

Учебное_пособие
.pdfА.С. КОШЕЛЕНКО, Г.Г. ПОЗНЯК, Д.К. СИНГХ
ОСНОВЫ БАЗИРОВАНИЯ В МЕТАЛЛООБРАБОТКЕ
Москва
Издательство Российского университета дружбы народов
2003
А.С. Кошеленко, Г.Г. Позняк, Д.К. Сингх
ОСНОВЫ БАЗИРОВАНИЯ В МЕТАЛЛООБРАБОТКЕ
Учебное пособие
Москва
Издательство Российского университета дружбы народов
2003
ББК |
Утверждено |
К |
РИС Ученого совета |
|
Российского университета |
|
дружбы народов |
Рецензенты:
д.т.н., профессор МГТУ "Станкин" Кокарев В.И.
к.т.н., доцент Московского государственного института электронной техники Ключников А.В.
ККошеленко А.С., Позняк Г.Г., Сингх Д.К.
Основы базирования в металлообработке: Учеб. пособие.
– М.: Изд-во РУДН, 2003. - 150 с.: ил.
ISBN
В пособии рассматриваются вопросы точности обработки деталей на металлорежущих станках в связи с их базированием в станочных приспособлениях. Приводятся основные положения из теории базирования, анализируются причины возникновения погрешностей при базировании обрабатываемых деталей, излагаются принципы выбора баз на различных этапах технологического процесса механической обработки. Особое внимание уделено выбору черновых баз для широкой номенклатуры изделий различных отраслей металлообработки. Рассматриваются распространенные теоретические схемы базирования на оригинальных учебных лабораторных установках, разработанных и изготовленных в лабораториях кафедры. В некоторых лабораторных работах приводятся программы расчета и анализа ошибок базирования. В приложении предлагается набор задач на базирование для закрепления теоретического материала и справочные сведения для расчета ошибок базирования.
Учебное пособие предназначено для студентов IV – VI курсов инженерного факультета при изучении дисциплин: "Технология машиностроения", "Технология двигателестроения", "Технология турбостроения", "Технология автоматизированного производства", "Размерный анализ технологических процессов", "Спецкурс технологии машиностроения", "Технологическая оснастка". Пособие рекомендуется использовать при выполнении курсовых и дипломных работ.
Подготовлено на кафедре технологии машиностроения, металлорежущих станков и инструментов.
ISBN |
ББК |
©Издательство Российского университета дружбы народов, 2003
©А.С. Кошеленко, Г.Г. Позняк, Д.К. Сингх, 2003
СОДЕРЖАНИЕ |
|
БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИ - |
4 |
НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ - - - - - - - |
13 |
ВЫБОР ЧЕРНОВОЙ БАЗЫ - - - - - - - - - - - - - - - - - - - - - - |
13 |
ПРИНЦИП СОВМЕЩЕНИЯ (ЕДИНСТВА) БАЗ - - - - - - - |
|
|
23 |
ПРИНЦИП ПОСТОЯНСТВА БАЗ - - - - - - - - - - - - - - - - - |
23 |
ЛАБОРАТОРНАЯ РАБОТА № 1 |
|
ВЫБОР ГЛАВНОЙ ОПЕРАЦИОННОЙ БАЗЫ ПРИ |
|
БАЗИРОВАНИИ ВТУЛКО- И ДИСКООБРАЗНЫХ |
|
ЗАГОТОВОК КОМПЛЕКТОМ БАЗ, СОСТОЯЩИМ ИЗ |
|
ОТВЕРСТИЯ И ТОРЦА - - - - - - - - - - - - - - - - - - - - - - - - - |
27 |
ЛАБОРАТОРНАЯ РАБОТА № 2 |
|
ИССЛЕДОВАНИЕ ТОЧНОСТИ БАЗИРОВАНИЯ |
|
ДЕТАЛЕЙ ПО ПЛОСКОСТИ И ДВУМ ОТВЕРСТИЯМ - |
38 |
ЛАБОРАТОРНАЯ РАБОТА № 3 |
|
ИЗМЕРЕНИЕ ОШИБОК БАЗИРОВАНИЯ ДЕТАЛЕЙ |
|
ПРИ УСТАНОВКЕ НА ЦЕНТРОВЫЕ ОТВЕРСТИЯ - - - - |
55 |
ЛАБОРАТОРНАЯ РАБОТА № 4 |
|
НАСТРОЙКА ФРЕЗЕРНОГО СТАНКА НА ОБРАБОТКУ |
|
ПАРТИИ ДЕТАЛЕЙ С УЧЕТОМ ПОГРЕШНОСТИ |
|
БАЗИРОВАНИЯ - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - |
68 |
ЛАБОРАТОРНАЯ РАБОТА № 5 |
|
ИССЛЕДОВАНИЕ ТОЧНОСТИ БАЗИРОВАНИЯ |
|
ДЕТАЛИ ТИПА РЫЧАГ (ШАТУН) ПРИ ОБРАБОТКЕ |
|
ОТВЕРСТИЙ В ЕГО ГОЛОВКАХ - - - - - - - - - - - - - - - - - |
93 |
ПРИЛОЖЕНИЯ |
|
ПРИЛОЖЕНИЕ 1 – ЗАДАЧИ НА БАЗИРОВАНИЕ - - - |
118 |
ПРИЛОЖЕНИЕ 2 – СХЕМЫ И ПОГРЕШНОСТИ |
|
БАЗИРОВАНИЯ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ В |
|
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЯХ - - - - - - - - - - - - - |
138 |
3
БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИ
В процессе механической обработки детали должны быть определенным образом ориентированы относительно траекторий формообразующих движений и движений подач, реализуемых механизмами и узлами станков.
