

8.4.3. Принципиальная конструкция унрс с вытягиванием слитка из кристаллизатора
Жидкая сталь из сталеразливочного ковша 1 поступает в промежуточный 2, а затем в радиальный кристаллизатор 3, снабженный механизмом качания 5. После выхода из кристаллизатора слиток, проходя через зону вторичного охлаждения, движется по роликовой проводке, образованной верхним и нижним рядами роликов. У узких торцевых граней ролики имеются лишь вблизи кристаллизатора. Для удобства замены при ремонтах группы соседних верхних и нижних роликов объединены в отдельные секции, где в общем каркасе смонтировано от 2 до 7 пар роликов. Каждая секция опирается на фундамент, при этом нижний ряд роликов является неподвижным (базовым), а верхний снабжен пружинным или гидравлическим механизмом прижатия к слитку и механизмом перемещения, что позволяет изменять толщину отливаемого слитка.
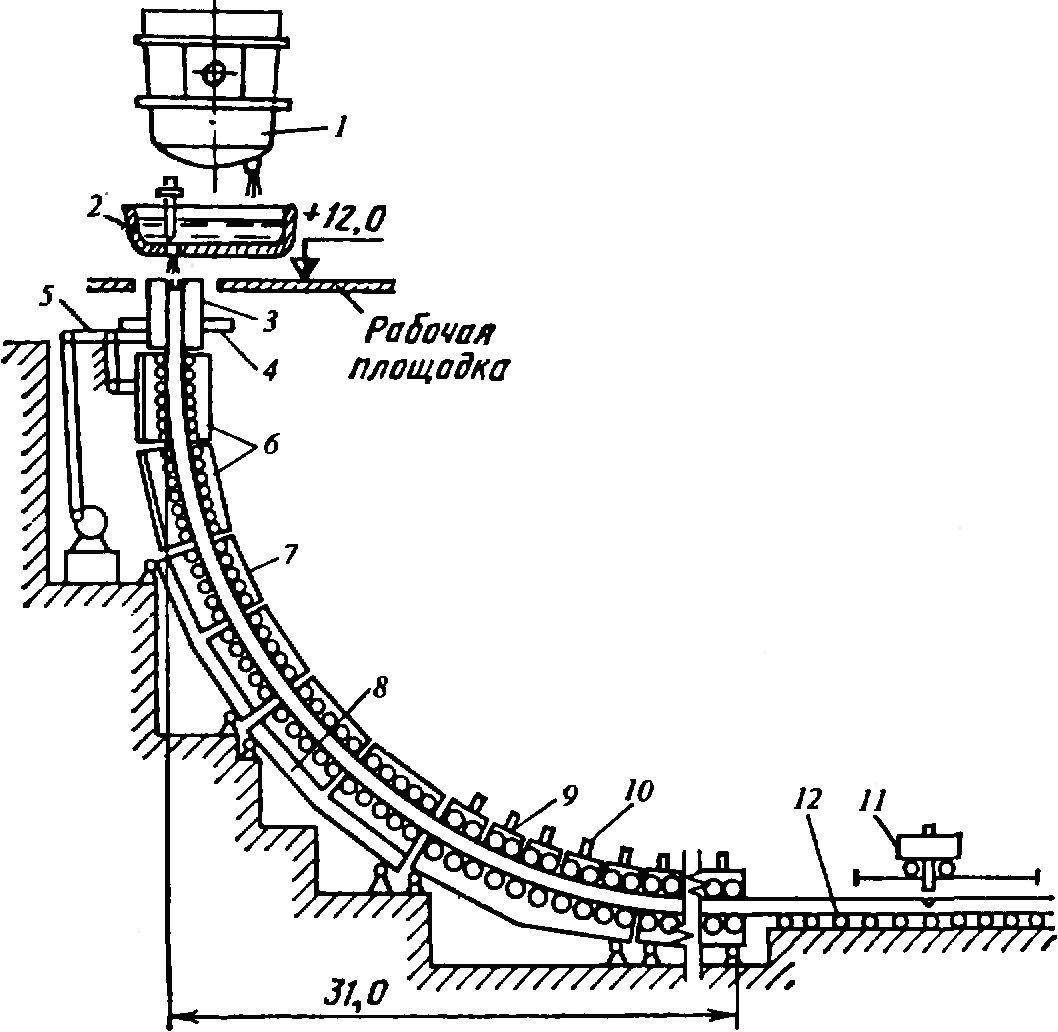
Рис. 8.11. Криволинейная слябовая УНРС:
1 — сталеразливочный ковш; 2 — промежуточный ковш; 3 — кристаллизатор; 4 — опорная рама кристаллизатора; 5 — механизм качания кристаллизатора; б, 7, 9 — секции роликовой проводки (соответственно четырнадцати-, десяти- и четырехроликовые); 8 — опорные балки: 10 — механизм прижатия и перемещения роликов; 11 — газорезка; 12 — рольганг
Верхняя часть роликовой проводки предотвращает выпучивание корки слитка. Приводными, обеспечивающими движение и разгибание слитка, обычно выполняют ролики нижнего ряда. При этом ролики, расположенные вблизи кристаллизатора обычно являются неприводными, на участке с постоянным радиусом кривизны лишь некоторые ролики соединены с приводом, а на участке разгибания и выпрямления все или почти все ролики приводные. В связи с тем, что по мере увеличения толщины затвердевающей корки жесткость слитка возрастает, диаметр роликов по мере отдаления от кристаллизатора увеличивается. Так при отливке слитков толщиной 300мм диаметр роликов от 150-200 мм у кристаллизатора возрастает до 480-600 мм на горизонтальном участке.
