

База нормативной документации: www.complexdoc.ru
Приложение 3.
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ.
1.Вырезка образцов.
1.1.Вырезка образцов осуществляется по схеме, указанной на рис.1 (СНиП
III-42-80).
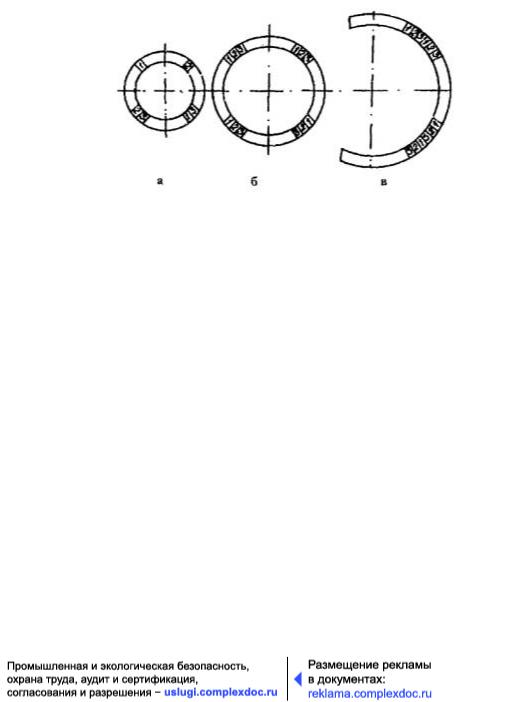
Рис.1. Схема отбора образцов для механических испытаний сварных соединений труб диаметром:
а) до 400 мм; б) от 400 мм до 1000 мм; в) 1000 мм и более:
1 - образец для испытаний на растяжение; 2 - образец для изгиба корнем шва наружу или на ребро; 3
-образец для изгиба корнем шва внутрь или на ребро.
Пр и м е ч а н и е. На поворотных стыках образцы вырезают равномерно по периметру стыка.
1.2.Необходимое количество образцов для испытаний: на растяжение, изгиб
(корнем внутрь, корнем наружу и на ребро) приведено в табл.1.
Таблица 1.
150
База нормативной документации: www.complexdoc.ru
Диаметр |
|
Количество образцов для механических испытаний |
|
||
трубы, мм |
|
|
|
|
|
|
на растяжение |
на изгиб с расположением корня шва |
Всего |
||
|
|
наружу |
внутрь |
на ребро |
|
|
толщина стенки трубы до 12,5 мм включительно |
|
|||
до 400 |
2 |
2 |
2 |
- |
6 |
свыше 400 |
4 |
4 |
4 |
- |
12 |
|
толщина стенки трубы свыше 12,5 мм |
|
|
||
до 400 |
2 |
- |
- |
4 |
6 |
свыше 400 |
4 |
- |
- |
8 |
12 |
2. Испытания на статическое растяжение.
Размеры образцов должны соответствовать данным рис.2 и табл.2.
Таблица 2.
Толщина |
Ширина |
Ширина захватной |
Длина рабочей Общая длина образца |
|
рабочей части |
части |
части |
основного металла |
|
|
(L), мм |
(s), мм |
образца (b), |
образца (b1), мм |
образца |
|
мм |
|
(l), мм |
151
База нормативной документации: www.complexdoc.ru
До 6 |
15+/-0.5 |
25 |
50 |
L=b+2h, где h - длина |
|
|
|
|
|
захватной части |
|
Более 6 до 10 |
20+/-0.5 |
30 |
60 |
образца, |
|
устанавливается в |
|||||
|
|
|
|
зависимости от |
|
Более 10 до 25 |
25+/-0.5 |
35 |
100 |
конструкции |
|
испытательной машины |
|||||
|
|
|
|
||
более 25 до 50 |
30+/-0.5 |
40 |
160 |
|
3. Испытания на статический изгиб.
