

3.1 Опис лабораторної установки
До складу лабораторної установки входить токарно-гвинторізний верстат, моделі заготовок і комплект засобів вимірювань.
Токарно-гвинторізний верстат повинен забезпечити базування й закріплення вала в центрах, в трьохкулачковім патроні і заднім рухомім центрі, а також кільця чи диску в трьохкулачковім патроні.
Моделі заготовок: вали, кільце, диск повинні бути виготовлені зі сталі 45 або Ст.3 з допусками 7-10 квалітету.
- Вали циліндричні гладкі, діаметром 40-65 мм довжиною до 400 мм із центровими отворами.
- Кільце із зовнішнім діаметром 150-180 мм, внутрішнім діаметром 100-140 мм і шириною 30-50 мм або диск чи коротка втулка приблизно таких же розмірів.
3.2 Порядок виконання лабораторної роботи
а) ознайомитися з розділами методичних вказівок. Безпосередньо ознайомитися із пристроєм, органами керування токарно-гвинторізних верстатів і їхніх складових частин, необхідних для виконання лабораторної роботи.
б) установити вал у центрах токарно-гвинторізного верстата, піджати заднім центром, закріпити. Виконати наступне:
- зобразити схему установки заготовки (деталі);
- визначити бази й кількість ступенів свободи, яких вони позбавляють заготівку;
- визначити опори, затиски й настановні пристрої, використовувані при установці виробу, накреслити й описати схему базування;
- виконати вимірювання радіального биття на кінцях і в середині вала при його провертанні;
- виконати виміри конусності в поздовжньому напрямку.
в) установити й закріпити вал у трьохкулачковім патроні токарно-гвинторізного верстата, піджати обертовим центром задньої бабки й закріпити піноль;
г) повторити дії зазначені в пунктах 3.2, а-в;
д) виконати вимірювання просторових відхилень.
е) зняти вал, установити й закріпити кільце циліндричне по внутрішньому діаметру в трьохкулачковому патроні токарно-гвинторізного верстата;
Повторити дії, зазначені в пунктах 3.2, а-в, виміряти радіальне й торцеве биття.
5 Зміст звіту по виконаній роботі
Звіт повинен містити:
- Найменування і ціль роботи;
- Склад лабораторної установки, опис способів і схем установки деталей;
- Опис установочних пристроїв;
- Схеми позначень, теоретичну схему базування; .
- Класифікацію баз, які бази й скількох ступенів свободи позбавляють заготовку;
- Записи за результатами виконаної роботи (табл.3.3);
- Висновки по виконаній роботі.
Таблиця 3.3 – Результати визначення погрішностей установки деталей
-
Схема
закріплення валу
Радіальне биття вала
Конусність
біля патрона
в центрі
в кінці
А
Б
В
Схема
закріплення втулки
Радіальне биття
Торцьове биття
Контрольні питання
1. Що називається базуванням, які задачі розв'язуються за допомогою теорії базування?
2.Дайте визначення бази і опорної точки.
4. Що означає „схема базування”?
5. Як розділяються бази за призначенням?
6. В чому полягає відмінність основних конструкторських баз від допоміжних?
7. Як розділяються бази по ступенях свободи, що позбавляються деталі при базуванні?
8. Як розділяються бази по характеру виявлення?
9. В якій послідовності розв'язується задача по виявленню схеми базування?
10. Дайте визначення настановної і напрямної баз.
1. Какие факторы влияют на точность обработки партии заготовок?
2. Из каких составляющих складывается погрешность установки заготовки в приспособлении?
3.Чем вызвана погрешность базирования заготовок?
4. Вследствие чего возникает погрешность закрепления заготовок?
5. Чем обусловлено возникновение погрешности приспособления?
Література
1 Балакшин Б.С. Основы технологии машиностроения. М.: Машиностроение, 1969. -358 с.
