

Пристрій пресів
Пресс СМС-152 ставиться до кривошипно-важільного типу машин з поворотним револьверним столом. Пресс характеризується періодичним обертанням стола й однобічним одноступінчастим пресуванням й являє клинами.Стіл преса являє собою сталевий виливок із шістнадцятьма радіально розташованими наскрізними отворами й кільцем повороту, до якого кріплять переносну дошку механізму пресування й переносну дошку механізму виштовхування. Стіл приводиться в періодичне обертання кільцем повороту за допомогою восьми завзятих планок у нижній частині стола й клямки в кільці повороту.
Верхня частина стола закрита накладними сталевими сегментами, що захищають його від зношування.Гальмо служить для зупинки й фіксації стола. Гальмове зусилля регулюють шляхом зміни затягування пружин. Довжина шатуна визначає розташування прес-форм зупиненого стола щодо осі поршня, що пресує. Довжину шатуна змінюють тягою з лівим і правим різьбленням. Поворотом пальця з ексцентриситетом 10 мм регулюють кутове переміщення кільця повороту на.
Переносна дошка механізму пресування призначена для переносу штампів після пресування на позицію, виштовхування, а переносна дошка механізму виштовхування- з позиції виштовхування на напрямну рейку.
На приводному валу встановлена однодискова керована фрикційна муфта включення, що регулюють за допомогою хрестовини й фіксатора.Механізм виштовхування складається з копіра , двухплечного важеля й поршня, що переміщається в циліндрі.
При
обертанні стола преса куркуль механізму
натискає на один кінець двухплечного
важеля, що, опускаючись, піднімає за
допомогою поршня, що виштовхує, два
штампи зі спресованою цеглою до рівня
стола. Після виштовхування двох цегл
штампи втримуються переносними дошками,
які при підйомі штампів підходять під
їхній виступ. У такому положенні штампи
переносяться на напрямну рейку, укріплена
на кронштейнах, перевернутих до 
станини преса.При черговому повороті стола штампи на мішалкою. Регулятор наповнення містить у собі два стовпчики з поршнями, шарнірно з'єднаними з коромислом. При повороті регулюючого гвинта поршні піднімаються або опускаються, збільшуючи або зменшуючи глибину засипання прес-форм силікатною сумішшю. Вилка постачена довгою шпилькою, що дозволяє змінювати глибину засипання (наповнення) першого по ходу обертання стола штампа щодо другого. За допомогою регулятора наповнення можна змінити ступінь засипання прес-форм під час роботи преса
Мішалка преса призначена для додаткового перемішування й подачі силікатної суміші в прес-форми стола преса. Складається мішалка із приводу (електродвигуна, редуктора, установлених на окремій стійці), бункери й корпуси мішалки. Величину відкриття шибера бункера регулюють і фіксують рукояткою.
У верхній частині мішалки встановлений обертовий диск, а в нижній частині, усередині корпуса, - чотири обертові ножі. Щітка постійно притискається пружинами до площини стола преса До днища корпуса мішалки кріплять підрізний ніж.
Перемішана й зволожена силікатна суміш надходить із бункера в мішалку преса ножі подають суміш через вікна в днище мішалки в прес- форми стола преса.Після засипання суміші в чергову пару прес-форм стіл повертається на 45 і подає їх на позицію пресування. При цьому щічки штампа опираються на власника штампа.
Штамп,
що пресує, передає тиск поршня безпосередньо
на сировинну суміш. На осі штампа
встановлений сталевий ролик, що котиться
по напрямній рейці при повороті стола.
У верхній частині штампа болтами кріплять
цеменшрованну пластину. Вісь штампа
(палець) кріплять циліндричним штифтом.
Пресова
коробка складається із чотирьох зібраних
разом цементованих і ретельно відшліфованих
пластин- двох бічних і двох торцевих.
Пластини
взібраному виді повинні вільно входити
у форму стола преса. При зношуванні
поверхні пластин їх спочатку перевертають
незношеною 
поверхнею назовні, а після зношування другої поверхні заміняють.Знімання цегли-сирцю зі стола преса.