3.1. Размеры образцов должны соответствовать данным рис.3 и табл.3.
Таблица 3.
Характеристика |
Толщина |
Ширина |
Общая длина |
Расстояние |
Диаметр |
испытаний |
основного |
образца b, |
образца (L), |
между опорами, |
нагружающей |
|
металла (s), |
мм |
мм |
мм |
оправки (D), мм |
|
мм |
|
|
|
|
Изгиб корнем |
До 12,5 |
1,5s, но не |
2,5D+80 |
2,5D |
определяется в |
шва наружу или |
|
менее 10 |
|
|
соответствии с |
внутрь |
|
|
|
|
табл.4 настоящего |
|
|
|
|
|
Приложения |
Изгиб на ребро |
12,5 и более |
12.5+/-0,2 |
180-200 |
80 |
|
152
База нормативной документации: www.complexdoc.ru
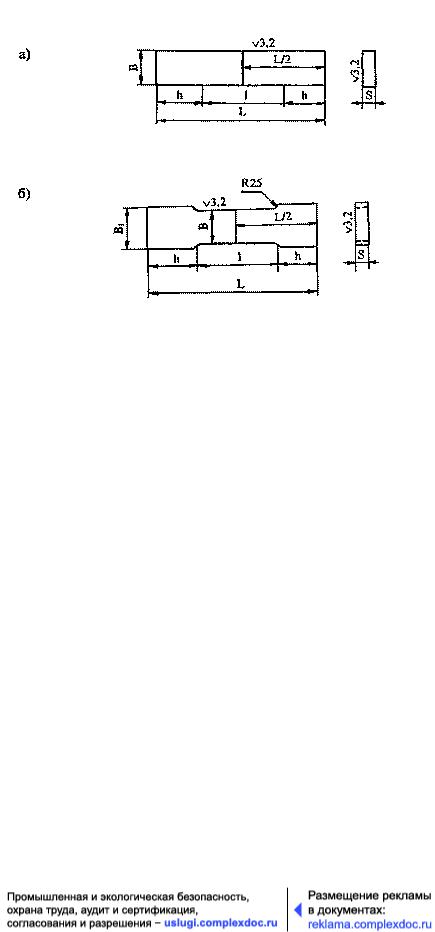
Рис.2. Эскизы образцов (а и б) для механических испытаний сварных соединений на растяжение (размеры даны в табл.2) по ГОСТ 6996-66: а - тип XII; б - тип XIII
153
База нормативной документации: www.complexdoc.ru
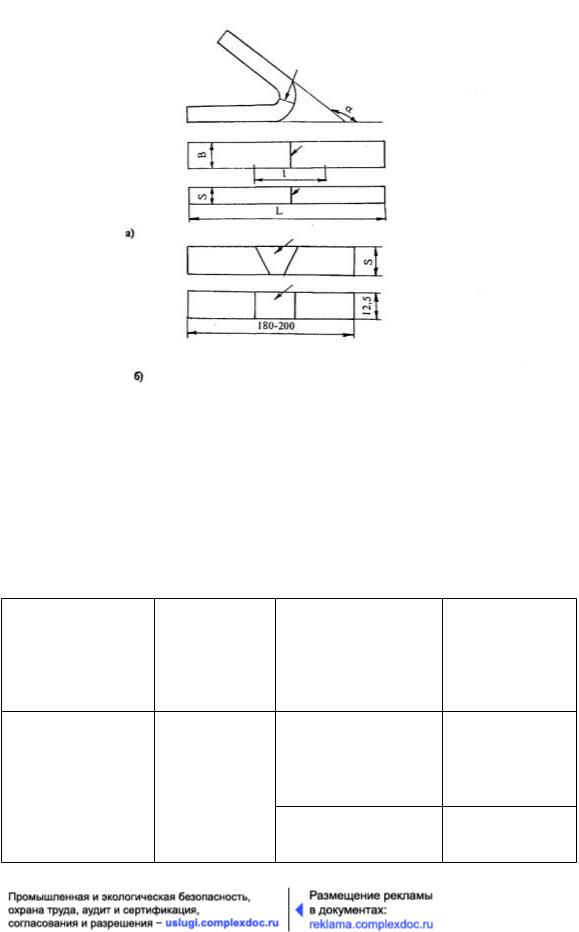
Рис.3. Эскизы образцов для механических испытаний сварных соединений на изгиб по ГОСТ 6996-66; а - корнем шва наружу или внутрь; б - на ребро; 1 - длина рабочей части образца, равная
0,33L
3.2. Выбор нагружающей оправки в соответствии с табл.4.
