

2. Назначение и классификация строгальных станков
Строгальные станки предназначены для обработки резцами горизонтальных, вертикальных и наклонных поверхностей (плоских и линейчатых). Применяются в ремонтных и инструментальных цехах, а также в механических цехах машиностроительных заводов в условиях единичного и мелкосерийного производства.
Строгальные станки относятся к седьмой группе (согласно классификации металлорежущих станков), разработанной ЭНИИМС, и разделяются на поперечно-строгальные (3-тья подгруппа), продольно-строгальные (одностоечные - 1-я подгруппа и двухстоечные - 2-я подгруппа), долбежные (4-я подгруппа).
В продольно-строгальных станках главным движением является возвратно-поступательное движение стола, с установленной на нем заготовкой, а движением подачи - периодическое перемещение резца в поперечном направлении. В поперечно-строгальных станках, как и в долбежных, главное движение совершает закрепленный в суппорте станка резец (возвратно-поступательное движение), движением подачи является периодическое перемещение стола.
Точность обработки при строгании соответствует 11...13 квалитету, шероховатость обработанной поверхности - Ra = 3,2... 12,5 мкм.
Процесс строгания имеет много общего с точением. Особенности строгания: переменная скорость рабочего и холостого хода; резец при строгании находится под воздействием факторов резания только во время рабочего хода, а во время холостого - охлаждается; врезание резца в заготовку сопровождается ударами; подача имеет прерывистый характер и осуществляется в конце холостого хода.
Глубина резания t при строгании равна толщине срезаемого слоя за один проход резца (рис. 1, а). При долблении глубина резания равна ширине резца (рис. 1, б). Подача при строгании s — величина перемещения детали (на поперечно-строгальных и долбежных сталях) или инструмента (на продольно-строгальных станках) в миллиметрах за один ход резца (стола) - мм/дв.ход. Скорость резания V - средняя скорость рабочего хода резца (или детали при продольном строгании),м/мин.
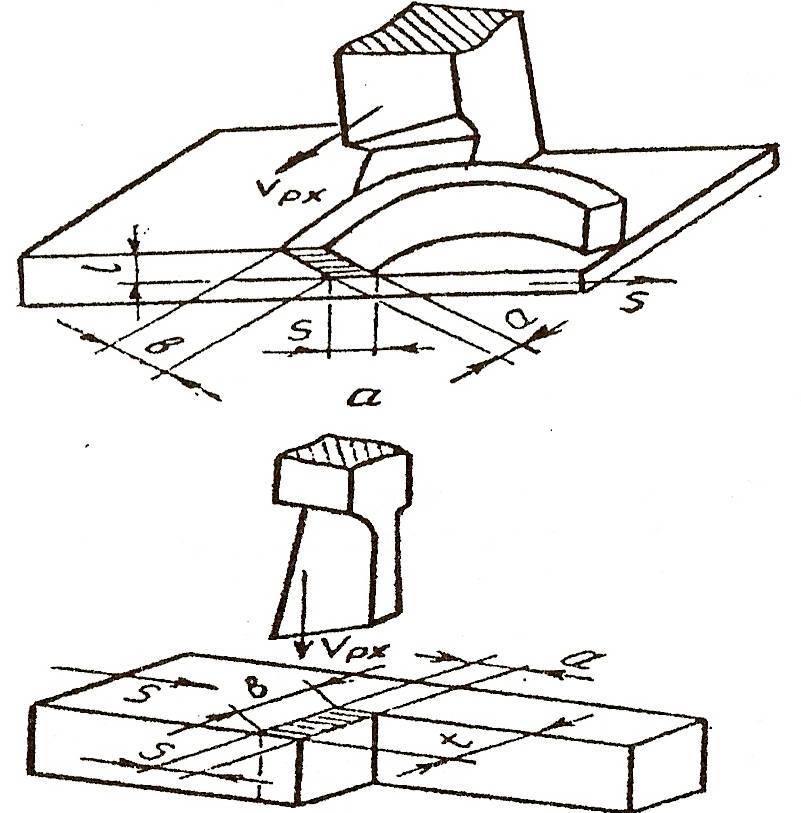
Рис.1: а – схема строгания, б – схема долбления
Глубину резания при черновом и получистовом строгании определяют в зависимости от припуска на обработку. Подачу выбирают максимально допустимую по технологическим требованиям (в зависимости от требований к шероховатости обработанной поверхности, прочности державки резца, прочности механизмов станка и т.д.). Скорость резания рассчитывают по полуэмпирической формуле
V=Cv/(Tm∙tx∙Sy) , м/мин
где Сv - константа, учитывающая условия обработки (применение СОЖ, геометрия резца и т.д.); T- период стойкости резца, мин; т, х, у - показатели степени. Величины Сv, Т, т, х, у - берутся из нормативно-справочной литературы.
В эту формулу вводят поправочный коэффициент на тип станка (для продольно-строгальных - 1,0; для поперечно-строгальных - 0,8; для долбежных-0,6). По найденной скорости резания определяют число двойных ходов резца (или стола). Согласно паспорту станка принимают ближайшее меньшее значение двойных ходов в минуту и затем определяют фактическую среднюю скорость резания. Выбранный режим проверяют по мощности.