

2690
.pdf2690 |
МинистерствотранспортаРоссийскойФедерации |
|
|
|
Федеральноеагентствожелезнодорожноготранспорта |
ГОСУДАРСТВЕННОЕОБРАЗОВАТЕЛЬНОЕУЧРЕЖДЕНИЕВЫСШЕГОПРОФЕССИОНАЛЬНОГООБРАЗОВАНИЯ
«САМАРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ»
Кафедра«Локомотивы»
ОРГАНИЗАЦИЯИПЛАНИРОВАНИЕПРОИЗВОДСТВА
Методическиеуказания квыполнениюлабораторныхработ
длястудентовспециальности190301 «Локомотивы» очнойизаочнойформобучения
Составители: Ю.Е. Просвиров А.Ю. Балакин С.А. Петухов
Самара
2010
УДК 629.424.1.064.5.004.67
Организация и планирование производства : методические указания к выполнению лабораторных для студентов специальности 190301 «Локомотивы» очной и заочной форм обучения – Самара: СамГУПС, 2010. –18 с.
Утверждены на заседании кафедры «Локомотивы» 22 октября 2010 г., протокол № 2. Печатаются по решению редакционно-издательского совета университета.
Методические указания предназначены для проведения лабораторных работ по изучению основ планирования, управления и организации ремонтных работ на локомотивных предприятиях, составлены в соответствии с требованиями Государственного образовательного стандарта профессионального высшего образования по специальности 190301 – «Локомотивы».
Составители: Юрий Евгеньевич Просвиров, Андрей Юрьевич Балакин, Сергей Александрович Петухов
Рецензенты: к.т.н., доцент каф.«Локомотивы» СамГУПС А.В. Муратов;
инженер дирекции по ремонту тягового подвижного состава А.В. Бит-Зая.
Редактор: А.Б. Иванова Компьютерная верстка: Н.Э. Егорова
Подписано в печать 08.12.2010. Формат 60x90 1/16. Усл. печ. л. 1,13.Тираж 100 экз. Заказ № 293.
© Самарский государственный университет путей сообщения, 2010
2
ОБЩИЕ ПОЛОЖЕНИЯ
Выполнение лабораторных и практических работ, а также индивидуальных занятий способствует закреплению теоретического материала, приобретению навыков по современной организации производства, работе с людьми, решению ряда проблем, возникающих в деятельности руководителя. Часть аудиторных занятий проводится в форме деловых игр.
К занятиям в лаборатории студенты готовятся самостоятельно, пользуясь учебниками и методическими указаниями.
Отчет по каждой работе делается по бригадам на листах формата А4. Сюда же заносятся отдельные положения и тезисы из литературных источников. Оформление работ должно соответствовать требованиям методических указаний, ГОСТу и ЕСКД.
Работа считается зачтенной, если студент от начала до конца знает ее содержание, порядок выполнения и умеет анализировать полученные результаты.
При проведении занятий в филиале кафедры и на учебном полигоне необходимо:
1)прослушать вводный инструктаж по технике безопасности;
2)соблюдать правила хождения по станционным путям;
3)соблюдать правила внутреннего распорядка депо.
ЛАБОРАТОРНАЯ РАБОТА № 1
Определение длительности производственного цикла при изготовлении или ремонте партии деталей
Цель работы: получение практических навыков расчета и графического изображения длительностей производственного цикла изготовления или ремонта партии деталей при различных сочетаниях операций.
Краткие теоретические сведения
Длительностью производственного цикла называется интервал времени между началом и окончанием производственного процесса изготовления или ремонта изделия, партии изделий. Длительность производственного цикла выражается чаще всего в календарных днях, а при малой трудоемкости ремонта или изготовления изделия – в часах.