Таблица 4.
Данные для выбора диаметра нагружающей оправки
|
Временное |
|
Диаметр |
|
Состояние поставки |
сопротивление |
Вид испытания на изгиб |
нагружающей |
|
трубной стали |
разрыву, кгс/ |
оправки (см. ГОСТ |
||
|
||||
|
мм2,(МПа) |
|
6996-66) |
|
Горячекатанная, |
50 (490) |
Корнем шва внутрь или |
2S ± 2 мм (S - |
|
нормализованная |
|
наружу |
толщина стенки |
|
|
|
|
грубы) |
|
|
|
На ребро |
30 ± 2 мм |
154
База нормативной документации: www.complexdoc.ru
Горячекатанная, |
более50 до55 (от |
Корнем шва внутрь или |
3S ± 2 мм |
нормализованная |
490 до 539) |
наружу |
|
|
|
На ребро |
40 ± 2мм |
Горячекатанная, |
От 55 до 60 (от 539 Корнем шва внутрь или |
4S ± 2 мм |
|
нормализованная |
до 588) |
наружу |
|
|
|
На ребро |
50 ± 2 мм |
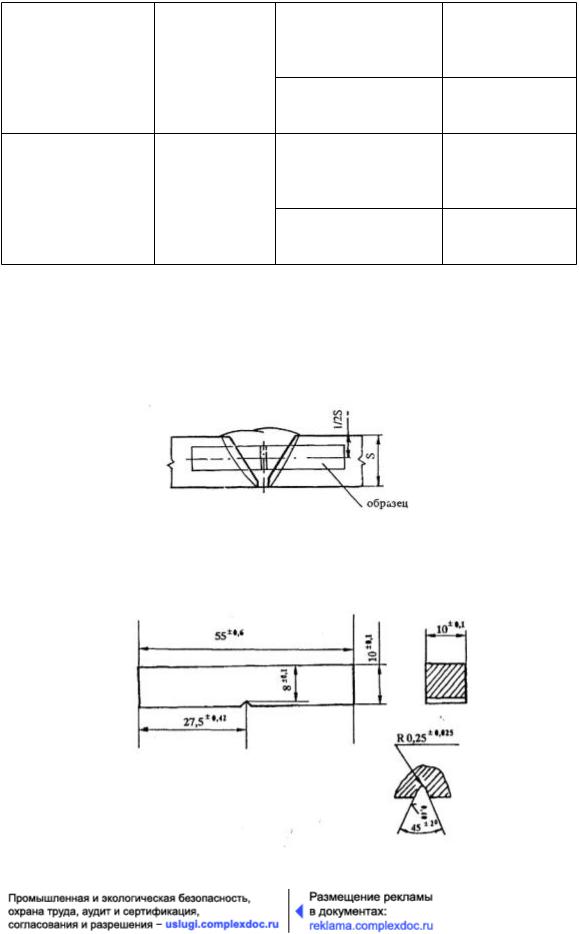
4. Испытания на ударную вязкость (KCV, KCU).
4.1.Образцы для испытаний изготавливаются согласно рис.4. Испытания выполняются по ГОСТ 6996-66.
4.2.Размеры образцов - рис.5, рис.6.
Рис.4. Схема расположения образцов
155