1.6. Гаряче зварювання чавуну
Технологічний процес складається з механічної обробки під зварювання, формування деталей, що зварюються, попереднього підігріву, зварювання і подальшого повільного охолодження.
Підготовка під зварювання
дефектного місця полягає в ретельній
його очищення від забруднень і в
обробленні крайок, що зварюються.
При
зварюванні наскріз них
тріщинами або заварці дефектів, що
знаходяться на краю деталей, необхідно
застосовувати графітові форми, що
запобігають витіканню рідкого металу
зі зварювальної ванни. Форми виготовляють
з графітових платівок, скріплюються
формувальної масою, яка складається з
кварцового піску, замішаного на рідкому
склі. Крім того, форми можна скріплювати
в опоках формувальними матеріалами,
застосовуваними в ливарному виробництві.
них
тріщинами або заварці дефектів, що
знаходяться на краю деталей, необхідно
застосовувати графітові форми, що
запобігають витіканню рідкого металу
зі зварювальної ванни. Форми виготовляють
з графітових платівок, скріплюються
формувальної масою, яка складається з
кварцового піску, замішаного на рідкому
склі. Крім того, форми можна скріплювати
в опоках формувальними матеріалами,
застосовуваними в ливарному виробництві.
Деталі й чавунні виливки нагрівають до температури 300-700 о С (в залежності від форми деталі, дефекту, способи зварювання). Зварювання виконують чавунними електродами або порошковим дротом із присадкою керамічного стрижня. Підігрів необхідний для того, щоб після зварювання відбувалося рівномірне охолодження усього виробу і не утворювалися тріщини.
Деталі нагрівають у спеціальних печах або за допомогою індукційних нагрівачів. Для ручного дугового зварювання використовують плавящиеся електроди марок ЦЧ-4, ЕВЧ-1, МНЧ-2, ОЗЧ-2 та інших Гарячу зварювання чавуну виконують на великій силі зварювального струму без перерв до кінця заварки дефекту при великій зварювальній ванні. Так, для зварювання електродом діаметром 8мм потрібно струм 600А, а діаметром 12мм - струм 1000А. Використовують електротримачі, що мають захист руки зварювальника від теплового випромінювання.

Рис. 1.2. Гаряче зварювання чавуну
Варка вугільним електродом ведеться постійним струмом прямої полярності: для електродів діаметром 8-20мм використовуються відповідно струми 280-600А. Застосовують перетворювачі ПСМ-1000, випрямлячі ВАМ-1601, трансформатори ТДФ-1601.
Під час зварюва ння
слід безперервно підтримувати значний
обсяг розплавленого металу в зварювальній
ванні і ретельно перемішувати його
кінцем електрода або присадочного
стрижня. Для повільного охолодження
заварені деталі засипають дрібним
деревним вугіллям або сухим піском.
Остигання масивних деталей може тривати
3-5 доби.
Основними недоліками гарячого
зварювання чавуна є велика трудомісткість
процесу і важкі умови праці зварювальників.
ння
слід безперервно підтримувати значний
обсяг розплавленого металу в зварювальній
ванні і ретельно перемішувати його
кінцем електрода або присадочного
стрижня. Для повільного охолодження
заварені деталі засипають дрібним
деревним вугіллям або сухим піском.
Остигання масивних деталей може тривати
3-5 доби.
Основними недоліками гарячого
зварювання чавуна є велика трудомісткість
процесу і важкі умови праці зварювальників.
1.7 Холодне зварювання чавуну
Холодне зварювання електродами з нікелевих сплавів. Електроди з нікелевих сплавів застосовують головним чином для заварки ливарних дефектів, які виявляються в процесімеханічної обробки чавунноголитвана робочихповерхнях, де місцеве підвищення твердості неприпустимо.
Позитивні властивості таких електродів в тому, що нікель не розчиняє вуглець і не утворює структур, що мають високу твердість після нагріву і швидкого охолодження. Відбілювання зони часткового розплавлення при невеликих її розмірах практично відсутня, так як нікель, проникаючи в цю ділянку, надає позитивну дію.
У той же час нікель і залізомають необмеженої розчинністю, яка сприяє надійному їх сплавленню. Для виготовлення електродів використовують і мідно-нікелевісплави: монель-метал, константан, ніхром.
Недоліки цих сплавів - їх висока вартість і дефіцитність, а також велика усадка, що приводить до утворення гарячих тріщин.
