Проектирование штампованных поковок
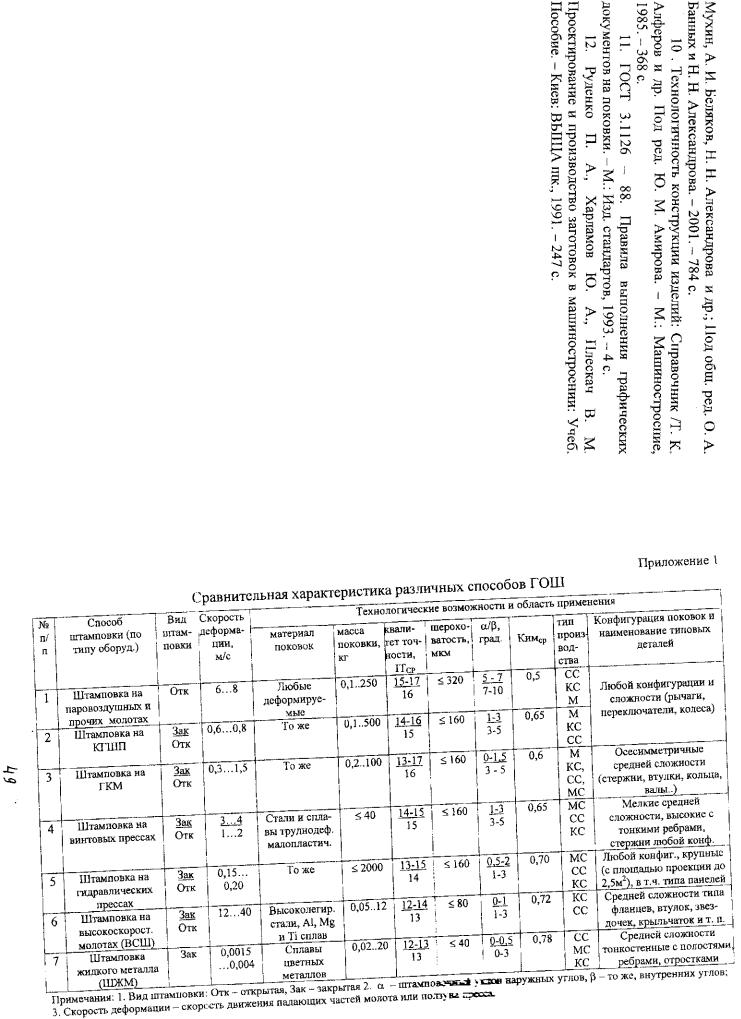
.pdf2.Класс точности - 14.
3.Степень сложности - С/.
4.Группа стали - М2.
5.Исходный индекс -13.
6.Вид нагрева под штамповку - индукционный.
7.Оборудование - КГШП.
8.Допускаемая величина облоя - 0,9 мм.
9.Допускаемая величина смещения по поверхности объема штампов - 0,3 мм.
10.Допускаемые отклонения от плоскостности - 0,6 мм.
11.Неуказанные радиусы закруглений - 4 мм.
12.Неуказанные штамповочные уклоны: наружные - 5°, внутренние 7°.
13.Способ очистки - гидропескоструйный.
14.Глубина внешних дефектов - не более половины припуска.
15.1-место отбора образцов для испытаний.
16.2-место маркировки.
17.3-место отпечатка при испытании на твердость.
18.Группа испытаний - IV.
19.Категория прочности K1I 785 ГОСТ 8479-70.
5. Расчет размеров исходной заготовки для штампованной поковки
После разработки чертежа поковки и определения ее объема Vn можно рассчитать объем исходной заготовки Ки с х ., который будет больше объема поковки на величин)' объема следующих отходов:
облоя Роб , удаляемых перемычек F n e p , клещевины |
, а также на |
|
угар (окалину) |
: |
|
41
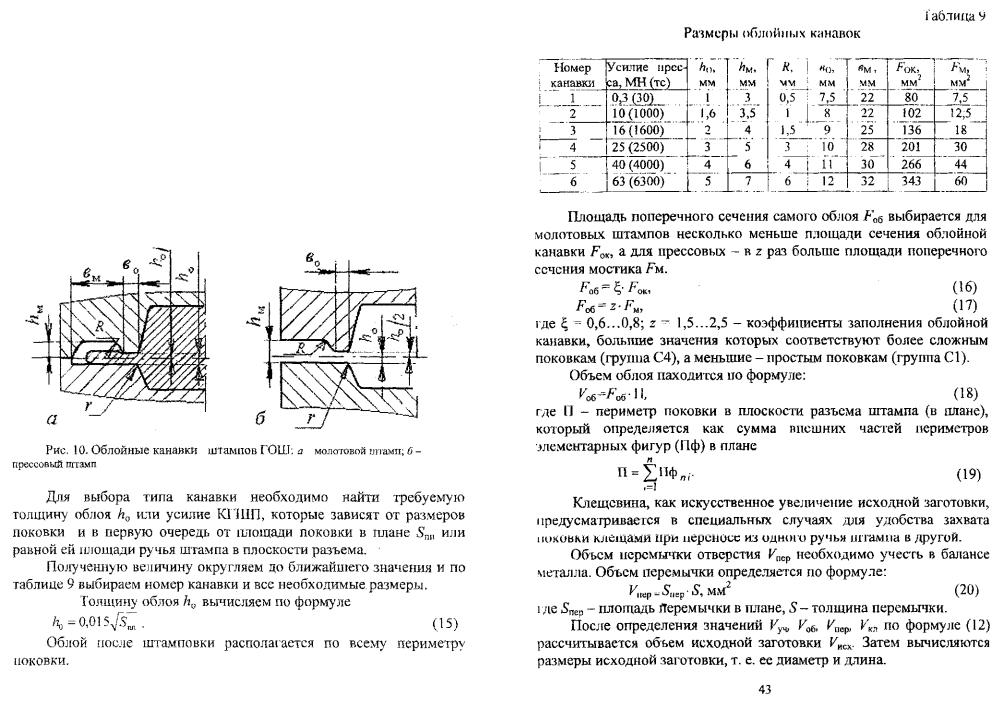
Облойная канавка прессового штампа, в отличие от молотового, является открытой, т. е. зазор между нижней и верхней частями штампа hu выполняют до границы штампа (см. рис. 10, б). Такая конструкция канавки штампа предусмотрена во избежание заклинивания штампов, так как КГШП имеет фиксированное нижнее положение ползуна за счет кривошипного вала и не допускает беззазорного положения половин штампа.
