

База нормативной документации: www.complexdoc.ru
1.2.Инструкция по применению стальных труб в газовой и нефтяной промышленности. М., 1979.
1.3.Инструкция по применению стальных труб в газовой и нефтяной промышленности М., 1983.
1.4.Инструкция по применению стальных труб в газовой и нефтяной промышленности. М., 1988.
1.5.Инструкция по применению стальных труб в газовой и нефтяной промышленности. М., 1992.
Приложение 1a
ТРУБЫ ДЛЯ ГАЗОПРОВОДОВ, ТРАНСПОРТИРУЮЩИХ СЕРОВОДОРОДОСОДЕРЖАЩИЙ ГАЗ
Таблица 1
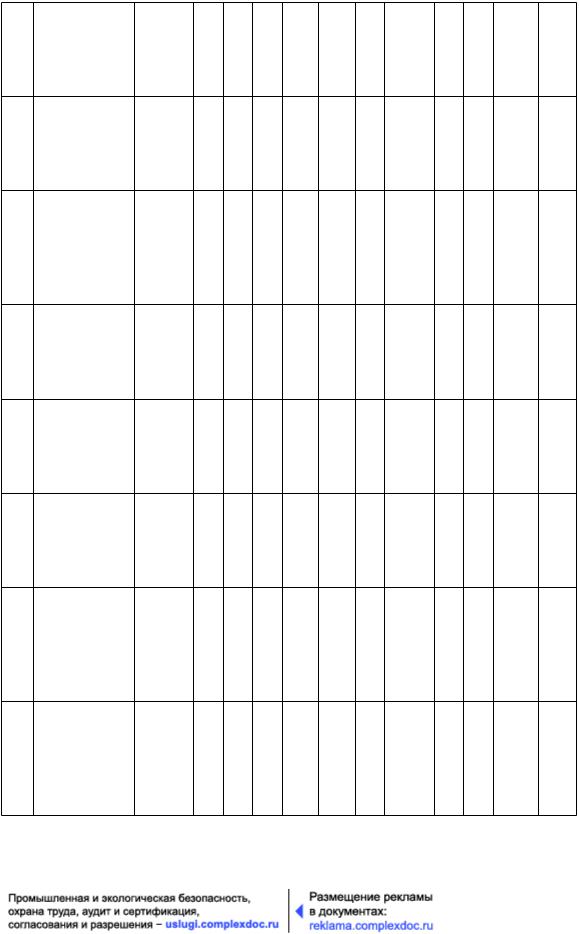
ХИМИЧЕСКИЙ СОСТАВ МЕТАЛЛА ТРУБ
№№ Трубы, марка, |
Диаметр, |
|
|
Содержание элементов % (не более) |
|
Сэ не |
|||||||
пп |
ТУ |
мм |
|
|
|
|
|
|
|
|
|
|
более |
|
|
|
С |
Мп |
Si |
S |
Р |
Сг |
Ni |
Mo |
Al |
другие |
|
1. |
MWX42NS |
33-406 |
0,15 |
1,00 |
0,35 |
0,005 |
0,02 |
- |
0,20 |
- |
0,05 |
0,35 |
0,38 |
|
(Маннесман) |
|
|
|
|
|
|
|
|
|
|
Сu |
|
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Nb |
|
2. |
X42SS (NKK) |
33-406 |
0,15 |
1,00 |
0,35 |
0,005 |
0,02 |
- |
0,20 |
0,25 |
0,05 |
0,35 |
0,38 |
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
Сu |
|
3. |
X42SS (NSK) |
33-406 |
0,15 |
1,00 |
0,35 |
0,005 |
0,02 |
- |
0,20 |
- |
0,05 |
0,35 |
0,38 |
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
Сu |
|
144
База нормативной документации: www.complexdoc.ru
4. |
Сталь 20, |
ГОСТ |
0,24 |
0,65 |
0,37 |
0,03 |
0.025 |
0,25 |
0,25 |
- |
- |
0,25 |
- |
|
ТУ-14-3-460-75 8732-74 |
|
|
|
|
|
|
|
|
|
Сu |
|
|
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
|
|
5. |
Сталь 20, ГОСТ |
тоже |
0,24 |
0,50 |
0,07 |
0,04 |
0,035 |
0,25 |
0,25 |
- |
|
0,25 |
- |
|
8731 -74 |
|
|
|
|
|
|
|
|
|
|
Сu |
|
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
|
|
6. |
St40S |
тоже |
0.18 |
0,85 |
0,40 |
0,015 |
0.03 |
0,30 |
- |
- |
0,50 |
0,05 |
0,35 |
|
(Сумитомо) |
|
|
|
|
|
|
|
|
|
|
Nb |
|
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
0,30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Сu |
|
7. |
St43, 7S |
тоже |
0,18 |
1,20 |
0,40 |
0,025 |
0,03 |
- |
- |
- |
- |
- |
- |
|
(MWX42, |
|
|
|
|
|
|
|
|
|
|
|
|
|
Маннесман) |
|
