

Копия Раздел ОПиУП
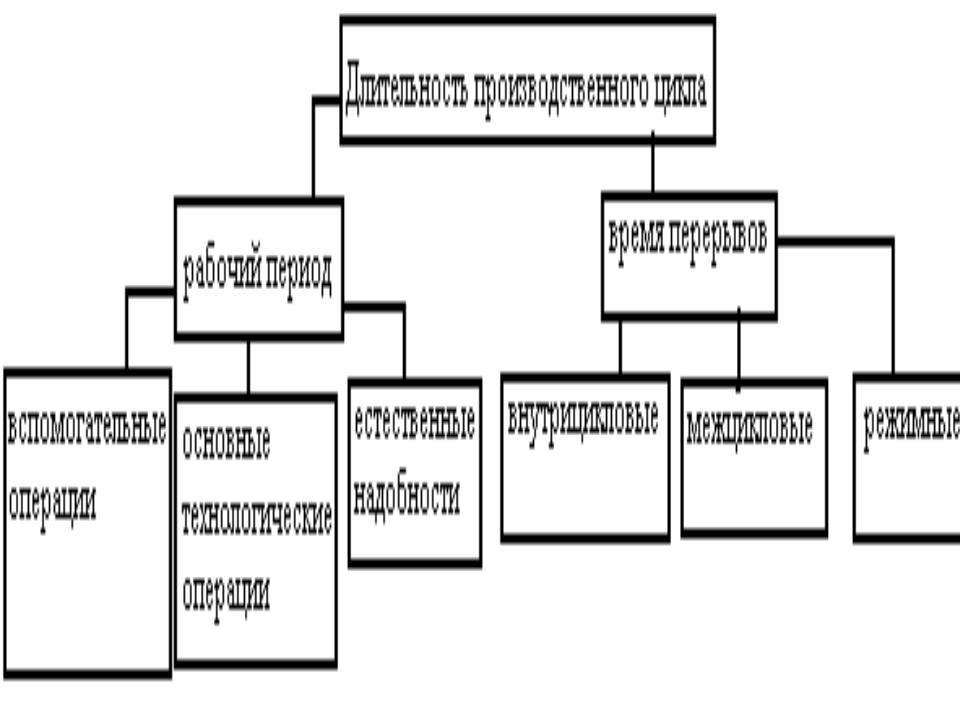
.pdfДлительность производственного цикла состоит из двух основных структурных элементов:
1)рабочего периода,
2)времени перерывов.
Рабочее время цикла включает время, в течение которого выполняются все технологические операции (основные и вспомогательные) и естественные процессы.
Перерывы, в зависимости от вызвавших их причин, могут быть внутрицикловые (межоперационные), межцикловые и режимные.
Внутрицикловые перерывы подразделяются на перерывы партионности и ожидания.
Перерывы партионности обусловлены самой природой работы партиями, так как каждая деталь, поступая к рабочему месту в составе партии аналогичных деталей, пролёживает дважды: первый раз – до начала, второй – по окончании обработки, пока вся партия не пройдёт через данную операцию.
Перерывы ожидания вызываются несогласованной длительностью смежных операций технологического процесса. Эти перерывы возникают в тех случаях, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место, предназначенное для выполнения следующей операции.
Перерывы комплектования (межцикловые) происходят тогда, когда готовые заготовки, детали или узлы должны пролёживать в связи с незаконченностью других заготовок, деталей, узлов, входящих совместно с первыми в один комплект.
Режимные перерывы регламентированы режимом работы предприятия, цеха, участка (обед, нерабочие дни, межсменные перерывы).
В общем виде длительность производственного цикла изготовления изделия определяется как сумма неперекрывающихся длительностей выполнения основных и вспомогательных операций и продолжительности пролёживания.
На длительность межоперационных перерывов, а следовательно, и на производственный цикл, большое влияние оказывают способы передачи обрабатываемых деталей с предыдущей операции на последующую, которые принято называть видами движения предметов труда в производственном процессе.
На предприятиях РЭП в простом процессе производства движение партий одинаковых деталей по операциям технологического процесса может быть организовано по трем видам:
1)последовательному, 2)параллельно-последовательному, 3)параллельному.
Сущность последовательного вида движения:
1.Каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции.
2.Партия деталей не дробится, а передается в полном размере.