Машины конструируют так, что горизонтальноое движение слитка осуществляется на уровне пола цеха. На этом же участке производят резку слитка на куски мерной длины. Максимальный радиус существующих УНРС этого типа при отливке слитков толщиной до 350 мм составляет 12 м.
8.4.4. Основные узлы унрс
Промежуточный ковш, обеспечивающий подвод жидкого металла из сталеразливочного ковша в кристаллизатор — это ковш небольшой (менее 1,6м) высоты с одним, а на многоручьевых УНРС с несколькими разливочными стаканами, как правило, имеющими стопора; ковш вмеещает от 8—10 до 15 % массы металла в сталеразливочном ковше. Помимо подвода жидкого металла в кристаллизатор промежуточный ковш обеспечивает постоянство условий подачи металла в кристаллизатор в течение всей разливки, т.е. одинаковый и небольшой напор струи металла, поступающего в кристаллизатор (за счет поддержания в ковше постоянного уровня металла высотой 0,6—1,2 м).
Промежуточный ковш по устройству схож с аналогичными ковшами для разливки стали в изложницы; в поперечном сечении промежуточные ковши чаще всего имеют форму вытянутого прямоугольника, чтобы обеспечить на многоручьевых УНРС подачу металла в несколько кристаллизаторов, обычно располагаемых в одну линию. Для снижения теплопотерь ковши накрывают футерованными крышками, а до начала разливки футеровку прогревают до температуры 900-1200 °С.
Кристаллизатор должен обеспечить быстрое формирование достаточно толстой и прочной корки слитка без дефектов. Для обеспечения этого и предотвращения расплавления самого кристаллизатора при подаче в него жидкой стали, стенки кристаллизаторов делают водоохлаждаемыми, а внутреннюю их часть, соприкасающуюся с жидким металлом, выполняют из меди. Медь, несмотря на ее легкоплавкость (температура плавления 1083 °С) и невысокую твердость и прочность, применяют потому, что благодаря высокой теплопроводности она быстро передает тепло охлаждающей воде и даже при контакте с жидкой сталью не перегревается и сохраняет прочность.
Применяют кристаллизаторы трех типов: блочные, гильзовые и составные.
Наибольшее распространение получили составные (сборные) кристаллизаторы, которые выполняют из четырех отдельных стенок, скрепленных в одно целое с помощью специальных стяжных устройств. Общий вид одной из разновидностей подобных кристаллизаторов показан на рис. 8.12 (кристаллизатор для отливки слитков плоского сечения). Каждая стенка составного кристаллизатора состоит из медной и стальной пластин (плит), скрепленных друг с другом с помощью шпилек. Медная плита обеспечивает быстрый теплоотвод, стальная — придает стенке прочность и при больших размерах плиты ее делают литой с ребрами жесткости.