|
|
|
|
|
|
|
|
|
|
|
8. |
ТУ |
720x18, |
0,16 |
1,20 |
0,40 |
0,025 |
0,03 |
0,30 |
0,10 |
- |
0,10 |
0,10 |
- |
|
28Фр73(Х42), 720x22 |
|
|
|
|
|
|
|
|
|
Сu |
|
|
|
электросварные |
|
|
|
|
|
|
|
|
|
|
|
|
9. |
ТУ SХSS-40/ |
1020x22, |
0,15 |
0.85 |
0,40 |
0,010 |
0.025 0,40 |
0,10 |
0.10 0.10 |
0,40 |
- |
||
|
77ЯС, |
1020x26 |
|
|
|
|
|
|
|
|
|
Сu |
|
|
электросварные |
|
|
|
|
|
|
|
|
|
|
|
|
10. |
ТУ 40/78Н Sфр, |
1020x16, |
0J6 |
1,20 |
0.40 |
0,006 |
0.025 0,40 |
0,40 |
0.40 0,10 |
0,40 |
- |
||
|
(Х52). |
1020x19 |
|
|
|
|
|
|
|
|
|
Сu |
|
|
электросварные |
|
|
|
|
|
|
|
|
|
|
0,04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Nb |
|
11. |
ТУ 28/79(Х52), |
720x11, |
0,15 |
1,00 |
0,40 |
0,006 |
0,025 0,40 |
0,10 |
0,40 0,08 |
0,40 |
- |
||
|
электросварные |
720x16 |
|
|
|
|
|
|
|
|
|
Сu |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Nb |
|
145
База нормативной документации: www.complexdoc.ru
12. |
TУ 28/40-83H2S |
720x17, |
0,12 |
1,00 |
0,40 |
0,003 |
0,02 |
0,30 |
0,10 |
0,10 0,10 |
0,35 |
|
|
(X46SS) |
720x20, |
|
|
|
|
|
|
|
|
Сu |
|
|
электросварные |
1020x18, |
|
|
|
|
|
|
|
|
0,04 |
|
|
|
1020x21 |
|
|
|
|
|
|
|
|
Nb |
|
13. |
ТУ 28-КС-76Т, |
720x18, |
0,18 |
0,85 |
0,40 |
0,015 |
0,02 |
0,30 |
0,10 |
- 0,05 |
0,30 |
- |
|
электросварные |
720x22 |
|
|
|
|
|
|
|
|
Сu |
|
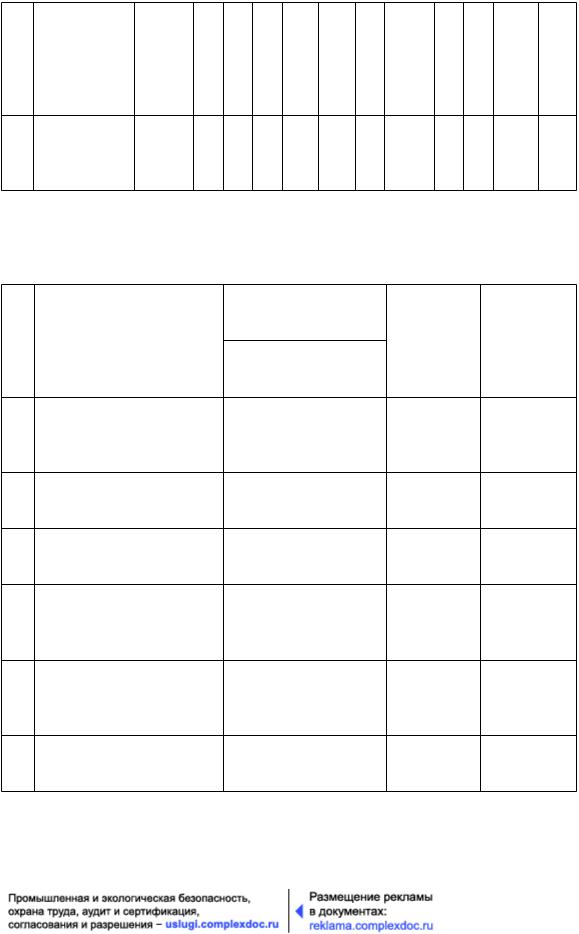
Таблица 2
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ТРУБ
NN |
Марка, тип стали труб, ТУ на |
Gв, МПа |
Gт, МПа |
δ,% |
Ударная |
Твердость, не |
|
поставку |
|
|
|
вязкость при |
более |
пп |
|
|
|
|
-40оС, кгсм/ |
|
|
|
|
не менее |
|
см2 |
|
1. |
MWX42NS(Maннecмaн), |
415(42) |
290 (30) |
28 |
5 |
200HV |
|
бесшовные |
|
|
|
|
|
2. |
X42SS(NKK), бесшовные |
422(43) |
295 (30) |
28,5 |
4-5 |
200HV |
3. |
X42SS(NSC), бесшовные |
422(43) |
295 (30) |
28,5 |
4-5 |
200HV |
4. |
Сталь 20.ТУ 14-3-460-75, |
410 (42) |
220 (22) |
24-31 |
3 (-20 С) |
- |
|
бесшовные |
|
|
|
|
|
5. |
Сталь 20.ГОСТ 8731-74, |
420 (43) |
250 (25) |
21 |
3 |
- |
|
бесшовные |
|
|
|
|
|
|
|
|
|
|
|
|
6. |
St40S (Сумитомо), бесшовные |
400(41) |
260 (27) |
24 |
3 |
- |
146