Тема 2 електрохімічна обробка (ехо)
Електрохімічна розмірна обробка основана на локальному анодному розчиненні матеріалу заготовки в розчині при інтенсивному русі електроліту між електродами. Оброблюємість металлів та сплавів ЕХО залежить від їх хімічного складу і не залежить від їх механічних якостей і структурного стану.До переваг методу відносять високу якість поверхні при збільшенні продуктивності обробки ,відсутність теплової взаємодії на деталь,а також відсмутність зношення електроду –інструменту.
Використання ЕХО високоефективне і економічно доцільне:
-для обробки деталей з особливо твердих , крихких і вязких матеріалів (жароміцні,тверді і титанові сплави, нержавіючі і закалені сталі);
-для обробки конструктивно складних вузлів і деталей (лопатки газових турбін ,штампи , пресформи, литформи, внутрішні канали і порожнини і т. п.) навіть з матеріалів , які піддаються різанню;
-для заміни особливо працеємних операцій (видалення заусенців,скруглення кромок і т.п.);
-для одержання високоякісної, в тому числі полірованої поверхні без дефектів в поверхневому шарі.
По механізму процесу руйнування металу та впособу видалення з робочої зони продуктів реакції ЕХО ділиться на- анодно-гідравлічну, анодно-механічну та анадно абразивну обробку.
2.1. ПІДБІР ЕЛЕКТРОЛІТУ
Від складу електроліту залежить його електропровідність і швидкість розчинення металу. Якщо необхідно збільшити швидкість розчинення, беруть електроліти з більшою питомою провідністю, а для підвищення точності краще брати електроліти зі зниженої провідністю.
Для більшості сталей як електроліт використовують розчини хлориду-натрію/8-18 % чи нітрату натрію/15-20 %/.Для низьколегованих сталей у якості антикорозійного добавки використовують 0,02-0,03 % нітриту натрію. Титанові сплави обробляють у розчинах хлориду натрію /5-15 % /з добавкою 3-10 % броміду калію при нормальній чи підвищеної температурі.У випадку обробки алюмінієвих сплавів використовують розчини нітрату натрію /10-15 % /з добавкою 1-3 % лимонної кислоти.
2.2. КОНСТРУКЦІЇ ЦИЛІНДРИЧНИХ ОДНОМІСНИХ ЕЛЕКТРОДІВ-ІНСТРУМЕНТІВ
Існують наступні конструкції електродів -інструментів.
1.Електрод- інструмент цільної конструкції з робочою частиною і хвостовиком для базування і кріплення в цанговому затискачі верстата (рис. 2.1) .Використовується для ЕХО попередньо оброблених отворів діаметром до 5 мм, електроліт подають у робочу зону через отвір у чи заготівлі сопло паливом.
2. Електрод-інструмент порожньої конструкції з хвостовиком для базування і кріплення в цанговому затиску верстата (рис. 2.2 ) Служить для електрохімічної обробки отворів діаметром від 5 до 15 мм; електроліт подають чи відводять через центральний отвір.
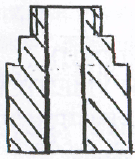
3. Електрод-інструмент порожньої конструкції з різьбовим закінченням цля кріплення у верстаті (рис 2.4) Застосовується для електрохімічної обробки отворів діаметром до 20-30 мм.
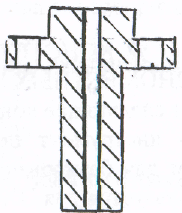
4- Електрод-інструмент із фланцем для базування і кріплення на верстаті ( рис 2. 5 )Використовується для ЕХО отворів діаметром більш 30 мм, електроліт подають чи відводять через центральний отвір.
![]()
![]()
Рис2.1 Рис2.2 Рис2.3 Рис2.4 Рис2.5
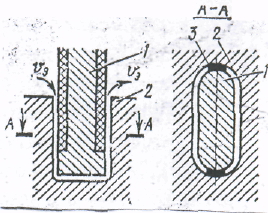
При прошиванні некруглих вузьких отворів великі труднощі викликає виготовлення центрального отвору, в електроді-інструменті в цьому випадку використовують суцільні електроди-інструменти 1 (рис 2.3). Зазор між електродом-інструментом, 1 і заготівлею 2 ущільнюють по всій глибині отвору прокладками 3. Електроліт подають з однієї сторони отвору. Він проходить під торцем інструмента і виходить з іншої сторонни прошивання порожнин застосовують для виготовлення штампів, ливарних форм, лопаток енергетичних машин (газотурбінних двигунів, гідроагрегатів) і ін.
2.3 РОЗРАХУНОК ЕЛЕКТРОДУ-ІНСТРУМЕНТУ ДЛЯ ЕЛЕКТРОХІМІЧНОЇ ОБРОБКИ
Електрод-інструмент проектують і виготовляють, як правило, для кожного типорозміру деталі. Точність форми і розмірів його профілю повинна бути на один квалитет вище, ніж оброблюваної поверхні (6-8квалітет). Шорсткість поверхні робочої частини не впливає на якість оброблюваної поверхні, але визначає характер плину електроліту, інтенсивність забруднення зазору продуктами обробки. Шорсткість робочої поверхні Rz 2,5. Електроди-інструменти проектують за результатами розрахунку профілю робочої частини.
2.3.1 ЕЛЕКТРОДИ -ІНСТРУМЕНТИ ДЛЯ СХЕМИ ПРОШИВАННЯ
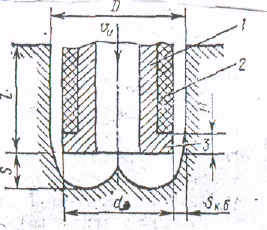
Отвори при прошиванні можуть бути циліндричними, конічними наскрізними чи глухими. В більшості випадків електрод виконують ввигляді трубки з ізольованої зовні покриттям 2. З боку робочого торця роблять бурт 3.
|
|
|
Рис 2.6 |