

1 Проектирование нагревательной печи
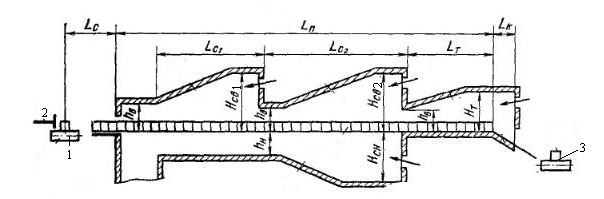
Рис. 1.1 - Схема методической печи
1 – рольганг загрузки;
2 – толкатель;
3 – рольганг выдачи.
Методическая печь предназначена для нагрева блюмов перед прокаткой на рельсобалочном стане 900. Печь рекуперативная прокатная с двухсторонним обогревом и торцевой посадкой и выдачей металла.Рабочее пространство каждой зоны – прямоугольной формы. В теплоутилизационной зоне свод – плоский, в остальных – «горбатый», для улучшения циркуляции дымовых газов и визуального разделения зон. В методической и сварочной частях печи заготовки передвигаются по глиссажным трубам и обогреваются также и с нижней стороны, в томильной — они передвигаются по стелюгам, заложенным в под, и обогреваются только сверху и с торцов. Нагреваемые заготовки подают рольгангом к загрузочному окну и проталкивают по печи сдвоенным толкателем реечного типа. Они заполняют по длине весь под, поэтому при загрузке очередной заготовки в печь крайняя заготовка на противоположном конце печи автоматически выталкивается из томильной зоны и по наклонной водоохлаждаемой плите выдается через торцовое окно из печи на рольганг, подающий ее к прокатному стану.
Отходящие газы уходят через дымовой пролет в загрузочном конце печи в рекуператор для подогрева воздуха из изделий с четырьмя отверстиями и далее в боров и дымовую трубу. Для подачи к горелкам подогретого воздуха в печи установлен эксгаустер. Глиссажные трубы лежат на поперечных охлаждаемых водой трубах, опирающихся на стояки из труб, покрытые тепловой изоляцией из волокнистых материалов.
Печь отапливается смешанным коксодоменным газом, который сжигается с помощью двухпроводных горелок и горелок типа «труба в трубе». В каждой зоне печи расположено по 6 горелок. Конструкция горелок позволяет применять воздух, подогретый до 400 °С.
Lп = 28960 мм; Bп = 6728 мм
Размеры зон:
Методическая зона: высота 1760 мм; длина 6410 мм; ширина 6728 мм.
Первая сварочная зона: высота 2470 мм; длина 7030 мм; ширина 6728 мм.
Вторая сварочная зона: высота 2470 мм; длина 8600 мм; ширина 6728 мм.
Томильная зона: высота 1280 мм; длина 6920 мм; ширина 6728 мм.
Выдача заготовок – торцевая, ударного действия.
Шлакоудаление – сухое с помощью лопат и клещевого крана.
Футеровка печи: свод – подвесной, набранный из фасонного шамотного кирпича марки М829Н. Стены печи выложены из шамотного кирпича класса А, со стороны брони изолированы слоем асбеста толщиной 5 мм и слоем плит МКРП-340 толщиной 40 мм. Толщина боковых стен верхних зон составляет 510 мм, нижней сварочной зоны – 775 мм. Кроме того, рабочая поверхность боковых стен нижней сварочной зоны выложена слоем хромомагнезитового кирпича толщиной 115 мм.
Рабочая поверхность подин томильной и нижней сварочной зон выложена слоем хромомагнезитового кирпича толщиной 115 мм, нижние слои – шамотным кирпичом класса Б толщиной 350 мм и шамотным легковесом толщиной 130 мм.
Борова печи футерованы шамотным кирпичом класса Б и В.
В томильной зоне заготовки продвигаются по четырем стальным брусьям, вмонтированным в монолитную, выложенную хромомагнезитовым кирпичом, подину.