

2.4.2. Столы станков с линейными и круговыми движениями подач
Некоторые модели современных многооперационных фрезерно-сверлильно-расточных станков с ЧПУ оснащены столами, которые имеют не только линейные программируемые движения, но и поворот, используемый как делительное движение при смене позиции (установа) обработки или в качестве круговой подачи.
Столы таких станков выполняются по конструктивной схеме 15 рис. 3 в виде квадратной плиты с системой высокоточных базирующих и крепежных отверстий 7 (рис. 17).
В геометрическом центре стола 1 выполнено основное базовое отверстие, предназначенное для центрирования приспособлений относительно оси поворота. Эта центрирующая (двойная направляющая) база используется в обязательном порядке, если стол применяется как рабочий орган круговой подачи при обработке кольцевых поверхностей или при высоких требованиях к точности нескольких поверхностей с разных сторон детали относительно центрального (базового) отверстия.
У большинства станков внутри стола имеется гидравлический (реже электромеханический) привод для автоматического зажима заготовок в приспособлении. Выходным элементом привода является шток 3 с внутренней резьбой для соединения с входным элементом зажимного механизма приспособления.
Приспособления 4 устанавливаются на столе станка по классической схеме базирования «по плоскости и двум пальцам», один из которых срезанный. «Полный» палец обеспечивает базирование либо по центральному отверстию, либо по одному из базовых отверстий с резьбовым участком. Для повышения точности базирования могут использоваться цанговые втулки 5, которые за счет конических втулок 2 при затягивании крепежного винта 6 разжимаются и устраняют зазор в соединении отверстие - палец. Крепление приспособления к столу осуществляется винтами (болтами) по резьбовым отверстиям 7.
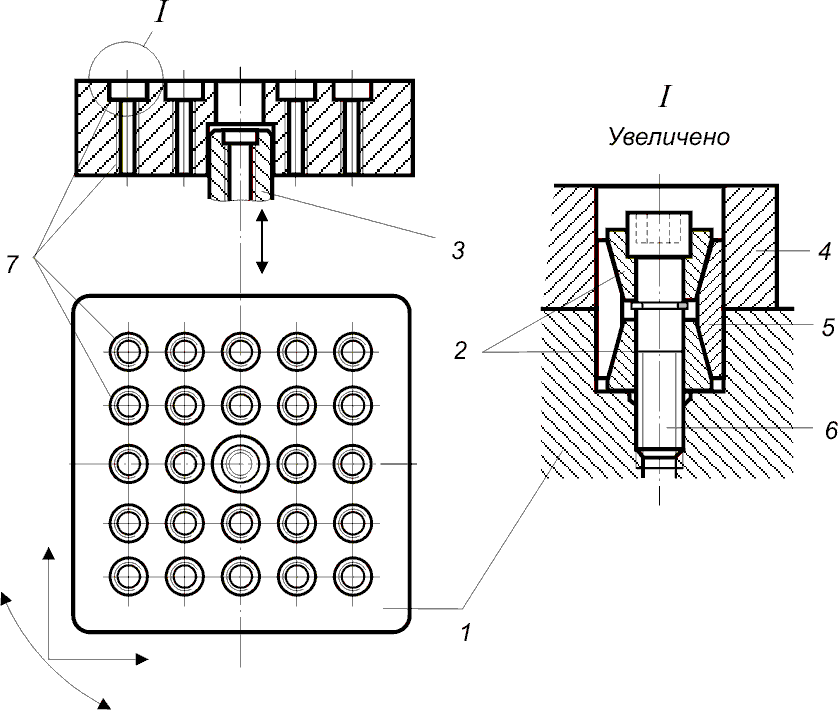
Рис. 17. Стол многооперационного фрезерно-сверлильно-расточного станка с линейной и круговой подачами (I – цанговая втулка беззазорного базирования приспособлений)
3. Способы базирования и закрепления инструментов на металлорежущих станках
Процесс комплектования элементов инструментальной оснастки осуществляется по аналогичной вышеописанной (см. рис. 2) схеме с той лишь разницей, что для перебазирования инструмента может использоваться большее количество элементов оснастки и базы рабочих органов инструмента станков отличаются значительно большим многообразием (рис. 18).

Рис. 18. Структурная схема комплектования инструментальной оснастки для установки инструмента на металлорежущих станках
Все металлорежущие инструменты имеют типовые наружныеивнутренниебазы.
3.1. Инструменты с внутренними базами
Внутренние базыв основном выполняются цилиндрическими с высокоточной посадкой (квалитеты Н6…Н5). Для передачи крутящего момента предназначены осевые 1 или торцовые 2 шпоночные пазы (рис. 19). Подобные базы применяются в дисковых, цилиндрических, прорезных и торцовых фрезах, насадных зенкерах и развертках; зуборезных инструментах – червячных фрезах, долбяках, шеверах, а также в некоторых других инструментах, имеющих ось вращения. В инструментах относительно большой длины вся поверхность базового отверстия разделена на два участка внутренней расточкой, сокращающей трудоемкость шлифования баз.
Внутренняя цилиндрическая база применяется и в круглых фасонных резцах. Для восприятия крутящего момента в них выполняются торцовые рифления 3, используемые также для компенсации стачивания передней поверхности после переточек за счет дискретного поворота инструмента по рифлениям.

Рис. 19. Виды внутренних баз металлорежущих инструментов: а – отверстие с осевым шпоночным пазом; б - отверстие с торцовым шпоночным пазом; в – отверстие с торцовыми рифлениями