2.2. Виробництво сталі.
2.2.1. Хімізм сталеплавильного процесу.
Основна маса сталі у наш час виробляється з доменного чавуну. Завдання переробки чавуну в сталь полягає у тому, щоб із чавуну видалити надлишок вуглецю, кремнію, марганцю, сірки і фосфору.
Кисень, який проникає у чавун, переважно окислює залізо:
2Fе + О2 2Fе 2О + Q.
Оксид заліза вступає у взаємодію з домішками у чавуні, зменшуючи їх вміст:
2FеО + Sі 2Fе + SіО2 + Q;
FеО + Мп Fе + МпО + Q ;
5FеО + 2Р Р2О5 + 5Fе + Q.
Кількість вуглецю зменшується також за рахунок оксиду заліза:
FеО + С Fе + СО + Q.
Фосфор і сірка виводяться з металу в шлак за допомогою вільного оксиду кальцію:
Р2О5 + 4СаО (СаО)4Р2О5 + Q;
FеS + СаО СаS + FеО + Q.
Після виплавлення сталі її розкислюють. Розкислення проводять феромарганцем, феросиліцієм, алюмінієм:
3FеО + 2Аl 3Fе + Аl2О3 + Q;
2FеО + FеSі 3Fе + SіО2 + Q ;
FеО + FеМп 2Fе + МпО + Q .
2.2.2. Сучасні методи виробництва сталі.
Виплавляння сталі у конверторах з кисневим продуванням. У конверторному процесі джерелом тепла є хімічні екзотермічні реакції окислення елементів, які входять до складу чавуну. У кисневих конверторах можна виплавляти як вуглецеві, так і леговані сталі.
Кисневі конвертори поділяються на стаціонарні та обертові, місткістю від 100 до 350 т.
Стаціонарний конвертор (рис.13) має два бандажі 4, кожний з яких спирається на два ролики 1. Горловина конвертора має сферичну форму. Конвертори викладають доломітовою цеглою. Льоток 3 призначений для зливання готової сталі.
У конвертор спочатку завантажують скрап, потім заливають чавун, далі засипають вапно, боксит, залізну руду і окалину (якщо потрібно), після чого проводять продування, взяття проб, аналіз їх, а потім зливання
металу і шлаку. Процес виплавляння сталі у конверторах триває 15 хв.
Мартенівський спосіб виробництва сталі виник у 1864 році, розроблений французьким вченим П.Мартеном. У мартенівських печах сталь виплавляють з твердого або рідкого чавуну, стального і чавунного брухту з домішками залізної руди, окалин, флюсів і феросплавів: при цьому утворюється побічний продукт плавлення – мартенівський шлак.
Мартенівська піч (рис.14) складається з: плавильного простору 4, череня 7, склепіння 3, регенераторів 8 і 6 (які служать для підігрівання повітря і газового палива). У передній стінці мартенівської печі є вікна 9, через які з робочої площадки закидають шихту, беруть проби сталі і спостерігають за плавленням. У задній стінці міститься льоток для випускання сталі. Паливом служить мазут.
У залежності від шихти виплавляння сталі у мартенівських печах розділяють на: скрап-рудний процес (60-80 % рідкого чавуну і 20-40 % скрапу, залізна руда і флюси); скрап-процес (65-80 % відходів і брухту, решта чушковий чавун).
Мартенівські печі мають місткість до 1000 т. Тривалість плавлення залежить від місткості печі, виду палива, складу шихти і продовжується від 5 до 12 годин.

Виплавляння сталі в електропечах набуває дедалі більшого розвитку.
Відсутність окислювального полум'я і незначний доступ повітря, а то й повна його відсутність, дають можливість створювати у печах нейтральне або відновлювальне середовище і досить повно розкислювати сталь, тобто виплавляти високоякісні сталі. Є два типи печей для виплавляння сталі: дугові та індукційні.
Для виплавляння сталі використовують дугові трифазні печі прямого нагрівання, де дуга горить між (графітовими) електродами і шихтою (рис.15). Температура у печі досягає 4273-6273 0К.
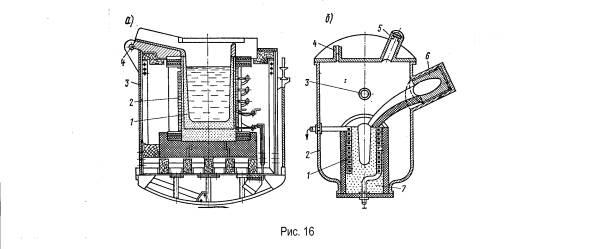
Робота індукційної печі базується на передачі електромагнітної енергії за допомогою індукції. На рис.16 наведено схему будови індукційної печі. У середині спірального багатовиткового індуктора 2 міститься вогнетривкий тигель 1. Індуктор і тигель встановлені у каркасі 3 печі. Для виливання готової сталі вся піч обертається навколо осі 4. Місткість тиглю від кількох кілограмів до кількох тонн. Метал у тиглі розігрівається індуктивними (вихровими) струмами. Індукційні печі використовують, в основному, для виплавляння високоякісних вуглецевих і легованих сталей та інших сплавів.