2 ГОСТ 21495-76. Базирование и базы в машиностроении. Термины и определения. М: Издательство стандартов, 1976.
3 ГОСТ 3.1107-81 (ст. СЭВ 1803-79). Опоры, зажимы и установочные устройства. Графическое обозначение. М.: Издательство стандартов, 1982.
Метод. 575 Абрамов. Лаб. Базирование и базы в машиностроении
Вибір технологічних баз /метод.по КП/
Базування заготовки означає позбавлення її шести ступенів свободи відносно обраної системи координат, пов'язаної з верстатом. Поверхні (осі, точки) заготовки, що позбавляють її шести ступенів свободи в процесі виготовлення або ремонту, називаються комплектом технологічних баз (КТБ).
При виборі комплекту технологічних баз варто врахувати ряд положень:
- поверхні деталі, одержувані в результаті виконання кожного переходу технологічного процесу, займають певне положення безпосередньо відносно технологічних баз. Звідси слідує, що як технологічні бази необхідно вибирати ті поверхні, щодо яких задана точність відносного розташування й відстані (розміри). Дотримання цього правила приводить до того, що завдання забезпечення необхідної точності деталі вирішується найкоротшим шляхом;
- одним з основних правил базування деталей у технологічному процесі є правило, у силу якого чорнові (необроблені) поверхні заготовки не можна повторно використовувати як технологічні бази. Виходячи із цього на перших операціях, варто обробити саме майбутні технологічні бази деталі;
- як технологічні бази на перших операціях (чорнових баз) варто приймати поверхні деталі, які не підлягають механічній обробці, що дозволить забезпечити необхідне відносне положення оброблюваних і необроблюваних поверхонь деталі;
- за інших рівних умов як чорнові бази варто приймати поверхню заготовки, що має найбільші розміри, найбільшу точність і найменшу шорсткість. Як чорнові бази не слід використовувати поверхні, на яких розташовані у виливках припливи й літники, а також такі поверхні, через які проходять площини рознімання опок і прес-форм для одержання виливків і площини рознімання штампів для кувань;
- для забезпечення рівномірності припусків внутрішніх поверхонь (отворів, внутрішніх порожнин коробчастих заготовок, пазів) як чорнові бази варто використовувати саме ці поверхні;
- при розробці технологічного процесу варто прагнути використовувати той самий комплект технологічних баз, не допускаючи без особливої необхідності зміни технологічних баз (не враховуючи зміну чорнових баз).
Нижче наведені типові приклади комплектів технологічних баз для різних типів деталей.
Корпусні деталі:
а) установочна, напрямна й опорна база - площини, рис. 1, а;
б) установочна база (площина), подвійна опорна база (отвір), опорна база (отвір або площина), рис. 1, б.
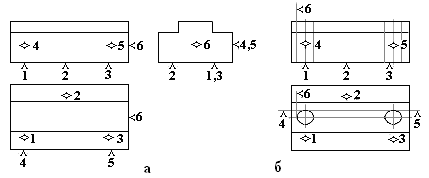
Рис. 1 - Варіанти базування корпусних деталей
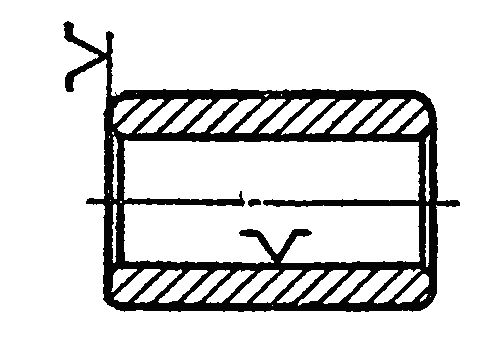
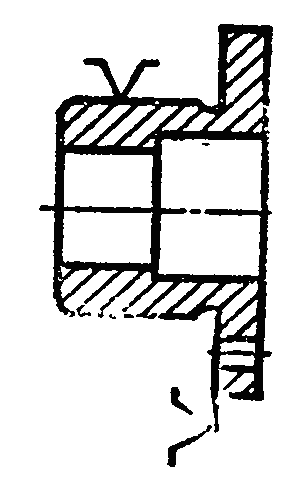
Диски, шестірні, фланці:
а) установочна база (торцева площина), подвійна опорна база (вісь отвору або зовнішньої циліндричної поверхні), опорна (прихована), рис. 2,а;
б) подвійна напрямна база (вісь отвору або зовнішньої циліндричної поверхні), опорна (торцева поверхня, опорна (скрита), рис. 2,б.
