

1.2. Расчёт основных параметров поточной линии.
Выпуск из ремонта тяговых двигателей ТЭД-1 и ТЭД-2 с поточной линии производиться через строго определённые промежутки времени, называемые тактом.
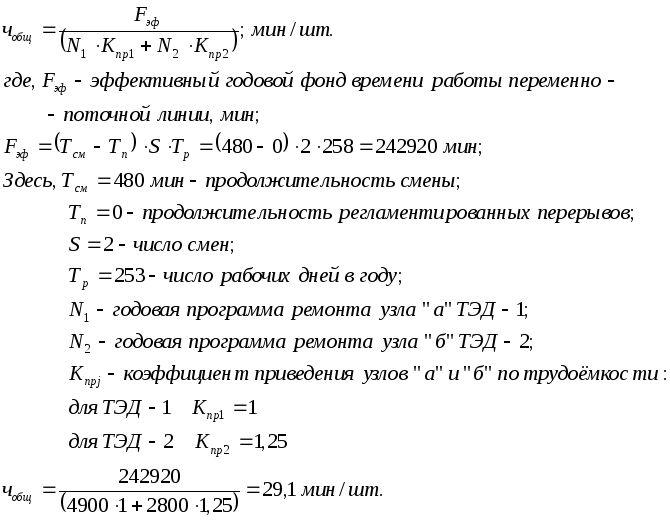
Общий такт для случая узлов двух типов определяется из выражения:
При ускоренном проектировании размер производственной площади электромашинного цеха на каждой операции определяется по удельной площади, приходящихся на единицу оборудования или на одно рабочее место, умноженной на число рабочих мест. Общий размер производственной площади определяется по формуле:
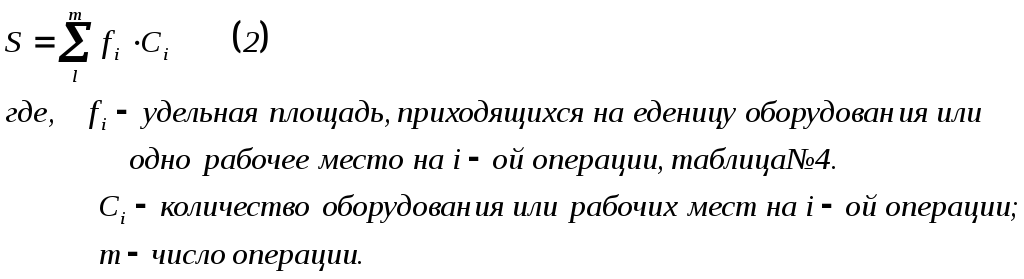
Общий размер производственной площади:
До реконструкции:
![]()
после реконструкции:
![]()
|
|
|
|
|
|
КП-866 | |||
|
|
|
|
|
| ||||
|
изм |
Лист |
№ документ |
Подп. |
Дата | ||||
|
Разработал. |
Утенов К.С. |
|
|
Расчёт основных параметров поточной линии. |
Литер |
Лист |
Листов | |
|
Проверил |
ИбраевЖС |
|
|
у |
9 |
27 | ||
|
|
|
|
|
ЗЛЭ – 02 – 01 | ||||
|
|
|
|
| |||||
|
|
|
|
| |||||
По нормативам производственных зданий принимаем 2 пролёта шириной по 12 м. Исходя из найденного значения общего размера производственной площади находим длину пролёта (кратной 6):
До реконструкции h=36м.;
После реконструкции h=48 м.;
Уточнённое значение общей производственной площади, соответственно:
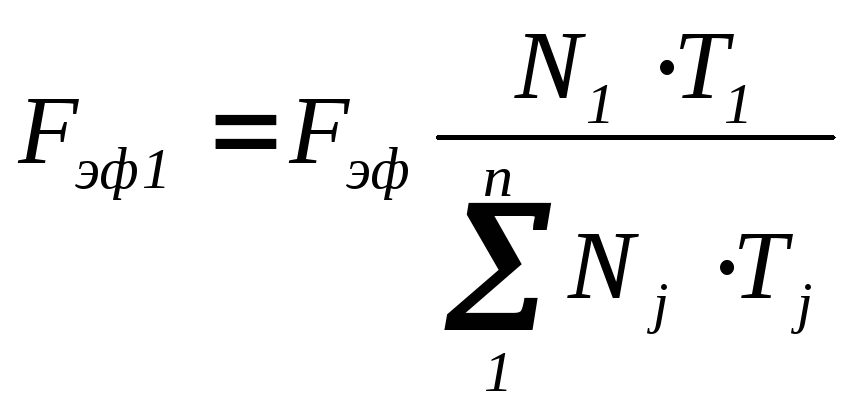
Частный такт выпуска узла тягового двигателя определяется:
![]()
Для ТЭД-1: ч1=28,9·1=28,9 мин/шт.
