

Отчет о преддипломной практике ПОИСОИ / 4 Раздел
.docx
4.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ФАЛЬЦЕВАЛЬНОГО
АППАРАТА HEIDELBERG STAHL
TI52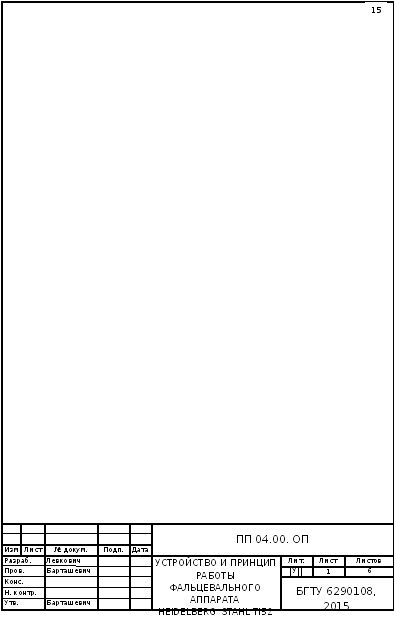
Фальцовка – это сгибание бумажных полотен или листов под давлением по подготовленной или неподготовленной прямой линии сгиба в соответствии с требуемыми размерами и расположением фальца. В технологии переплетного дела линия фальцовки называется фальцем. Материалы/полуфабрикаты для обработки – это полотно и листы. Термин «переплетный» лист выбран для листа, который должен быть сфальцован.
В результате фальцовки в виде промежуточной продукции может быть получены сфальцованные листы, тетради для производства книжных блоков, многотетрадных брошюр и брошюр, сшитых внакидку. Готовой продукцией станут: сфальцованные брошюры для отраслей промышленности, торговли и культуры; корреспонденция различной конструкции, изготовленная при помощи узлов резки и скрепления фальцевальной машины; однотетрадные брошюры, скомплектованные вкладкой, со склейкой тетрадей по корешковым фальцам. Возможно применение аппаратов для нанесения клеевой полоски и режущих устройств в фальцевальных машинах.
Выделяют кассетную и ножевую фальцовку (перпендикулярную).
Принцип кассетной фальцовки. Переплетный лист проходит через верхний и нижний валики в фальцкассету. Лист ударяется о задний упор, в результате чего в зоне кассеты за счет вращения фальцующих валиков из бумажного полотна образуется петля. Затем петля захватывается нижними фальцевальными валиками. При прохождении между фальцевальными валиками образуется сгиб.
Принцип ножевой фальцовки. Лист для фальцовки подаётся между фальцевальным ножом и фальцевальными валиками. Фальцевальный нож ударяет лист по линии сгиба между фальцевальными валиками, и при прохождении между ними образуется сгиб. Оба метода представлены на рис. 4.1
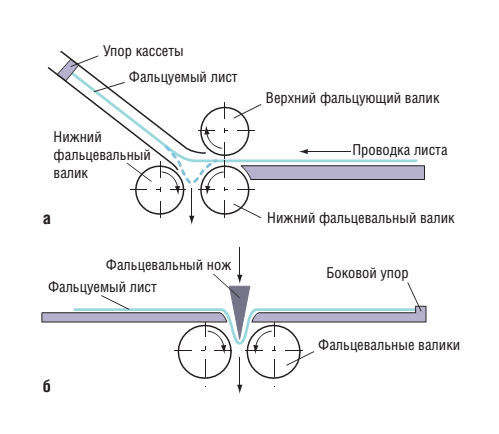
Рис 4.1 Принцип фальцовки в листовых фальцевальных машинах (а- кассетная, б- ножевая)
Кассетная фальцевальная секция. Три фальцующих валика и одна фальцевальная кассета ограничивают фальцевальное пространство, в котором на бумаге образуется складка для сгиба. Правильная геометрия фальцевального пространства (диаметр и положение фальцующих валиков, формирование верхнего и нижнего входного отверстия кассеты), а также установка фальцевальной кассеты являются предпосылкой для надёжной и точной фальцовки. Вращающиеся фальцевальные валики обеспечивают бесперебойную работу фальцевальной секции. Для быстрой регулировки зазора между фальцевальными валиками служит регулировочное устройство, в зажим которого вводится такое количество полос бумаги, которое соответствует толщине сфальцованного листа.
Особое значение для хорошего качества фальцовки имеет поверхность фальцевальных валиков. Они должны проводить лист без проскальзывания, с точным соблюдением рихтовки и без отмарывания. Наличие эластичных и устойчивых полиуретановых материалов с самоочищающимися свойствами привело к разработке валиков с «многослойной поверхностью». В паре фальцевальных валиков стальное и полиуретановое кольца вращаются в противоположных направлениях. Полиуретановые кольца обеспечивают проводку листа без проскальзывания, в то время как стальной корпус валика отводит электростатические заряды бумаги.
Из-за удара кромки листа об упор кассеты при фальцовке возникает типичный звук. Полностью это предотвратить невозможно. Поэтому кассетные фальцевальные устройства оснащены шумоподавляющими кожухами. Фальцевальная кассета – это стержневая конструкция с минимальной опорной поверхностью для листа. Упор кассеты, который обеспечивает положение сгиба при фальцовке на поверхности листа, может точно перемещаться в кассете. Образование складки для сгиба определяется также свойствами бумаги и скоростью подачи листа. Поэтому регулировка фальцевальных машин производится в зависимости от материала и производственной скорости.
Как правило, в фальцаппаратах последовательно подключены от двух до восьми фальцевальных устройств (четыре вверху и четыре внизу); для специальных машин возможно значительное увеличение их числа. Неиспользуемые фальцевальные секции отключаются посредством отражателей (дефлекторов) листов, интегрированных в кассеты или в фальцаппараты. В кассетных фальцаппаратах можно выполнять только параллельный фальц (последовательные сгибы производятся параллельно друг другу). Наряду с непрерывным рабочим процессом и высокой вариабельностью кассетных фальцаппаратов особо следует выделить некоторые их важные признаки:
• высокая производительность;
• незначительные допуски при фальцовке;
• простая конструкция.
Однако кассетные фальцаппараты чувствительно реагируют на:
• слишком лёгкую бумагу (< 40 г/м2) и слишком плотную бумагу (> 120 г/м2);
• высокий электростатический заряд печатной бумаги.
Компактная конфигурация кассетной фальцевальной секции даёт возможность последовательно подключать эти узлы к фальцевальным аппаратам, как показано на рис. 4.2.
Рис 4.2 Кассетный фальцаппарат с четырьмя фальцевальными секциями и валами для инструмента
Фальцевальный аппарат Heidelberg Stahl TI52 позволяет делать до 8 параллельных фальцев либо 4 параллельных и еще 4 перпендикулярных со скоростью до 15 000 листов/час.
Максимальным форматом листа является 720х520 мм, минимальный формат листа: 90х100мм. Минимальное расстояние от края листа до фальца: 55 мм. Возможность использовать плотность бумаги от 60 до 180 г/м2. Изображение фальцевальной машины представлено на рис 4.3:

