

5. Режимы резания
Глубина
фрезерования![]() иширина фрезерования
иширина фрезерования![]() – понятия, связанные с размерами слоя
заготовки, срезаемого при фрезеровании
(см. рис. 1.1). Во всех видах фрезерования,
за исключением торцевого,
– понятия, связанные с размерами слоя
заготовки, срезаемого при фрезеровании
(см. рис. 1.1). Во всех видах фрезерования,
за исключением торцевого,![]() определяет продолжительность контакта
зуба фрезы с заготовкой,
определяет продолжительность контакта
зуба фрезы с заготовкой,![]() измеряют в направлении, перпендикулярном
к оси фрезы. Шириной фрезерования
измеряют в направлении, перпендикулярном
к оси фрезы. Шириной фрезерования![]() определяют длину лезвия зуба фрезы,
участвующую в резании,
определяют длину лезвия зуба фрезы,
участвующую в резании,![]() измеряют в направлении, параллельном
оси фрезы. При торцевом фрезеровании
эти понятия меняются местами.
измеряют в направлении, параллельном
оси фрезы. При торцевом фрезеровании
эти понятия меняются местами.
Подача.При фрезеровании различают подачу на
один зуб![]() ,
подачу на один оборот фрезы
,
подачу на один оборот фрезы![]() и подачу минутную
и подачу минутную![]() ,
мм/мин, которые находятся в следующем
соотношении:
,
мм/мин, которые находятся в следующем
соотношении:
![]() ,
(5.1)
,
(5.1)
где
![]() – частота вращения фрезы, об/мин;
– частота вращения фрезы, об/мин;![]() – число зубьев фрезы.
– число зубьев фрезы.
Исходной
величиной подачи при черновом фрезеровании
является величина ее на один зуб
![]() ,
при чистовом фрезеровании – на один
оборот фрезы
,
при чистовом фрезеровании – на один
оборот фрезы![]() ,
по которой для дальнейшего использования
вычисляют величину подачи на один зуб
,
по которой для дальнейшего использования
вычисляют величину подачи на один зуб![]() .
.
Рекомендуемые подачи для различных фрез и условий резания приведены в табл. 5.1 – 5.6.
Скорость резания– окружная скорость фрезы, м/мин,
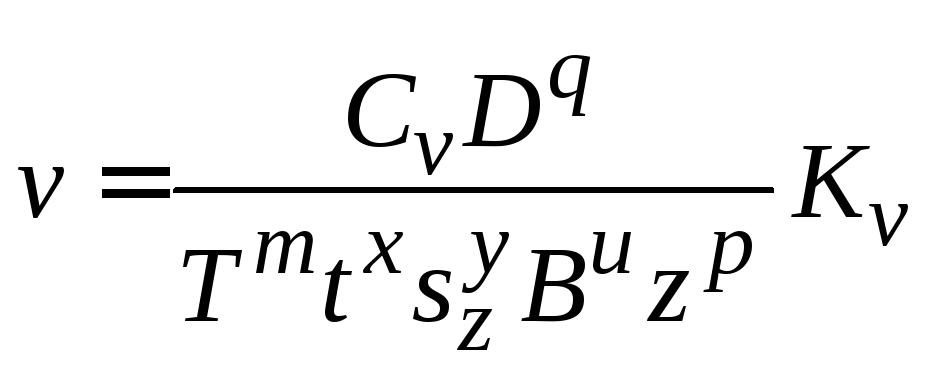 .
(5.2)
.
(5.2)
Значения
коэффициента
![]() и показателей степени приведены в табл.
5.7, а значение периода стойкости
и показателей степени приведены в табл.
5.7, а значение периода стойкости![]() – в табл. 5.8.
– в табл. 5.8.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
![]() ,
(5.3)
,
(5.3)
где
![]() – коэффициент, учитывающий качество
обрабатываемого материала (см. табл.