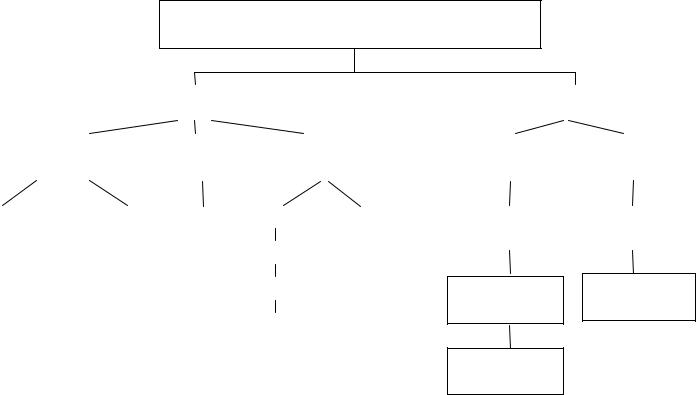
Производственный цикл состоит из двух элементов: рабочего периода и времени перерыва (рис. 1.1).
В течение рабочего периода осуществляются технологические операции, а также работы подготовительно-заключительного характера (в частности переналадка оборудования).
Перерывы партионности обусловлены самой природой работы партиями. Каждая деталь партии на рабочем месте находится в ожидании дважды: один раз – до начала, а другой раз – до окончания обработки, пока вся партия не пройдет через данную операцию.
Перерывы вызываются несогласованностью длительности смежных операций технологического процесса, они возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место, предназначенное для выполнения следующей операции.
3
Длительность производственного цикла
|
Рабочий период |
|
|
|
Перерывы |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Операцион- |
|
Естественные |
|
|
Обслуживаю- |
|
Межоперацио- |
|
Внутрисмен- |
||
ный цикл |
|
процессы |
|
|
щие процессы |
|
|
нные |
|
ные |
|
Технологические операции |
|
Подготовительнозаключительные работы |
|
Остывание, сушкаи т.д. |
|
Контрольные |
|
Транспортные |
|
|
|
|
|
|
|
|
|
|
|
Выходные и |
Партионности |
|
|
|
|
праздничные дни |
|
|
|
Ожидания Обеденные
Комплектования
Рис 1.1. Структура производственного цикла
Производственный цикл изготовления детали включает прежде всего операционный цикл по всем рабочим местам, производственным участкам или цехам в зависимости от технологического маршрута.
На длительность операционного цикла изготовления или ремонта партии деталей существенное влияние оказывает сочетание во времени выполнения работ, входящих в данный процесс. Существует три метода сочетания или три вида движения предметов труда с предыдущей операции на следующую:
•последовательный – каждая последующая операция (работа) начинается только после окончания обработки всей партии на предыдущем рабочем месте;
•параллельно-последовательный – предусматривает такое частичное совмещение времени выполнения сменных операций, когда вся изготовляемая партия деталей проходит через каждую операции без больших перерывов. Передача изделия с предыдущей операции на последующую производится не целыми партиями, а частями (транспортными партиями);
•параллельный – характеризуется полным отсутствием или незначительной величиной перерывов партионности. Передаточные партии или отдельные изделия передаются на последующие операции немедленно после завершения предыдущих.
Цикл многооперационного процесса (к-операций) при последовательном виде
сочетания определяется из выражения:
Тk = nt1 + nt2 +….+ ntk = n , (1.1)
, (1.1)
где t1,....tk – продолжительность выполнения отдельных операций; n – число деталей партии.
4

При параллельно-последовательном сочетании может быть два варианта соотношения длительности каждой пары смежных операций:
•продолжительность цикла предшествующей операции меньше, чем последующей;
•длительность предшествующей операции больше, нежели последующей.
В первом случае определенную транспортную партию можно передавать немедленно по окончании предыдущей операции на последующую. Во втором варианте отсутствие простоев может быть обеспечено только после накопления известного запаса деталей.
Длительность операционного цикла при параллельно-последовательном сочетании операций (Тп-пц ) ввиду отсутствия простых аналитических зависимостей определяется только графически.
Длительность цикла при параллельном сочетании операций определяется по формуле:
TпЦ = (n – 1)tдп + |
, |
(1.2) |
где tдп – операция, имевшая максимальную продолжительность.
Содержание и порядок выполнения работы
Исходные данные: количество деталей в партии равно шести, размер транспортной партии – три детали.
