

8.4.2. Основные типы унрс
УНРС с вытягиванием слитка из кристаллизатора. УНРС этого типа нашли наиболее широкое применение и имеют много разновидностей. В зависимости от направления основной технологической оси установки (направления движения отливаемого слитка) различают (рис. 8.9) УНРС вертикального типа а, с изгибом слитка б, вертикально-радиальные в, радиальные г, криволинейные д, наклонно-криволинейные е, горизонтальные ж.
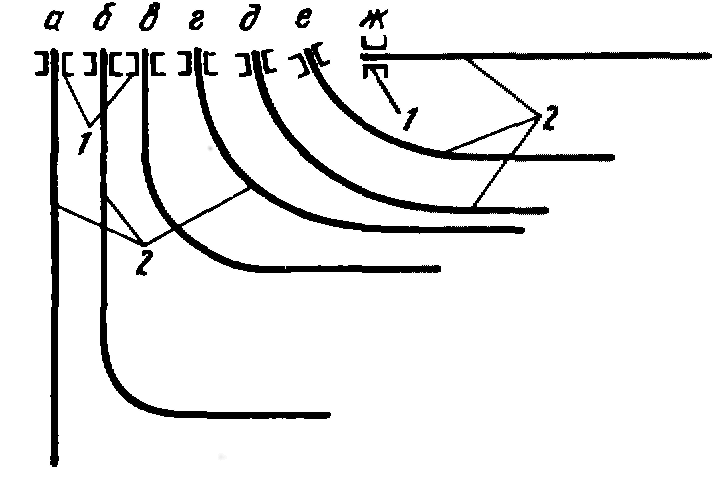
Рис. 8.9. Разновидности УНРС с вытягиванием слитка из кристаллизатора:
1 — кристаллизатор; 2 — отливаемый слиток
В зависимости от формы поперечного сечения отливаемого слитка различают слябовые УНРС; сортовые и блюмовые; УНРС для отливки заготовок круглого сечения; полых трубных заготовок; слитков сложного профиля, близких по сечению к готовому прокату.
В зависимости от числа одновременно отливаемых из одного сталеразливочного ковша слитков, УНРС могут быть одно-, двух- и многоручьевыми; с увеличением числа ручьев увеличивается производительность установки.
Скорость разливки, то есть скорость движения слитка при его толщине более 150 мм обычно находится в пределах от 0,5 до 1,5—2,5 м/мин; при отливке слитков малой толщины (квадрат размером менее 90x90 мм и слябы толщиной менее 70 мм) скорость разливки достигает 4—8 м/мин.
УНРС без скольжения слитка в кристаллизаторе начали применять для разливки стали в последние годы. Отсутствие скольжения обеспечивается за счет совместного движения поверхности кристаллизатора и слитка в начале его формирования, что достигается подачей жидкого металла на движущуюся охлаждаемую поверхность, выполняющую роль кристаллизатора.
Основные разновидности УНРС подобного типа: барабанные и одноленточные с подачей жидкого металла на поверхность вращающегося барабана (валка) или движущейся непрерывной ленты; двухвалковые, когда металл подают в зазор между двумя вращающимися валками; двухленточные, когда металл подают в зазор между двумя движущимися непрерывными лентами (сплошными или гусеничными); барабанно-ленточные (роторные), когда металл льют в зазор между вращающимся барабаном и движущейся лентой (рис.8.10).УНРС последнего типа (роторные) применяют для отливки слитков с сечением, близким к прямоугольному толщиной до 160 мм, остальные — для отливки полос и лент толщиной менее 10-20 мм и шириной до 800—1000 мм.