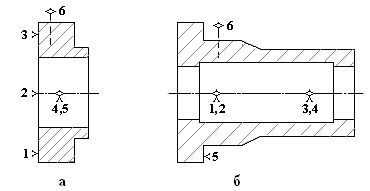
Рис. 2 - Базування деталей типу дисків і фланців
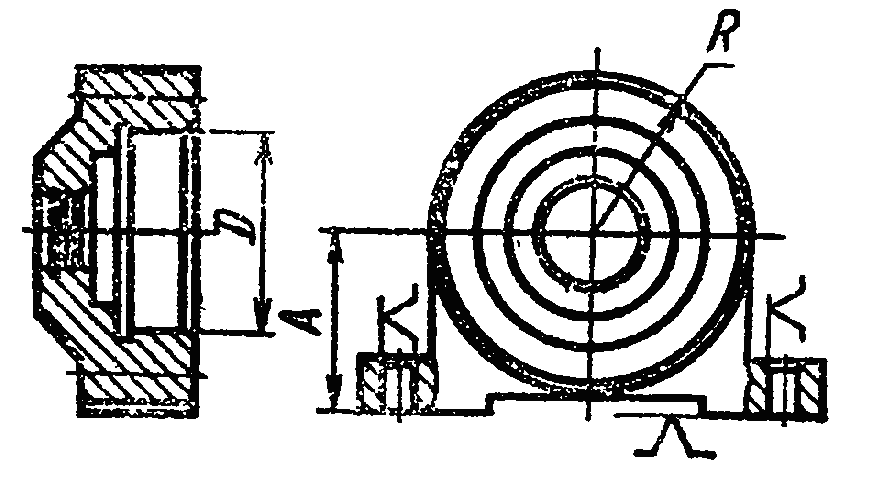
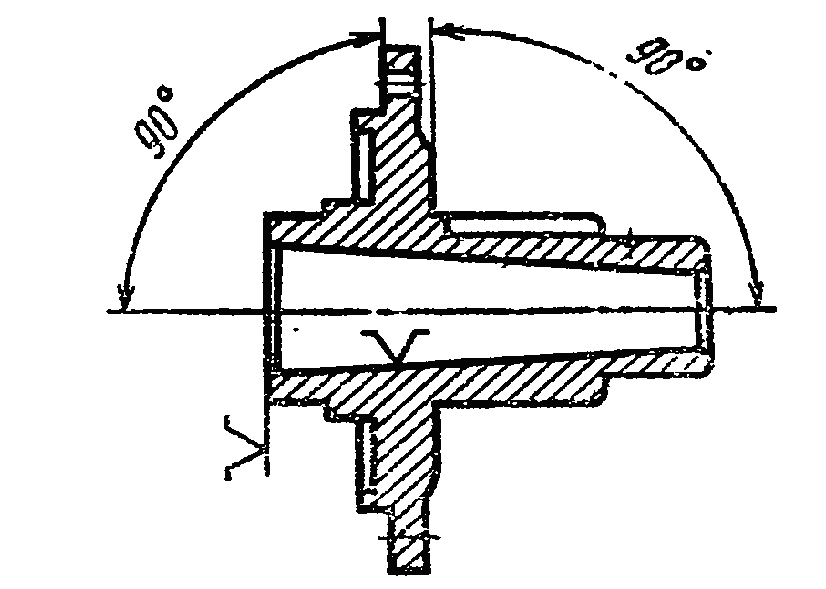
Вали, осі, циліндри:
а) подвійна напрямна база (дві утворюючі циліндричної поверхні), опорна (торцева поверхня), опорна (скрита), рис. 3,а;
б) подвійна напрямна база (вісь циліндричної поверхні або вісь, що проходить через центрові отвори), опорна (торцева поверхня), опорна (скрита), рис. 3,б.