Детали передаются с одного рабочего места на другое в зависимости от вида сочетания. Продолжительности выполнения операций приведены в таблице 1.1.
|
|
|
Длительность операций |
Таблица 1.1 |
|||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
№ |
|
Наименование операции и ее длительность |
|
|
|||
задания |
Токарная |
|
Фрезерная |
Сверлильная |
|
Шлифовальная |
|
1 |
10 |
|
18 |
6 |
|
8 |
|
2 |
12 |
|
20 |
8 |
|
6 |
|
3 |
10 |
|
16 |
4 |
|
2 |
|
4 |
12 |
|
8 |
10 |
|
4 |
|
5 |
8 |
|
6 |
12 |
|
8 |
|
6 |
8 |
|
14 |
6 |
|
10 |
|
7 |
14 |
|
6 |
4 |
|
18 |
|
8 |
16 |
|
10 |
10 |
|
16 |
|
9 |
14 |
|
18 |
12 |
|
14 |
|
10 |
8 |
|
14 |
8 |
|
20 |
|
Оформление отчета
В отчете необходимо: 1) графически определить длительность производственного цикла при различных сочетаниях операций; 2) результаты представить в виде таблицы 1.2.; 3) графические расчеты проверить аналитически по формулам (1.1, 1.2); 4) Выполнить анализ графика для оценки загрузки оборудования и наличия перерывов ожидания при трех видах сочетания операций.
5

Таблица 1.2
Длительность производственного цикла
№ п/п |
Наименование |
Длительность цикла при различных |
|
и продолжительность |
сочетаниях, мин. |
|
операций, мин. |
Масштаб времени, 1 мин – 1 мм |
|
|
|
ЛАБОРАТОРНАЯ РАБОТА № 2 Разработка оптимальной планировки производственного участка
Цель работы: получение практических навыков оптимизации и расположения оборудования на производственном участке.
Краткие теоретические сведения
На локомотиворемонтных предприятиях при реконструкции проводится перепланировка оборудования на участках, в цехах. Она влияет на прямоточность, непрерывность и ритмичность производственного процесса, на величину транспортных расходов, себестоимость продукции, капиталовложения, уровень организации труда и т.д.
Для участка с ограниченной номенклатурой ремонтируемых (изготовляемых) деталей и, следовательно, с небольшим количеством технологических маршрутов обработки нахождение оптимальной планировки является многовариантной задачей.
Критерием оптимизации, позволяющим получить количественную оценку влияния планировки оборудования производственного участка на конечные результаты работы, является себестоимость продукции.
Она зависит от изменения затрат на перемещение материала (заготовок) в процессе производства на участке, производственной площади участка, от значения коэффициента загрузки оборудования и т.д. Значительное влияние на себестоимость продукции оказывают затраты на перемещение материалов, заготовок (деталей) по рабочим местам и участкам (отделения) в процессе изготовления или ремонта узлов локомотивов.
Таким образом, критерием количественной оценки того или иного варианта планировки может быть объем грузооборота, то есть общий объем транспортных работ на участке. Этот показатель учитывает влияние важнейших факторов: номенклатуры деталей, закрепленных за предметно-замкнутым участком; программы выпуска; массы деталей; маршрута обработки.
В процессе изготовления в зависимости от вариантов планировки участка детали проходят различный путь Ii (j). Здесь Ii (j) – общая длина транспортного пути за весь цикл изготовления i – го наименования детали при j-м варианте. Суммарный путь равен ,
,
а суммарный грузооборот участка QLi = Σniqili(j). Здесь m – количество закрепленных за участком деталей; ni – программное задание по i -му наименованию детали; qi – масса i-и детали.
Требуется разместить Nрм (рабочих мест) на площадке участка так, чтобы свести к минимуму грузооборот участка, то есть найти планировку рабочих мест j*, обеспечивающую QLi(j*) => min. Эта задача решается методом направленного перебора, то есть методом перестановок, основанным на приближении к оптимуму с помощью транспозиций матриц.
6
Содержание и порядок выполнения работы
Расчет потребного количества станков на участке производится по каждому типу оборудования (станка) по формуле:
NРМ = |
∑1m nitшт |
|
||
|
|
, |
(2.1) |
|
Ф К |
|
|||
|
обд |
ВН |
|
|
где m – количество закрепленных за участком деталей; n1 – программа по i -му наименованию детали; tшт – трудоемкость по виду работ i-й детали, мин;
Фо6д – действительныйфондвремениработыстанкавпланируемомпериоде, станко-мин; КBН – коэффициент выполнения нормы, принимаем 1,1.