Автомат-укладальник CMC-19 призначен для знімання одинарного й модульного силікатного цегли-сирцю зі стола револьверного преса й укладання на запарочну вагонетку в штабель певної конфігурації.Працює автомат-укладальник по пневмомеханічну схемі з автоматичним електроуправлінням і складається з рами, механізму знімання конвеєра-накопичувача, візка переносу коректори висоти, штовхальника й трансмісії.
Рама збірня, призначена для монтажу на ній складальних одиниць і деталей. Механізм знімання служить для знімання зі стола преса чотирьох цегл, переносу їх на лету конвеєра й укладання на ребро в один рад.
Корпус механізму знімання монтують на важелі приводного вала встановленого на рамі автомата-укладальника. Приводний вал пов'язаний із трансмісією кривошипно-шатунним механізмом. На валах, змонтованих у корпусі механізму знімання встановлені чотири захоплення Захоплення виконане у вигляді двох коромисел з лапками , змонтованих на плиті й повертаються на осях.
Цегла-сирець затискається за допомогою диа-фрагменного штовхальника, а захоплення розкриваються пружинами.Конвеєр-накопичувач служить для нагромадження шаруючи цегли-сирцю.
Візок
переносу із пневмозатискачами служить
для знімання накопиченого шару цегли-
сирцю з конвеєра-накопичувача, переносу
й укладання цегли-сирцю на запарочну
вагонетку. Візок складається з рами,
приводу переміщення, приводу підйому
пневмозагискача, телескопічних напрямних.
Пневмозатискачі півнімаються й опускаються лебідкою. Ланцюговий штовхальник служить для відкочування навантаженої вагонетки й установки порожньої на місце завантаження. Він розташований у колії рейкового шляху запарочній вагонетки нижче її осей.
Штовхальник складається з рами, приводу й тягового ланцюга з кулачками. Штовхальником управляють із пульта керування автоматом укладальника.
При
включенні приводу штовхальника ланцюг
своїми кулачками одночасно відкочує
вантажену цеглою-сирцем вагонетку й
подає порожню на місце завантаження.
Трансмісія синхронізує роботу преса й автомата, передає крут пий момент від колінчатого вала преса до механізму знімання й конвеєру- накопичувачу.