Рис 4.3 Фальцевальная машина Heidelberg Stahl TI52 и TI36
Схема устройства валов и кассет представлена на рис. 4.4:

Рис 4.4 Расположение валов и кассет в фальцевальном аппарате Heidelberg Stahl TI52
Heidelberg Stahl TI52 представляет собой комбинированную фальцевальную машину. Она состоят из комбинации кассетных и ножевых фальцевальных секций. Кассетная фальцевальная секция установлена перед ножевыми. Первая ножевая фальцевальная секция стоит под углом 90° к кассетной фальцсекции; вторая – под первой, и также предназначена для перпендикулярной фальцовки. Перед фальцаппаратом стоит самонаклад, а за ним – выводное устройство, которое в соответствии с выполняемой схемой фальцовки может продвигаться к двум или трём выходам. При необходимости эта комбинация может дополняться ещё одной кассетной фальцевальной секцией, расположенной в поперечном направлении. Для обычной фальцовки на полиграфических предприятиях, занимающихся отделочными процессами, такая вариабельность является достаточной. Кроме того, комбинированные фальцевальные машины отличаются целым рядом признаков:
• для них требуется меньшая площадь, и они дешевле кассетных фальцевальных машин;
• бумага с экстремальными свойствами (например, тонкая и толстая бумага) может более надёжно фальцеваться, чем на кассетных фальцевальных машинах;
• машины быстро переналаживаются для выполнения следующего заказа. Дифференциация ширины листов для этого типа машин: 56, 66, 78 и 94 см. Машина состоит из плоскостапельного самонаклада, комбинированного фальцаппарата и каскадного выводного устройства.