Все расчеты заносятся в табл. 2.4.
Оборудование расставляется по технологическому маршруту детали, имеющей наибольшее программное задание.
Расчет грузооборота осуществляется с использованием матричного метода. Строятся две матрицы:
•матрица передаваемых грузов между станками участка;
•матрица расстояний между площадками участка, на которых должны быть размещены станки.
Оформление отчета
Комплект закрепленных за участком деталей задан в таблице 2.1.
Таблица 2.1
Распределение деталей по участкам
№ задания |
Номера деталей, закрепленных за участком |
|
|
|
|
1 |
1, 3, 5, |
7 |
|
|
|
2 |
2, 4, 6, |
8 |
|
|
|
3 |
7, 9, 11, |
12 |
|
|
|
4 |
8, 9, 10, |
11 |
|
|
|
5 |
1, 2, 5, |
4 |
|
|
|
6 |
2, 3, 7, |
8 |
|
|
|
7 |
3, 4, 10, |
11 |
|
|
|
8 |
6, 7, 8, 12 |
|
|
|
|
7
Программа, масса и маршруты обработки деталей приведены в таблице 2.2.
|
|
Исходные данные |
Таблица 2.2 |
||
|
|
|
|
||
|
|
|
|
|
|
№ |
Программа n, шт. |
Масса qi, кгс |
Маршруты обработки |
|
|
деталей i |
Одной детали |
Партии деталей |
|
||
|
|
|
|
|
|
1 |
650 |
0,4 |
260 |
1-2-3-5 |
|
2 |
1000 |
0,6 |
600 |
4-3-1-2 |
|
3 |
800 |
0,2 |
160 |
1-2-3-4 |
|
4 |
200 |
1,1 |
220 |
2-3-4-5 |
|
5 |
100 |
0,8 |
80 |
4-1-2-3 |
|
6 |
300 |
0,3 |
90 |
1-5-4-3 |
|
7 |
250 |
0,4 |
100 |
3-1-4-5 |
|
8 |
200 |
0,5 |
100 |
2-4-3-1 |
|
9 |
100 |
1,4 |
140 |
4-3-2-5 |
|
10 |
100 |
2,0 |
200 |
1-2-3-5 |
|
11 |
200 |
1,5 |
300 |
3-4-1-5 |
|
12 |
500 |
1,0 |
500 |
3-1-4-5 |
|
В табл. 2.2 приняты следующие условные обозначения станков:
1– фрезерный;
2– токарный;
3– расточный;
4– сверлильный;
5– шлифовальный.
|
|
Трудоемкость обработки деталей |
Таблица 2.3 |
|||
|
|
|
|
|||
|
|
|
|
|
|
|
№ |
|
Норма штучного времени по видам работ, мин |
|
|||
|
|
|
|
|
|
|
деталей |
Фрезерный |
Токарный |
Расточный |
Сверлильный |
Шлифовальный |
|
|
|
|
|
|
|
|
1 |
10 |
12 |
14 |
- |
15 |
|
2 |
12 |
14 |
11 |
10 |
- |
|
3 |
11 |
8 |
14 |
12 |
- |
|
4 |
- |
14 |
11 |
8 |
17 |
|
5 |
10 |
12 |
11 |
6 |
12 |
|
6 |
12 |
- |
14 |
|
11 |
|
7 |
10 |
- |
14 |
8 |
- |
|
8 |
22 |
10 |
12 |
6 |
14 |
|
9 |
- |
17 |
10 |
9 |
10 |
|
10 |
16 |
14 |
12 |
5 |
20 |
|
11 |
22 |
- |
16 |
- |
11 |
|
12 |
18 |
- |
13 |
9 |
10 |
|
8
|
|
|
|
|
|
Расчет количества станков |
|
|
Таблица 2.4 |
|||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№ |
|
|
|
Вид работ и трудоемкость обработки, мин |
|
|
|
||||||
|
деталей i |
Фрезерный |
Токарный |
Расточный |
Сверлильный |
Шлифовальный |
|
|||||||
|
|
|
tшт |
n tшт |
tшт |
|
n tшт |
tшт |
n tшт |
tшт |
n tшт |
tшт |
n tшт |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВСЕГО |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фобщ , мин. |
|
|
|
|
|
|
|
|
21000 |
|
|||
|
рм |
|
Расчетное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
|
Принятое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Коэф. |
загрузки |
|
|
|
|
|
|
|
|
|
|
|
|
|
станка |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Матрица расстояний строится на основании принятого размещения площадок участка под станки (в один ряд). В каждой ее клетке записываются расстояния между центрами площадок станков (табл. 2.5). Минимально допустимое расстояние между соседними станками – 3 м.