Эта задача решается базированием. В общем случае базированием называется придание заготовке требуемого положения относительно выбранной системы координат (ГОСТ
21495-76). Термин "требуемое положение" означает здесь обобщенное понятие, которое может быть определено как такое положение заготовки относительно режущего инструмента, которое обеспечивает реализацию технических требований на размеры и форму поверхности, обработанной на данной операции.
"Выбранная система координат" в данном случае связана с основными опорами приспособления и условно полагается неподвижной.
Для выполнения технологической операции, кроме базирования обрабатываемой заготовки, необходимо обеспечить еще ее неподвижность относительно основных опор, тем самым обеспечивается постоянство приданного заготовке положения, то есть сохранения неизменности достигнутой ориентировки. Таким образом, при установке заготовок в приспособлениях решаются две различные задачи: ориентировка, осуществляемая базированием, и создание неподвижности, обеспечиваемое их закреплением.
Для полного исключения подвижности твердого тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат и трех вращений вокруг указанных осей. Это достигается наложением связей. Различают позиционные (геометрические) связи, ограничивающие перемещения, и кинематические связи, ограничивающие скорости.
При обработке деталей на металлорежущих станках, главным образом, имеют дело с позиционными (т.е. геометрическими) связями.
4

Для ориентировки призматического тела в пространстве необходимо соединить три точки а1, а2, а3 его нижней поверхности, не лежащие на общей прямой, двусторонними позиционными связями с плоскостью XOY прямоугольной системы координат (рис. 1). При этом двусторонние связи, символизируемые координатами z, могут быть представлены в виде недеформируемых стержней, сохраняющих, однако, способность скользить по плоскости XOY вдоль осей OX и OY, не отрываясь от нее и от нижней плоскости А призматического тела. В результате этого призматическое тело лишается трех степеней свободы, оно теряет возможность поступательного движения вдоль оси OZ и вращательного движения вокруг осей OX и OY. Для лишения тела еще двух степеней свободы, т.е. лишения
возможности перемещений вдоль оси ОХ и поворотов вокруг оси OZ, необходимо соединить его боковую поверхность В двумя двусторонними связями (координатами х) с плоскостью YOZ. Для полной ориентировки тела в пространстве необходимо лишить его шестой степени свободы, т.е. возможности перемещения вдоль оси OY; для этого следует соединить поверхность С одной двусторонней связью y с плоскостью
XOZ.
В рассмотренном случае недеформируемые стержни (координаты x, y и z) представляют собой двусторонние "идеальные связи", число которых (шесть) соответствует числу степеней свободы, отбираемых у тела при наложении связей.
Шесть наложенных двусторонних связей обеспечивают заданную
5
ориентировку тела относительно системы координат OXYZ и фиксирование тела в данном положении. Идеальный характер связей, представленных на рис. 1, состоит в том, что, во-первых, условные стержни, обозначенные символами X, Y и Z, являются абсолютно жесткими, а во-вторых, контакт этих стержней с твердым телом рассматривается как точечный, и в контакте отсутствует трение. Кроме того, поставлено условие, что твердое тело не отрывается от стержней, то есть связь является двусторонней. Двусторонняя связь исключает возможность движения тела вдоль (или вокруг) соответствующей оси в обе стороны. Таким образом, при наложении связей число лишаемых ими степеней свободы твердого тела часто не равняется числу точек контакта. Например, при двусторонних идеальных связях (т.е. связях без трения) число связей вдвое меньше числа точек контакта, а при неидеальных односторонних связях (т.е. связях с трением) число связей оказывается больше числа точек контакта. Обратите внимание, что в реальных условиях контакт грани А призматического тела с плоскостью XOY (рис. 1), лишит его подвижности из-за сил трения (т.е. наложит шесть связей), хотя число точек контакта будет только три (плоскость).
В реальных конструкциях станочных приспособлений идеальный характер связей нарушается:
-опоры всегда обладают определенной податливостью;
-контакт опор с обрабатываемой заготовкой происходит по множеству микровыступов в пределах площадки контакта;
-при установке на опоры каждая из опор реализует одну одностороннюю связь, и для того, чтобы придать этой связи свойство двусторонности, необходимо приложить силу, превышающую возникающие при обработке силы резания, силы инерции и др.