У цеху є револьверний прес СП-2 наданий на мал. 1.1 Він складається з картераї, колони 2, стола 3, штампів 4, роликів 5, кронштейна 6, котра 7, кільця 8, траверси 9, колонок 10, конічної трубчастої передачі 11,щітки 12, плінти 13, важеля 14, пресового важеля 15, осі 16, пресового поршня 17, кришки 18, редуктора 19, еластичної муфти 20, вала 21, шестірні 22, зубчастого колеса 23, колінчатого вала 24. фрикційної муфти 25, шатуна 26, ланцюгової передачі 27, мішалки (живильника) 28.
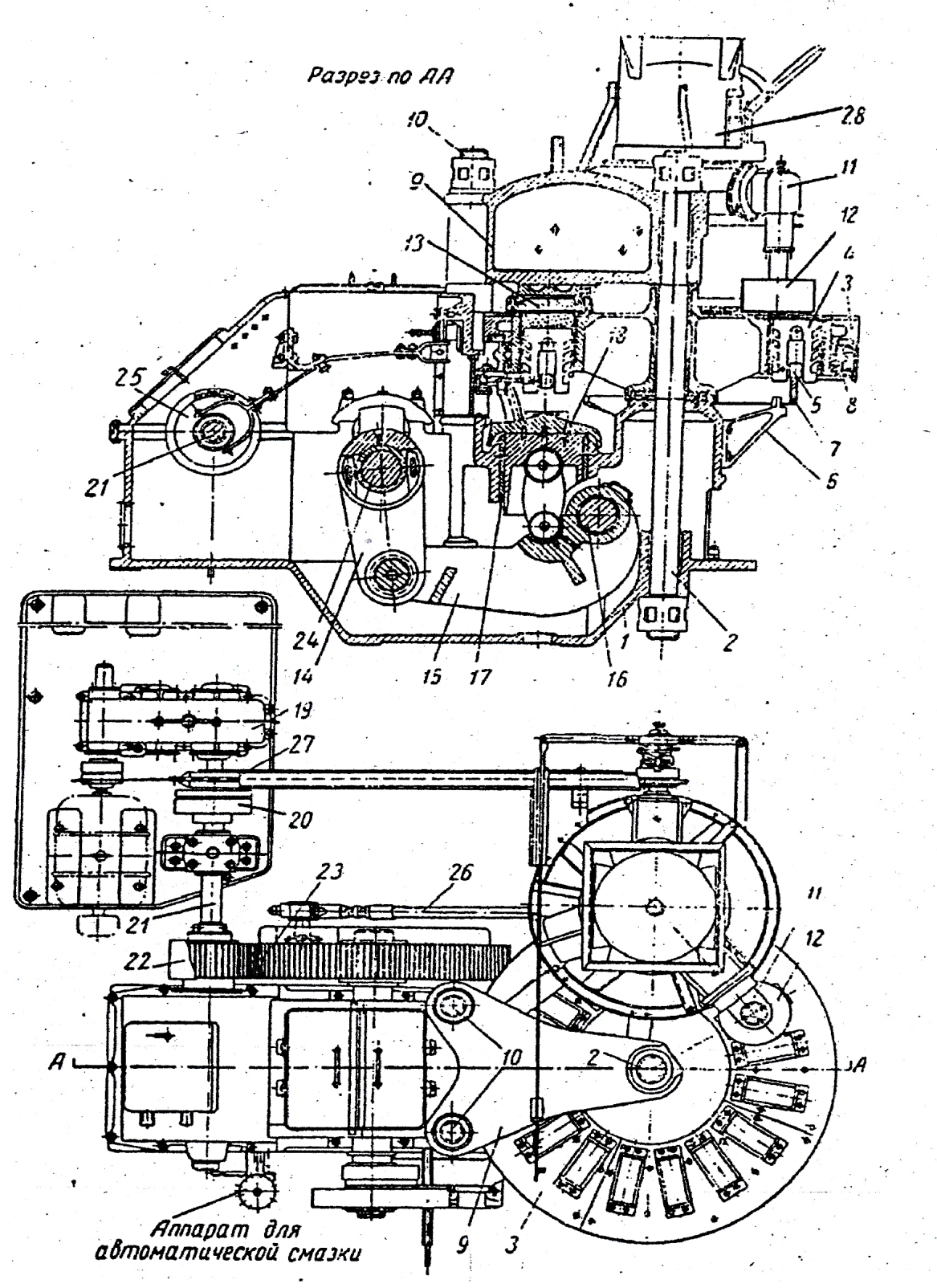
Мал. 1.1. Револьверний прес СП – 2
Такожу цеху перебуває німецький прес ВКП 750/600.Гідравлічний прес для виробництва силікатної цегли типу ВКП 750/600 з автоматом-укладальником (АУ), є універсальним, сучасним устаткуванням, що пристосовано до специфічних вимог галузі. Це встаткування розроблене з метою виробництва в автоматичному режимі силікатної цегли високої якості.
Від старих механічних, а також гідравлічних пресів ця машина відрізняється способом керування, а саме тим, що пресової поршень, у замкнутій області регулювання, позиціюється аналогово. Тим самим досягається обране, регульоване за часом ущільнення Матеріалу й висока точність розмірів цегли-сирцю, що виготовляє. Завантаження (наповнення) машини регулюється автоматично, тим самим пресовий тиск, яке можна вільно вибирати, довге час залишається постійним при кожному ході преса. Очевидно, що при цьому способі виробництва досягається дуже рівномірна щільність цегли. Тому що тиск, що визначає цей показник, згодом значно не міняється.
Приєднанийна прес автомат-укладальник (АУ), за допомогою своїх різних програм, точно пристосовується до конкретних обставин (розмірам цегли, запарочных вагонеток, автоклавів, схемі укладання заготівель) і дбайливо укладає цегла-сирець на поруч варті запарочные вагонетки.
Дійсне
керівництво, що випливає із зауважень
і рекомендацій співробітників
заводу-виготовлювача, повинне бути
пам'яткою й надавати допомогу при
усуненні несправностей, а також повинне
вчасно нагадувати про необхідні роботи
по технічному відході. Своєчасний
технічний відхід і належні умови роботи,
забезпечать Вашій машині тривалий
термін служби, при безвідмовній роботі
й гарній якості виробленої цегли.
Надалі дані три оглядових креслення окремих вузлів преса, пристрою складування й розподільної шафи.