5.9 – 5.12);
– коэффициент, учитывающий качество
обрабатываемого материала (см. табл.
5.9 – 5.12);![]() – коэффициент, учитывающий состояние
поверхности заготовки (см. табл. 5.13);
– коэффициент, учитывающий состояние
поверхности заготовки (см. табл. 5.13);![]() – коэффициент, учитывающий материал
инструмента (см. табл. 5.14).
– коэффициент, учитывающий материал
инструмента (см. табл. 5.14).
Таблица 5.1
Подачи при черновом фрезеровании, цилиндрическими и дисковыми фрезами с пластинами из твердого сплава
|
Мощность станка |
Сталь |
Чугун и медные сплавы | ||
|
Подача на зуб
| ||||
|
Т15К6 |
Т5К10 |
ВК6 |
ВК8 | |
|
5…10 Св. 10 |
0,09…0,18 0,12…0,18 |
0,12…0,18 0,16…0,24 |
0,14…0,24 0,18…0,28 |
0,20…0,29 0,25…0,38 |
|
Примечания.
1. Приведенные значения подач для
цилиндрических фрез действительны
при ширине фрезерования
| ||||
Таблица 5.2
Подачи при черновом фрезеровании торцевыми, цилиндрическими и дисковыми фрезами из быстрорежущей стали
|
Мощность станка или фрезерной головки |
Жесткость системы заготовка– приспособление |
Фрезы | |||
|
Торцевые и дисковые |
Цилиндрические | ||||
|
Подача на один
зуб
| |||||
|
конструк- ционной стали |
чугуна и медных сплавов |
конструк- ционной стали |
чугуна и медных сплавов | ||
|
Фрезы с крупным зубом и фрезы со вставными ножами | |||||
|
Св. 10 |
Повышенная Средняя Пониженная |
0,20…0,30 0,15…0,25 0,10…0,15 |
0,40…0,60 0,30…0,50 0,20…0,30 |
0,40…0,60 0,30…0,40 0,20…0,30 |
0,60…0,80 0,40…0,60 0,25…0,40 |
Окончание табл. 5.2
|
Мощность станка или фрезерной головки |
Жесткость системы заготовка– приспособление |
Фрезы | |||
|
Торцевые и дисковые |
Цилиндрические | ||||
|
Подача на один
зуб
| |||||
|
конструк- ционной стали |
чугуна и медных сплавов |
конструк- ционной стали |
чугуна и медных сплавов | ||
|
5…10 |
Повышенная Средняя Пониженная |
0,12…0,20 0,08…0,15 0,06…0,10 |
0,30…0,50 0,20…0,40 0,15…0,25 |
0,25…0,40 0,12…0,20 0,10…0,15 |
0,30…0,50 0,20…0,30 0,12…0,20 |
|
До 5 |
Средняя Пониженная |
0,06…0,07 0,04…0,06 |
0,15…0,30 0,10…0,20 |
0,08…0,12 0,06…0,10 |
0,10…0,18 0,08…0,15 |
|
Фрезы с мелким зубом | |||||
|
5…10 |
Повышенная Средняя Пониженная |
0,08…0,12 0,06…0,10 0,04…0,08 |
0,20…0,35 0,15…0,30 0,10…0,20 |
0,10…0,15 0,06…0,10 0,06…0,08 |
0,12…0,20 0,10…0,15 0,08…0,12 |
|
До 5 |
Средняя Пониженная |
0,04…0,06 0,03…0,05 |
0,12…0,20 0,08…0,15 |
0,05…0,08 0,03…0,06 |
0,06…0,12 0,05…0,10 |
|
Примечания. 1. Бóльшие значения подач брать для меньшей глубины и ширины фрезерования, меньшие – для бо;´льших значений глубины и ширины. 2. При фрезеровании жаропрочной и коррозионностойкой стали подачи брать те же, что и для конструкционной стали, но не выше 0,3 мм/зуб. | |||||
Т аблица5.3
аблица5.3