

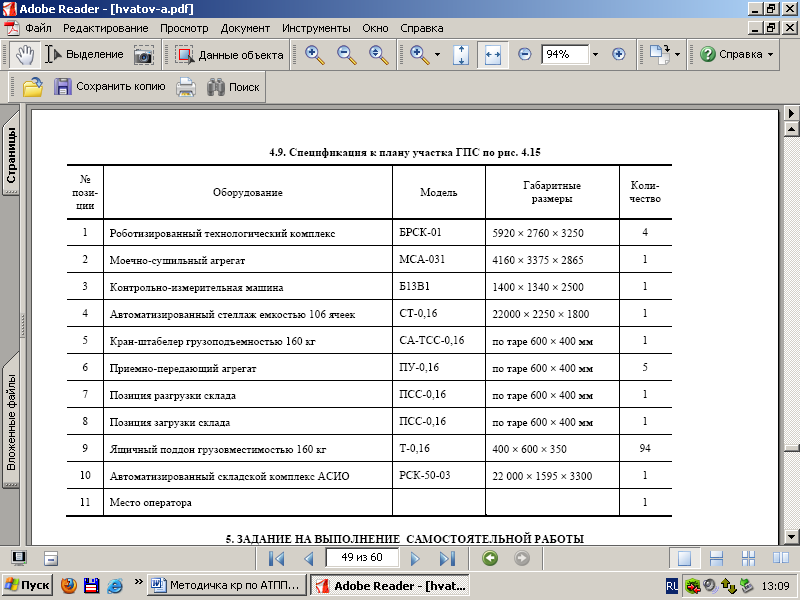
4.9. Спецификация к плану участка гпс по рис. 4.15
4. Задание на выполнение самостоятельной работы
Цель самостоятельной работы. Закрепление полученных знаний и приобретение практических навыков при проектировании ГПС обработки деталей типа тел вращения.
Номенклатура обрабатываемых деталей для проектирования ГПС приведена в табл. П1 – П5. Она представлена пятью группами деталей. Это детали типа валов ступенчатых сплошных (табл. П1), валов полых (табл. П2), втулок (табл. П3), дисков (табл. П4) и крепежных деталей (табл. П5).
В задачи выполнения самостоятельной работы входят:
− выбор состава и расчет станочного комплекса ГПС для заданного номенклатурного ряда деталей. При этом в номенклатурный ряд включена обработка не менее трех из пяти приведенных в табл. П1 – П5 групп деталей и должна содержать обработку деталей малых размеров (с массой заготовки 0,2…0,3 кг), средних размеров (с массой до 10 кг) и крупных размеров (с массой от 10 кг и более);
− выбор состава и расчет числа оборудования автоматизированной транспортно-складской системы;
− выбор состава и расчет числа оборудования автоматизированной системы инструментального обеспечения;
− схема планировки оборудования и систем ГПС как единого производственного комплекса.
Выбор варианта задания. Варианты задания на проектирование ГПС представлены в табл. 5.1 и содержат 60 номенклатурных рядов деталей. В номенклатурный ряд задания входят вариант сочетаний групп обрабатываемых деталей по табл. П1 – П5 и вариант их размерного исполнения по табл. 5.1
Выбор варианта задания осуществляется по порядковому номеру фамилии студента в лабораторном журнале (по согласованию с преподавателем).
Пример определения задания по варианту 01: по табл. 5.1 этому варианту соответствует номенклатурный ряд деталей с шифром 11-32-43, представляющий обработку деталей группы валов сплошных (табл. П1) малых размеров (М 1 : 2), группы втулок (табл. П3) средних размеров (М 1 : 5) и группы дисков (табл. П4) крупных размеров (М 1 : 10).
Действительные размеры деталей определяют методом непосредственного их измерения с представленных в табл. П1 – П5 чертежей деталей с последующем умножением на заданный вариант масштаба увеличения. При этом погрешности непосредственного измерения не имеют особого значения для реальной конструкции детали.
Годовая программа, материал, твердость и др. технические условия на изготовление деталей по каждой группе приведены в табл. П1 – П5.
Расчет и построение систем, составляющих ГПС токарной обработки, осуществляется согласно методике, изложенной в разделе 3.
4.1. Варианты заданий
|
№ группы деталей |
Наименование группы |
Варианты масштаба исполнения на чертежах |
№ варианта |
Сочетание группо-размеров деталей | ||
|
1 |
2 |
3 | ||||
|
1 |
Втулки (табл. П3) |
1:2 |
1:5 |
1:10 |
1 |
13-4 |
|
2 |
14-5 | |||||
|
3 |
15-3 | |||||
|
4 |
13-30 | |||||
|
5 |
14-29 | |||||
|
6 |
15-28 | |||||
|
7 |
13-25 | |||||
|
8 |
14-26 | |||||
|
9 |
15-24 | |||||
|
2 |
Диски (табл. П4) |
1:2 |
1:5 |
1:10 |
10 |
14-15 |
|
11 |
15-13 | |||||
|
12 |
13-14 | |||||
|
13 |
14-23 | |||||
|
14 |
24-15 | |||||
|
15 |
25-13 | |||||
|
16 |
14-23 | |||||
|
17 |
15-24 | |||||
|
18 |
13-25 | |||||
|
3 |
Крепежные детали |
1:2 |
1:5 |
1:10 |
19 |
14-13 |
|
20 |
15-11 | |||||
|
21 |
13-12 | |||||
|
22 |
14-23 | |||||
|
23 |
15-21 | |||||
|
24 |
13-22 | |||||
|
25 |
14-25 | |||||
|
26 |
15-23 | |||||
|
27 |
13-24 | |||||
|
28 |
12-25 | |||||
|
29 |
13-23 | |||||