При этом под "опорной точкой" подразумевается идеальная точка контакта поверхности заготовки и приспособления, лишающая заготовку одной степени свободы, делая невозможным ее перемещение в направлении, перпендикулярном опорной поверхности.
6
Конфигурация системы определяется наложенными на нее идеальными позиционными связями. Поэтому при базировании заготовки в приспособлении имеют значение и расположение идеальных опорных точек. Число идеальных опорных точек в приспособлении можно условно считать равным числу степеней свободы, отнимаемых у заготовки при базировании в данном приспособлении.
ПРАВИЛО ШЕСТИ ТОЧЕК. Для полного базирования заготовки в приспособлении необходимо и достаточно создать в нем шесть опорных точек, расположенных определенным образом относительно баз заготовки.
Базой называют используемую для базирования поверхность, линию или точку, принадлежащую обрабатываемой заготовке.
В зависимости от числа идеальных опорных точек, с которыми база находится в контакте, и, следовательно, в зависимости от числа лишаемых степеней свободы применяется следующая классификация баз (эта классификация обязательна для использования в документации всех видов, учебниках, технической и справочной литературе).
Установочная база лишает заготовку трех степеней свободы
– перемещения вдоль одной координатной оси и поворотов вокруг двух других (рис. 2, а).
Направляющая база лишает заготовку двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси (рис. 2, а).
Опорная база лишает заготовку одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси. На рис. 2, а представлен только один вариант. Второй вариант смотри далее по тексту, например, лабораторная работа №2.
Двойная направляющая база лишает заготовку четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг этих осей (рис. 2, б).
7
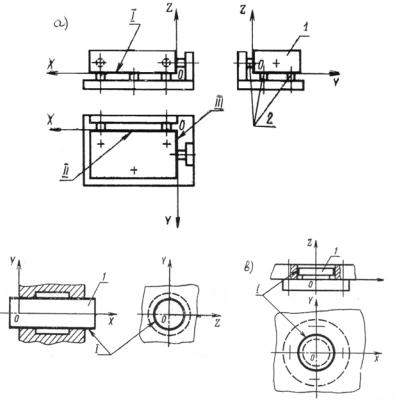
Двойная опорная база лишает заготовку двух степеней свободы – перемещений вдоль двух координатных осей (рис. 2, в).
б)
Рис.2. Классификация баз по лишаемым степеням свободы:
а) I – установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей Х и Y; II – направляющая база заготовки, лишающая ее перемещения вдоль оси Y и поворота вокруг оси Z; III – опорная база заготовки, лишающая ее перемещения вдоль оси Х; 1 – заготовка; 2 – опоры приспособления. б) I – двойная направляющая база детали, лишающая ее перемещения вдоль осей Y и Z и поворотов вокруг осей Y и Z; 1 – деталь.
в) I – двойная опорная база детали, лишающая ее перемещений вдоль осей X и Y; 1 – деталь.
8
По характеру проявления различают явные и скрытые базы. Явная база заготовки – это реальная ее поверхность или разметочная риска на ней, или точки пересечения рисок. Скрытая база заготовки – это воображаемая плоскость симметрии, ось или точка, принадлежащая оси. Во всех случаях любой скрытой базе соответствует какая-либо поверхность или совокупность поверхностей. Скрытые базы образованы нашим воображением, их нельзя пощупать. Другими словами, это условные базы, которые помогают нам решать некоторые технологические задачи.
Количество баз, необходимых для базирования заготовки на данной операции, определяется технологическими требованиями. Во многих случаях нет необходимости в полной ориентировке заготовки с использованием всего комплекта из трех баз, контактирующих с шестью опорными точками приспособления или станка, и ориентировка осуществляется меньшим количеством баз. Другими словами, сами технические требования указывают, сколько должно быть использовано баз на операции и какими должны быть эти базы.
При проектировании технологических операций после изучения технологической задачи принимается решение о количестве необходимых для ее выполнения баз и идеальных опорных точек. Затем на операционном эскизе изображается так называемая "теоретическая схема базирования" (рис. 3, б).
Теоретическая схема базирования представляет собой схему расположения на технологических базах заготовки идеальных опорных точек и условных точек, символизирующих позиционные связи заготовки с принятой системой координат (опорные поверхности приспособлений, координатные плоскости станка и т.п.). При этом на контурных линиях поверхностей заготовок, принятых в качестве технологических баз, проставляются условные обозначения идеальных точек контакта заготовок и приспособлений, которые лишают заготовку соответствующего числа степеней свободы. Согласно ГОСТ 21495-76 идеальная
опорная точка обозначается символами - для вида сбоку и ◊ - для вида сверху. На скрытых базах заготовки (осевые линии,
9