Знаходять застосування в промисловості електроди марок МНЧ-1 зі стрижнем з монель-металу і МНЧ-2 зі стрижнем з константана.
Для заварки окремих невеликих дефектів на оброблюваних поверхнях виливків відповідального призначення з сірого і високоміцного чавуну, а також при ремонті обладнання з чавунного лиття, використовують також залізонікелеві електроди зі стрижнем, що містить нікель (Ni) - 60% і залізо (Fe) - 40%.
При зварюванні такими електродами
забезпечується досить висока міцність
металу шва. П рикладом
таких електродів можуть служити електроди
марки ЦЧ-3А, зі стрижнем з дроту Св-08Н50
і покриттям з доломіту (35%), плавикового
шпату (25%), графіту чорного (10%) і феросиліцію
(30%), замішаних на рідкому склі.
рикладом
таких електродів можуть служити електроди
марки ЦЧ-3А, зі стрижнем з дроту Св-08Н50
і покриттям з доломіту (35%), плавикового
шпату (25%), графіту чорного (10%) і феросиліцію
(30%), замішаних на рідкому склі.
Необхідно завжди матина увазі, що всі електроди на основі нікелю дефіцитні й можуть застосовуватися для зварювання чавуну в дуже обмежених кількостях, наприклад, для заварки невеликих раковин в деталях великих розмірів і великої жорсткості.
Холодне зварювання чавуну електродами з низьковуглецевої сталі з установкою шпильок. При зварюванні чавуну низьковуглецевих електродами найбільш слабке місце зварного з'єднання - біляшовна зона у кордоні сплаву. Крихкість цієї зони і наявність в ній тріщин нерідко призводять до відшарування шва від основного металу. Для збільшення міцності зварного з'єднання (коли до нього не пред'являється інших вимог), застосовують сталеві шпильки, які частково розвантажують найбільш слабку частину зварного з'єднання - місце сплаву.
Шпильки мають різьблення, їх ввертають втілодеталі, що зварюється. Розміри шпильок зазвичай залежать від товщини зварюваних деталей.
Практикою встановлено наступні рекомендації: діаметр шпильок - 0,3-0,4 товщини деталей, але не більше 12мм, глибина вкручування шпильок - 1,5 їх діаметра, але не більше половини товщини зварюваних деталей; висота виступаючої частини - 0,75-1, 2 діаметра шпильки. Шпильки розташовують у шаховому порядку, на скошених крайках деталей, і в один ряд на поверхні деталі з кожної сторони стику, причому відстань між ними повинна дорівнювати 4-6 діаметрів шпильки. Для зварювання використовуються електроди типу Е42, Е42А, Е50, Е50А на постійному або змінному струмі.
Зварку ведуть такий спосіб: спочатку
обварюють кожну шпильку і облицьовують
поверхні крайок електродами діаметром
3мм на малих струмах. Потім  на
облицьовані кромки і шпильки наплавляють
валики і остаточно заповнюють оброблення
(рис.1.3, а, б).
на
облицьовані кромки і шпильки наплавляють
валики і остаточно заповнюють оброблення
(рис.1.3, а, б).
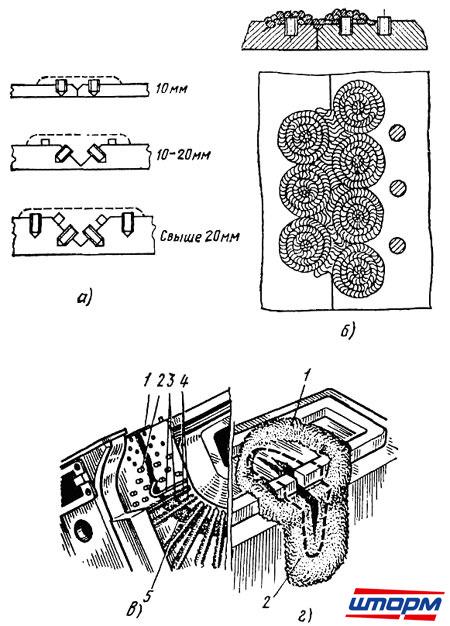
Рис. 1.3. Зварювання чавуна з застосуванням сталевих шпильок: а - установка шпильок при V-подібної підготовки кромок; б - Обварку шпильок;
Для зниження змісту вуглецю в металі шва рекомендується виконувати зварювання по шару флюсу, що містить до 30% залізної окалини (наприклад: бури 50%, каустичної соди 20%, залізної окалини 30%).