Площадь поперечного сечения облойной канавки молотового штампа F o k складывается из площади поперечного сечения мостика шириной в0 и магазина шириной вм. Для штампов КГШП главной характеристикой облойной канавки служит площадь поперечного сечения мостика, определяемая но формуле 
Проверяем величину коэффициента устойчивости: K=H3a/D3ar= 206/85 = 2,43, что соответствует рекомендациям для штамповки на КГШП.
6.Порядок выполнения работы
1.Изучить чертеж детали, вьщанный для проектирования заготовки. Выявить возможные ошибки и исправить. Оценить технологичность. При необходимости упростить конфигурацию с целью возможности получения заготовки штамповкой.
2.Выбрать и обосновать способ штамповки.
3.Выбрать вид заготовки (отливка, пруток), вычислить массу поковки (если она не задана на чертеже детали), назначить плоскость разъема, припуски и допуски на обрабатываемые поверхности, уклоны и радиусы закруглений.
4.Выполнить чертеж (эскиз) поковки.
5.Составить отчет с приведением расчетов и обоснованием принятых значений припусков, радиусов закруглений и др.
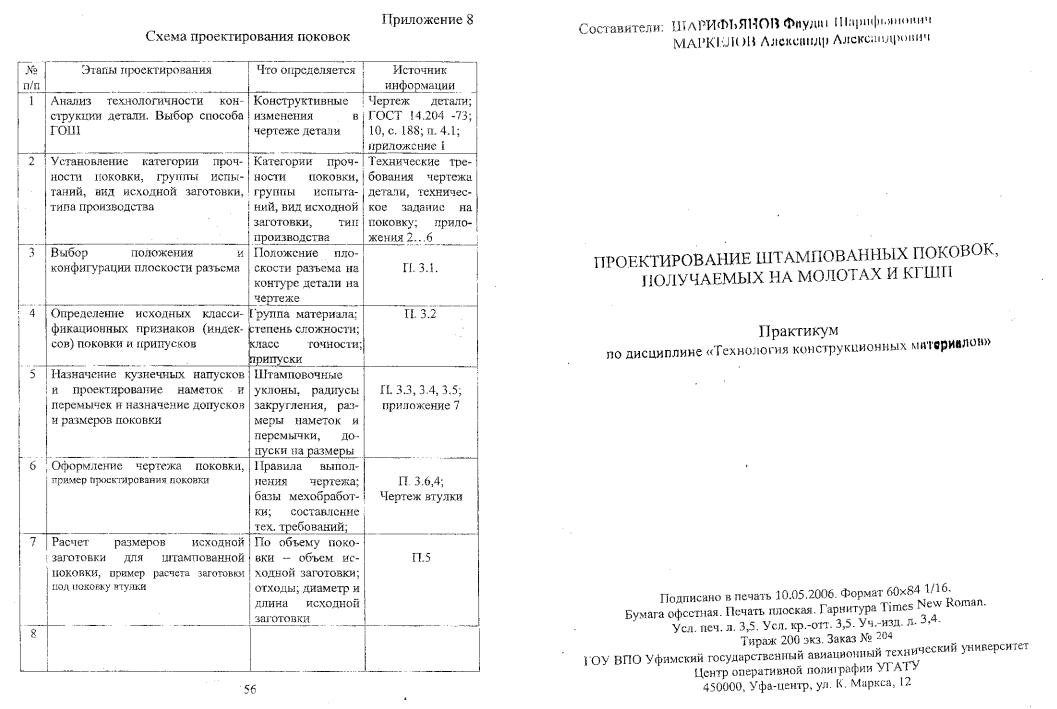
Схема проектирования поковок приведена в приложении 8.
7.Содержание отчета
1.Название и цель работы.
2.Основные положения и расчеты по выбору конструктивных элементов поковки.
3.Чертеж (эскиз) поковки с техническими требованиями.
4.Расчет размеров и массы исходной заготовки.
8.Контрольные вопросы
1.Какие методы штамповки стальных заготовок Вы знаете?
2.Перечислите достоинства и недостатки поковок перед отливками.
3.При каких условиях возможно получение сквозного отверстия при объемной штамповке?
4.Какие требования следует учитывать при выборе плоскости разъема?
5. Какие факторы шишки па неличину припусков, допусков на обрабатываемые иовсрмик чи поковок и как они назначаются?
6. Каким образом назначаются штамповочные уклоны, радиусы закруглений?
7.От чего заиис.ш выбор формы наметок и перемычек?
8.Изложите правила оформления чертежа поковки.
9.Какие технические требования следует указать на чертеже
поковки?
46