Матрица расстояний между площадками участка идентичная для всех вариантов расположения.
Таблица 2.5
Матрица расстояния
Номера |
1 |
2 |
3 |
4 |
5 |
станков |
|
|
|
|
|
1 |
0 |
3 |
6 |
9 |
12 |
2 |
3 |
0 |
3 |
6 |
9 |
3 |
6 |
3 |
0 |
3 |
6 |
4 |
9 |
6 |
3 |
0 |
3 |
5 |
12 |
9 |
6 |
3 |
0 |
Для построения матрицы передаваемых грузов заполняется сначала шахматная ведомость (табл. 2.6), показывающая величину груза, передаваемого с каждого питающего рабочего места на потребляющее в соответствии с технологическим процессом (табл. 2.2, графа 5) и массой программного задания по каждому наименованию детали (графа 4).
9
|
|
|
|
|
Таблица 2.6 |
|
|
|
Шахматная ведомость |
||||
|
|
|
|
|
|
|
Питающие |
|
Потребляющие рабочие места (станки) |
||||
рабочие места |
|
|
|
|
|
|
Фрезерный |
Токарный |
Расточный |
Сверлильный |
Шлифовальный |
|
|
Фрезерный |
|
|
|
|
|
|
Токарный |
|
|
|
|
|
|
Расточный |
|
|
|
|
|
|
Сверлильный |
|
|
|
|
|
|
Шлифовальный |
|
|
|
|
|
|
Суммарный итог в каждой клетке шахматной ведомости показывает общую массу всех деталей, передаваемых с одного станка на другой, и служит исходным материалом для составления матрицы передаваемых грузде, форма матрицы такая же, как и в табл. 2.5. Номера столбцов и строк матрицы определяют последовательность размещений станков на площадках участка.
Накладывая одну матрицу на другую, перемножая значения в клетках матриц и складывая полученные величины, определяем суммарный грузооборот участка при принятом варианте планировки участка. Изменяя значения и номера столбцов и строк, находим величину грузооборота при шести различных вариантах планировок.
Выбирается оптимальная планировка для рассчитанных шести вариантов по минимальному значению грузооборота.
ЛАБОРАТОРНАЯ РАБОТА № 3
Построение, расчет и оптимизация cетевого графика ремонта тележки локомотива
Цель работы: получение практических навыков построения, расчета и оптимизации сетевых моделей.
Краткие теоретические сведения
Система сетевого планирования и управления по сравнению с применяемыми ранее методами, имеет ряд преимуществ:
-наглядность изображения планируемого процесса в виде сетевой модели, позволяющая установить последовательность и взаимосвязь отдельных работ;
-концентрация внимания руководителей на работах, лимитирующих простой локомотивов в ремонте, т.е. на местах, находящихся на критическом пути;
-возможность обеспечения непрерывности планирования, анализа, контроля и управления процессом ремонта;
-проведение необходимых расчетов и поиск оптимального варианта плана
-для процессов большой сложности с использованием ЭВМ;
-возможность обоснованного маневрирования трудовыми, материально-техническими
и другими ресурсами.
Сетевой график ремонта локомотива или его узлов рекомендуется составлять, если более трети работы технологического процесса выполняется при параллельном сочетании операций и когда комплекс работ имеет свыше 25 событий.
Событие, обозначаемое на сетевом графике кружком, является логическим завершением одних и одновременно началом других работ и не имеет временной оценки (например, отремонтирована деталь, собран узел, произведено испытание и т.д.).
10