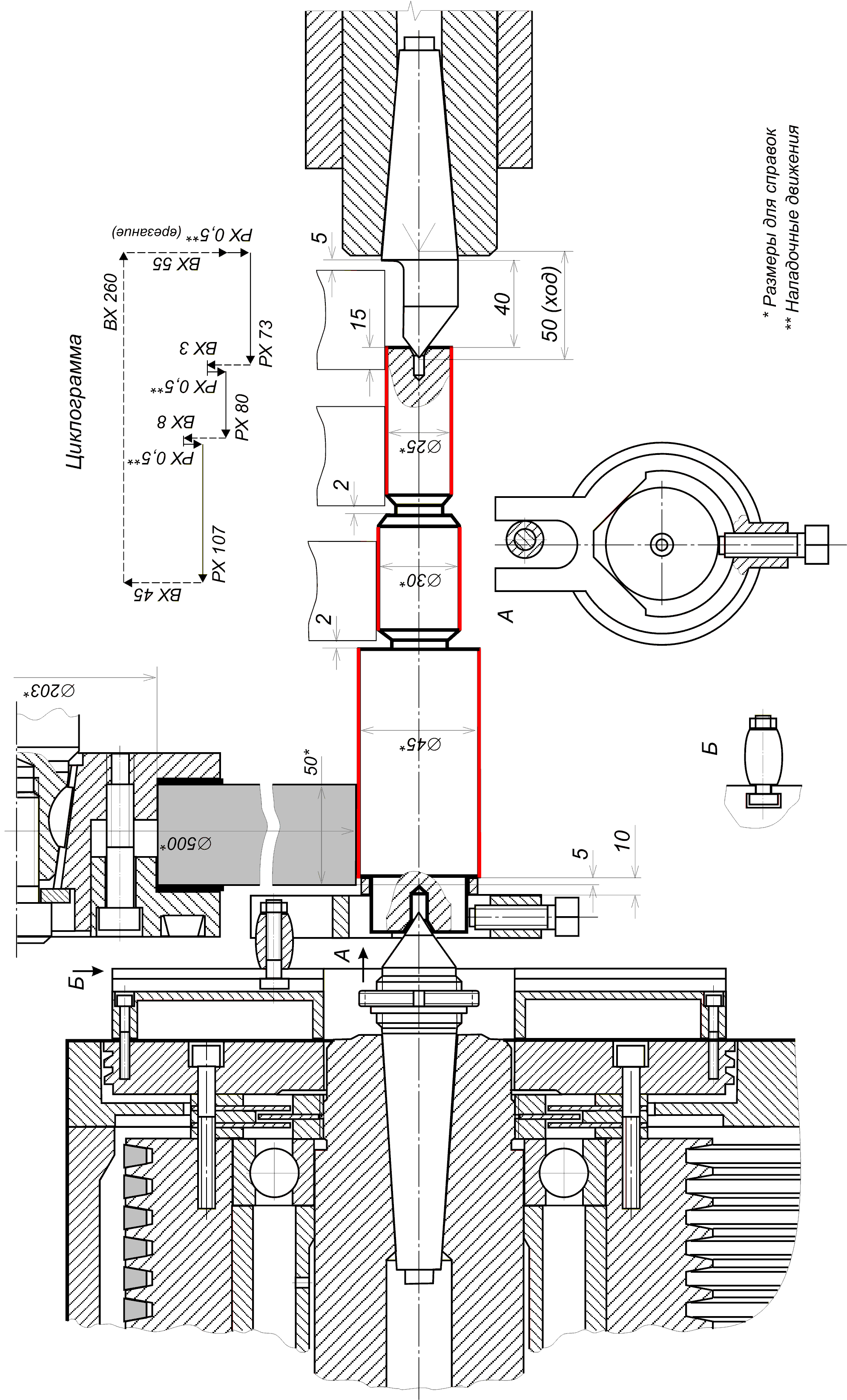
При установке заготовки палец поводкового устройства размещается в пазу хомутика (хотя для нормальной работы достаточно воздействие пальца на боковую поверхность выступа хомутика). Положение пальца поводкового устройства можно регулировать перемещением по Т-образному пазу в зависимости от типоразмера хомутика, который, в свою очередь, выбирается по размеру поверхности заготовки.
Анализ схемы наладки с целью проверки возможных интерференций элементов технологической системы показал две опасные ситуации:
- в начальный момент обработки, когда производится подвод шлифовального круга к первой ступени вала и возможен контакт с задним центром;
- в конечном положении инструмента при завершении обработки последней ступени вала, когда возможен контакт с хомутиком.
Для предотвращения первой интерференции применена комбинированная схема обработки первой ступени вала: врезное шлифование участка длиной 15 мм с последующим продольным шлифованием, что отражено на технологической циклограмме.
Для устранения второй опасной ситуации необходимо более точно фиксировать осевое положение хомутика на обрабатываемых заготовках. Для этой цели при установке хомутика применено технологическое кольцо толщиной 10 мм.
Следует обратить внимание на особенности циклограммы - наличие наладочных рабочих движений перед обработкой каждой ступени вала. Перед обработкой первой ступени осуществляется наладочное движение врезания, сопровождаемое резанием и обусловленное принятой комбинированной схемой шлифования, устраняющей интерференцию круга и заднего центра.
Перед шлифованием последующих ступеней это наладочное движение не сопровождается резанием и направлено противоположно вспомогательному ходу, что призвано обеспечить стабильность размеров обрабатываемых поверхностей за счет создания натяга в приводе поперечной подачи станка (при точной обработке наладочное движение всегда должно осуществляться к обрабатываемой поверхности!). Такая схема наладочных движений в технологической циклограмме имеет место при последовательном шлифовании поверхностей от меньшего диаметра к большему. При обратной последовательности шлифования ступеней - от большего диаметра к меньшему - наладочное движение (настойка по лимбу на размер) выполняется в конце вспомогательного хода без его реверса (аналогично первому наладочному движению врезания на циклограмме).