

3.2 Определение суммарной станкоемкости производственной программы и расчет числа станков станочного комплекса гпс
Расчет суммарной станкоемкости автоматизированной обработки на станках ГПС по каждому типоразмеру осуществляется по формуле [5]:
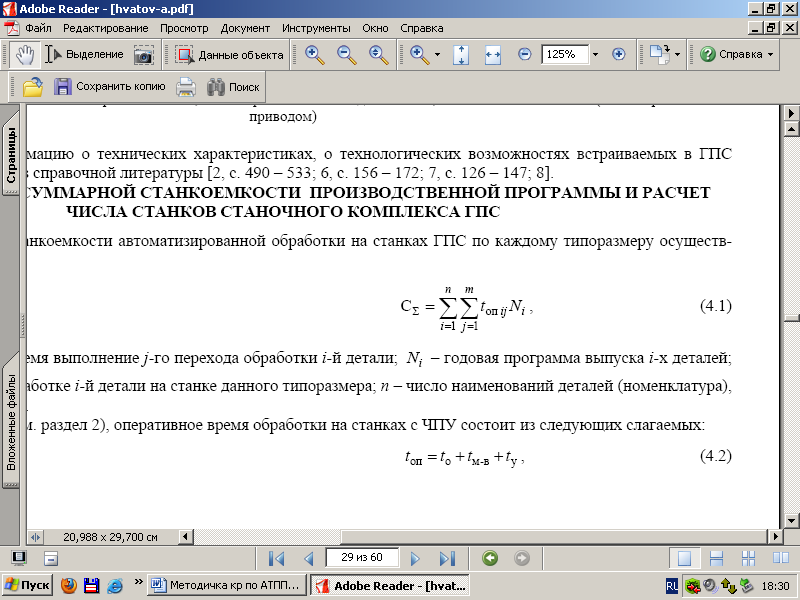 (4.1)
(4.1)
где tопij – оперативное время выполнение j-го перехода обработки i-й детали;
Ni – годовая программа выпуска i-х деталей;
m – число переходов в обработке i-й детали на станке данного типоразмера;
n – число наименований деталей (номенклатура), обрабатываемых на станке.
Как было показано (см. раздел 2), оперативное время обработки на станках с ЧПУ состоит из следующих слагаемых:
tоп = tо + tм-в + tу , (4.2)
где tо – основное время перехода (операции);
tм-в – машинно-вспомогательное время выполнения вспомогательных переходов, мин;
tу – время на установку и снятие детали, мин.
Значение основного времени tо определяется по каждому переходу и суммируется по операции в целом; значение машинно-вспомогательного времени tм-в устанавливается по нормативным данным, приводимым, например, в справочнике [2, c. 603 – 622].
Для автоматизированной смены устанавливаемой заготовки на станках с ЧПУ токарной группы можно принимать tу в среднем 0,12…0,18 мин на каждую операцию.
Расчет суммарной трудоемкости заданного номенклатурного ряда CΣ сводится сначала к определению станкоемкости обработки базовой детали-представителя – Сб, для чего для нее строится операционный эскиз и разрабатывается операционная технологическая карта (ГОСТ 3.1404–86, форма 1) с нормированием всех основных и вспомогательных переходов и операций в целом. Затем, используя принцип подобия, весь номенклатурный ряд сводят к условному однономенклатурному ряду. При этом трудоемкость каждой детали из номенклатурного ряда Сi определяют с помощью коэффициентов приведения по формуле [5]:
Сi = KмKN KслCб , (4.3)
где Kм, KN, Kсл – коэффициенты приведения рассматриваемой детали соответственно по массе, годовой программе и сложности по отношению к базовой детали;
Cб – трудоемкость базовой детали.
Учитывая близкое подобие деталей в каждом из номенклатурных рядов и их одинаковую годовую программу внутри ряда, значение коэффициентов KN , Kсл можно принимать равными единице, а разницу по массе – не превышающей 20 %, т.е. значение коэффициента Kм по каждой детали принять одинаковым и равным Kм = 0,8.
Тогда станкоемкость каждой детали из номенклатурного ряда по отношению к станкоемкости базовой детали составит:
Сi = 0,8Cб ,
а суммарная станкоемкость по рассматриваемому типоразмеру станка

или после подстановки в формулу (4.1)
 ,
(4.4)
,
(4.4)
где n – количество деталей в номенклатурном ряду;
Nг – годовая программа каждой детали.
Расчетное количество станков, потребное для выполнения производственной программы, по каждому типоразмеру определяется по формуле [5]
 (4.5)
(4.5)
где СΣ – суммарная станкоемкость годовой производственной программы, мин;
Fд – действительный годовой фонд времени работы станка, ч, Fд = 3980 ч для станков ГПС при работе в две смены [5, с. 34].
Полученное значение np округляется до ближайшего целого числа, получая при этом принятое число станков nnp для данной операции.
Принятое число станков на операции проверяется по коэффициенту использования оборудования:
Kи = np nпp . (4.6)
Качество проектирования является удовлетворительным, если значение коэффициента использования по каждой единице оборудования составляет не менее 0,85, а среднее значение по комплексу Kи ≥ 0,75.
Пример . Определить суммарную станкоемкость и рассчитать число станков на одной из операций обрабатываемой детали из номенклатурного ряда «Валы сплошные» (табл. П1).
Исходные данные (см. табл. П1): число деталей в номенклатурном ряде n = 22 дет., годовая программа изготовления каждой из них Nг = 10 560 / 22 = = 480 шт.
Необходимо знать станкоемкость операции обработки базовой детали Сб. Принимаем ее, например, равной Сб= 45 мин.
Тогда суммарная станкоемкость операции обработки деталей на станке рассматриваемого типоразмера по формуле (4.4) составит:
СΣ =[1+ 0,8⋅ (22 −1)]⋅ 45 ⋅ 480 = 384 480 мин.
Расчетное число станков по формуле (4.5)

Принятое число станков после округления составит: nпp = 2.
Принятое число станков удовлетворяет условию по их загрузке, так как 0,8
Kз =2/1,6 = 0,8, что превышает среднее значение коэффициента загрузки оборудования в поточном производстве Kи = 0,75.