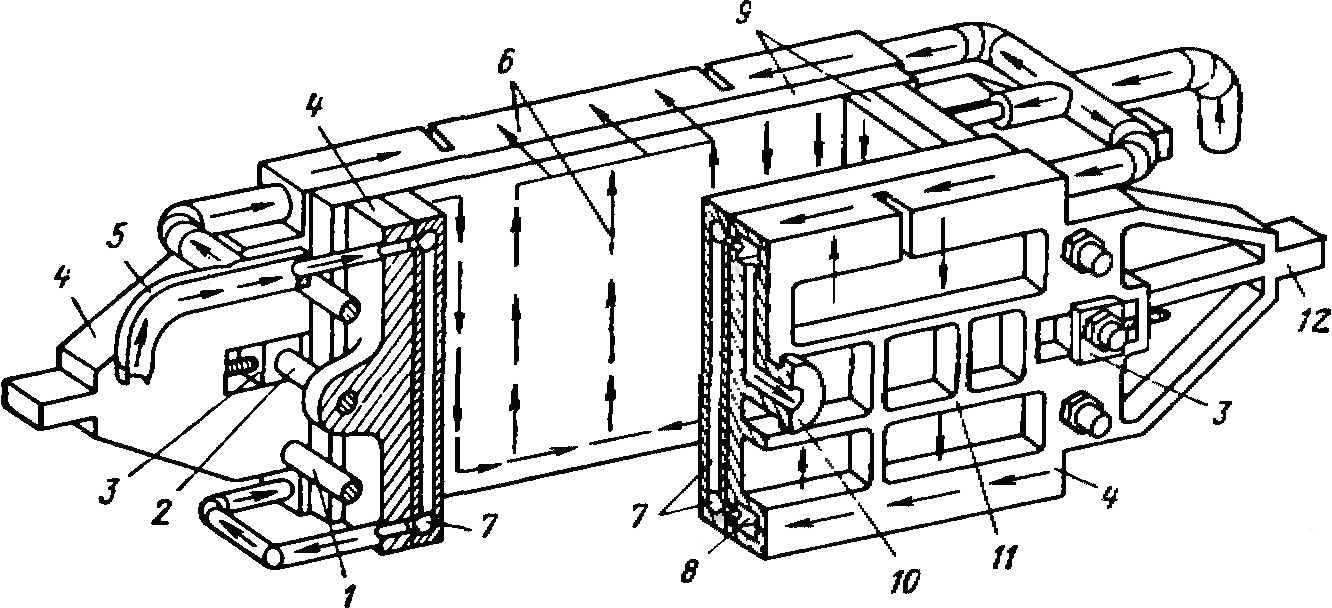
Рис. 8.12. Составной кристаллизатор с петлевой системой охлаждения для отливки плоских слитков:
1 — стяжной болт; 2 и 3 — ось и сухарь для регулирования положения узкой стенки; 4 — стальная плита; 5 — водоподводящий коллектор; б — направление движения воды; 7 — каналы для воды в медных плитах; 8 — каналы для воды в стальных плитах; 9 — медная плита; 10 — слив воды; 11 — ребра жесткости; 12 — опора кристаллизатора на раму механизма качания
Из-за малой твердости и прочности меди внутренняя поверхность стенок кристаллизатора сравнительно быстро изнашивается и повреждается в результате трения о поверхность вытягиваемого слитка. Поэтому составные кристаллизаторы после разливки 40—70 плавок разбирают и поврежденный рабочий слой стенок сострагивают, после чего кристаллизатор собирают и вновь эксплуатируют. Такую операцию повторяют до трех—пяти раз за время службы медной стенки, что позволяет уменьшить расход меди. С целью повышения износостойкости все шире применяют покрытие рабочей поверхности медных стенок тонким слоем более износостойких материалов; в частности, находят применение хромовое, никелевое, железоникелевое, железоникельвольфрамовое и другие покрытия. Покрытия имеют толщину от 0,15 до 1 мм, их наносят гальваническим методом, напылением, наплавкой и другими способами. Кроме того, для изготовления стенок кристаллизаторов пробуют применять сплавы на основе меди, обладающие более высокой износостойкостью (сплавы, содержащие до 0,1—2,5% серебра, хрома, кобальта, никеля и др.).
Подвод и отвод воды к каналам медных стенок осуществляют либо по кольцевым трубам, охватывающим верх и низ кристаллизатора, либо по каналам в стальных плитах. Скорость воды в каналах кристаллизатора должна быть не менее 5 м/с, температура отходящей воды не выше 40 °С; расход воды составляет около 90 м3/ч на 1м периметра полости кристаллизатора, при прямоточном охлаждении.
Механизм качания кристаллизатора обеспечивает в течение всей разливки возвратно-поступательное движение кристаллизатора вверх-вниз, т.е. вдоль отливаемого слитка, что необходимо для предотвращения отрыва верхней тонкой части корки от движущегося слитка вследствие трения о стенки кристаллизатора. В случае отрыва верхняя часть корки зависает на стенках кристаллизатора, а место разрыва движется с остальной частью слитка вниз, и после его выхода из кристаллизатора происходит вытекание жидкого металла в зону вторичного охлаждения (прорыв металла под кристаллизатором) с аварийной остановкой разливки. Положительное воздействие внедренного позднее возвратно-поступательного движения объясняется следующим: в период совместного движения кристаллизатора и слитка вниз трение между ними отсутствует и затвердевающая корка слитка утолщается и упрочняется так, что при последующем движении кристаллизатора вверх она не разрывается.
Движение кристаллизатора вверх и вниз чаше всего осуществляют по синусоидальному закону, величина шага качания изменяется в пределах 3 — 20 мм, частота от 40 до 200—300 циклов в минуту, обычно при увеличении скорости частоту качания увеличивают.