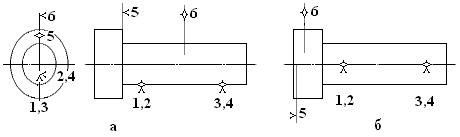
Рис. 3 - Варіанти базування валів
Примеры схем базирования деталей (тсту 2005-30)
|
Описание и схема установки |
Теоретическая схема базирования
|
|
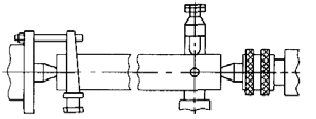
В центрах с поводком с вращающимся центром и подвижным люнетом
|
|
|
В центрах с поводком с вращающимся центром и подвижным люнетом
|
|
|
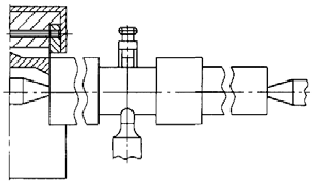
В центрах с рифленым и вращающимся центром
|
|
|
В трехкулачковом самоцентрирующем патроне с базированием по наружному диаметру без упора в торец
|
|

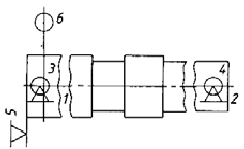

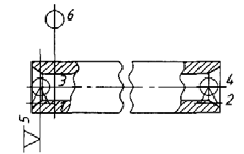
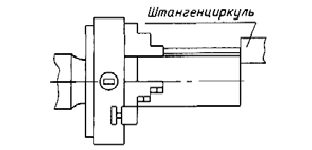
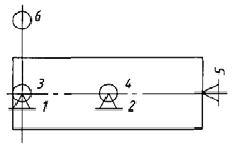
Распространенные схемы установки заготовок.
1). Установка вала в трехкулачковом самоцентрирующем патроне: а) Схема установки; б) Теоретическая схема базирования (здесь 6 – штангенциркуль).

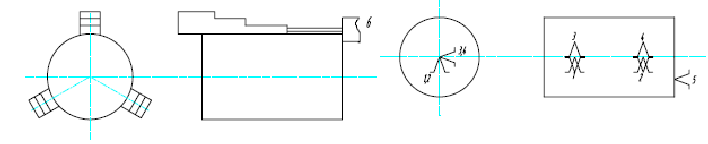
2). Установка диска в трехкулачковом самоцентрирующем патроне.
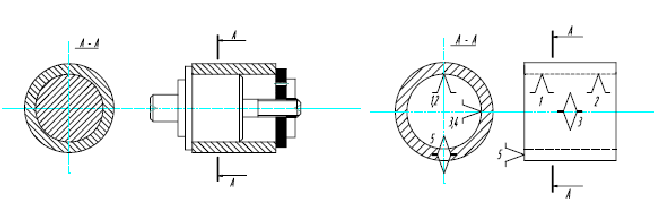
3). Установка втулки на цилиндрической оправке (с зазором).
Задание по вариантам.
За одну операцию обрабатываются поверхности детали, выделенные утолщенной линией. Дать теоретическую схему базирования и закрепления и вычислить расчетную и допустимую погрешности базирования. Сумма всех погрешностей (кроме базирования) Δ по вариантам равна экономически обоснованной точности обработки.
Проставьте величину допуска на базисный размер так, чтобы операционный размер был выдержан с заданной точностью.