Для ТЭД-2: ч2=28,9·1,25=36,14 мин/шт.
Второй способ расчёта такта производиться через распределение общего эффективного фонда времени работы линии по ремонту узлов «а» и «б» ТЭД-1 и ТЭД-2 пропорционально трудоёмкости программных заданий:
 ;
мин/шт.
;
мин/шт.
где, Fэф- эффективный годовой фонд времени работы линии по ремонту узлов «а» ТЭД-1,мин;
Т1- трудоёмкость ремонта узла «а» ТЭД-1, мин; (Т1=8504 мин)
![]()
Тогда эффективный фонд времени линии по ремонту узла «б» ТЭД-2 определяем из выражения:
![]()
Частные такты ремонта узлов «а» ТЭД-1 и узлов «б» ТЭД-2 можно рассчитать по формуле:
![]()
Для ТЭД-1:
![]()
Для ТЭД-2:
![]()
Технологическая планировка поточной линии, прежде всего, связана с выбором типа транспортного устройства и определением его параметров. В работе проектируем поточную линию с распределенным конвейером. Распределительные конвейеры предназначаются для транспортировки узлов и распределения их между рабочими местами (работниками).
Основными параметрами конвейерной линии является длина, и ширина рабочей части конвейера, расстояние между транспортируемыми узлами и скорость движения конвейера.
Длина рабочей части конвейера при непрерывном движении и установки узлов на рабочие место определяется в результате планировки рабочих мест (оборудования) вдоль линий.
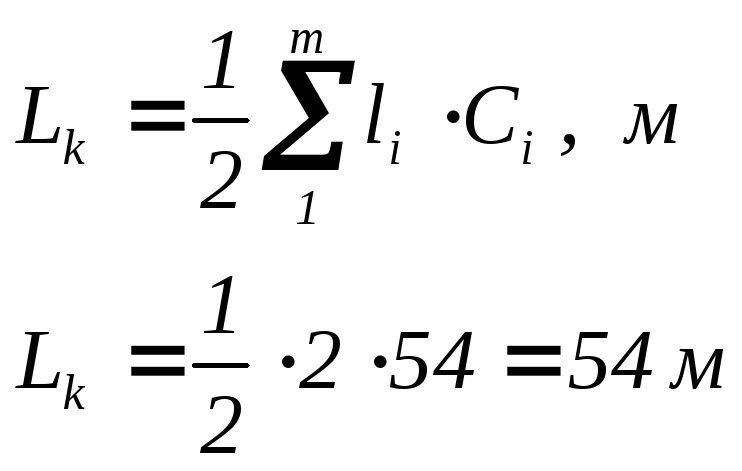
При одностороннем расположении рабочих мест и одинаковых расстояниях между ними длину рабочей части конвейера находим из выражения:
![]() ,
м
,
м
где,
![]() -расстояние
между двумя смежными рабочими местами
на линии.
-расстояние
между двумя смежными рабочими местами
на линии.
m-число операций ремонта.
|
|
|
|
|
|
лист | |
|
|
|
|
|
10 | ||
|
|
|
|
|
| ||
Для уменьшения длины конвейера и лучшего использования площади применяем двухстороннее расположение рабочих мест, при котором длина рабочей части конвейера будет равна:
Скорость конвейера определяется по формуле:
Таблица №8.
Основные параметры рабочей линии.
|
Параметры поточной линии. |
Единица измерения, м |
Значение. |
|
Общий такт линии по ремонту узлов. Частный такт линии при ремонте ТЭД-1. Частный такт линии при ремонте ТЭД-2. Средний шаг конвейера. Скорость поточной линии. Длина поточной линии. Длительность технологического цикла ремонта ТЭД-1. Длительность технологического цикла ремонта ТЭД-1. |
мин/шт. мин/шт. мин/шт. м. м/мин. м. ч. ч. |
28,9 28,9 36,14 1 0,055÷0,069 54 141,73 177,16 |