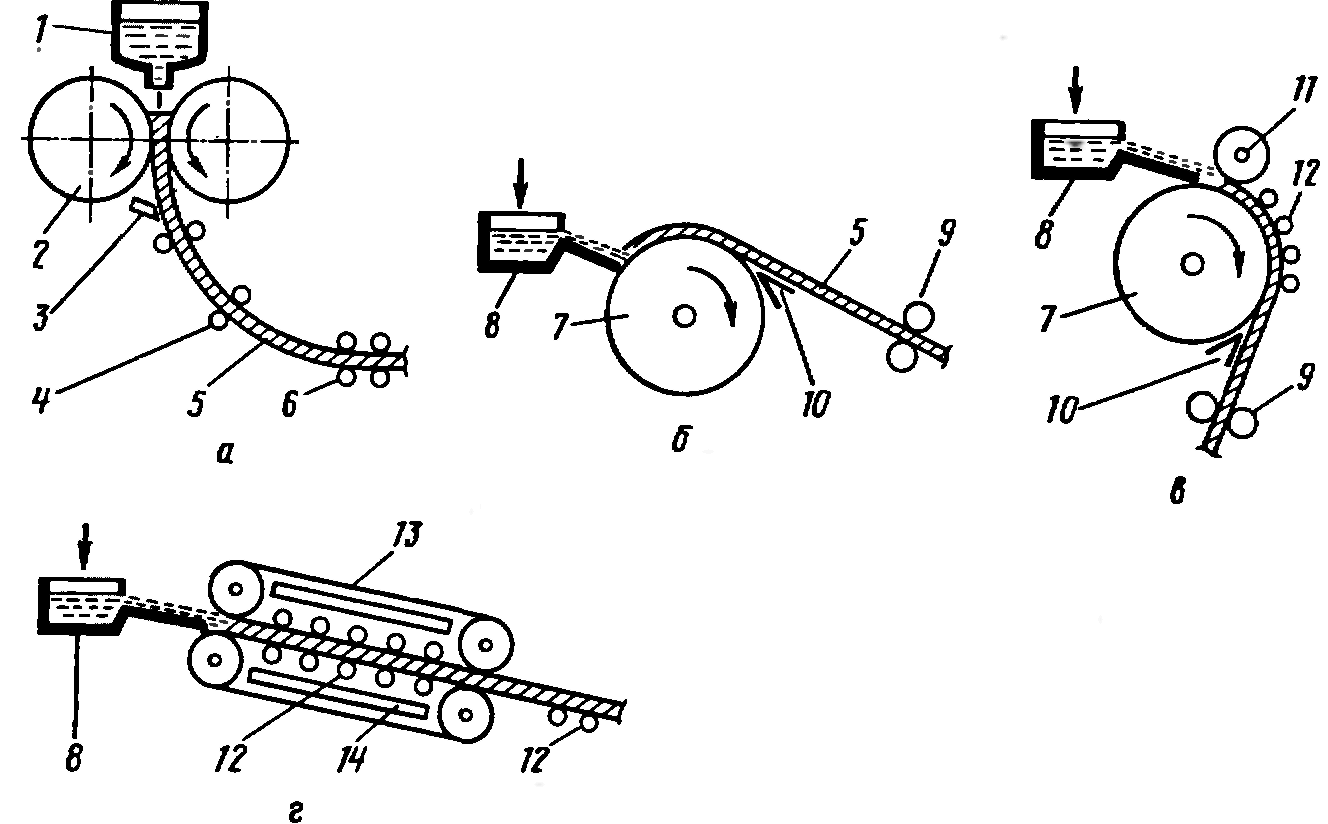
Рис. 8.10. УНРС без скольжения слитка в кристаллизаторе:
а — двухвалковая; б — барабанного типа без ограничительного ролика; в — барабанного типа с ограничительным роликом; г — двухленточная;
1— промежуточный ковш; 2 — охлаждаемый валок; 3 — изгибающее устройство; 4 — направляющие ролики; 5 — слиток; 6 — выпрямляющие ролики; 7 — охлаждаемый барабан; 8 — желоб; 9 — тянущие валки; 10 — снимающий клин; 11 — ограничительный ролик; 12 — опорные ролики; 13 — лента; 14 — охладитель ленты
Благодаря отсутствию трения между слитком и кристаллизатором скорость движения отливаемого слитка на таких УНРС значительно выше, чем на УНРС со скольжением слитка; при отливке полос и лент толщиной менее 1—2 мм эта скорость может достигать 100—150 м/мин и более.