


База нормативной документации: www.complexdoc.ru
11.61.Удалить с поверхности сростка остатки кварцевазелиновой пасты и протереть ее чистой ветошью, смоченной в бензине.
11.62.Восстановление защитных покровов выполнить согласно разд. 12.
11.63.При монтаже кабелей марок МКСАБпШп-1×4×1,2 или ЗКАБп-1×4×1,2 обмотать сросток ранее смотанными в рулончики бронелентами (см. п. 11.46) с тем же шагом и перекрытием, что и на кабеле; концы бронелент очистить от битума, залудить и закрепить на броне со стороны Б бандажом из трех-четырех витков медной луженой проволоки. Стык бронелент и бандаж пропаять припоем ПОССу-30-2.
Особенности монтажа алюминиевой оболочки методом опрессования в симметрирующих муфтах
11.64.Разделку концов кабеля (см. табл. 8.6), расширение оболочки, запрессовку опорных втулок произвести так же, как при монтаже прямых муфт.
11.65.Для монтажа оболочки применяются переходные свинцово-алюминиевые трубки (рис. 11.11, в) и свинцовый цилиндр.
На кабеле ЗКАШп-1×4×1,2 и МКСАШп-1×4×1,2 вместо переходной свинцовоалюминиевой трубки допускается применение алюминиевой трубки, конец которой, обращенный к сростку, следует предварительно залудить припоями ЦОП
иПОССу-30-2 на длине 30 мм.
11.66.Зачистить концы алюминиевых переходных трубок и расширенную часть оболочки с использованием кварцевазелиновой пасты согласно п. 11.55. Залудить концы свинцовой части переходных трубок и свинцового цилиндра.
11.67.Надвинуть на один из концов кабеля свинцовый цилиндр и переходную трубку, а на другой конец переходную трубку.
11.68.Проверить размеры разделки концов кабеля и закрепить их таким образом, чтобы расстояния между обрезами оболочки соответствовали табл. 8.6.
11.69.Выполнить монтаж сердечника кабеля в соответствии с требованиями
разд. 10.
11.70.Надвинуть переходные трубки таким образом, чтобы их алюминиевые концы перекрывали расширенную часть алюминиевой оболочки.
11.71.Спрессовать алюминиевые переходные трубки с алюминиевой оболочкой кабеля так, как это изложено в п. 11.60.
346
База нормативной документации: www.complexdoc.ru
11.72. Надвинуть на сросток свинцовый цилиндр таким образом, чтобы его концы симметрично перекрывали концы свинцовых конусов переходных трубок, а в кабелях ЗКА-1×4×1,2 и МКСА-1×4×1,2-залуженные концы алюминиевых переходных трубок.
Спайку цилиндра с переходными конусами выполнить припоем ПОССу-30-2.
11.73. Испытание герметичности смонтированной муфты, восстановление изолирующих покровов, установку и заливку защитной чугунной муфты, установку замерного столбика выполнить согласно требованиям данного Руководства.
Общий вид смонтированной симметрирующей муфты показан на рис. 11.14.
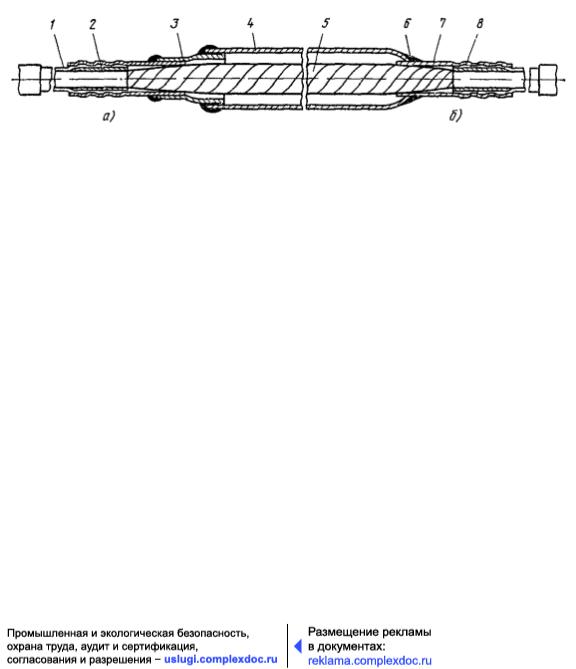
Рис. 11.14. Общий вид симметрирующей муфты, смонтированной методом опрессования при помощи переходной трубки со свинцовым конусом (а) и без свинцового конуса (б):
1 - алюминиевая оболочка; 2 - опорная втулка; 3 - переходная алюминиево-свинцовая трубка; 4 - свинцовый цилиндр; 5 - сросток сердечника; 6 - пайка; 7 - переходная алюминиевая трубка; 8 - место опрессования
Монтаж алюминиевой оболочки методом горячей пайки
11.74. Для сращивания алюминиевой оболочки методом горячей пайки, кроме обычных приспособлений и материалов, должны быть подготовлены:
а) охладитель (рис. 11.15) с диаметром отверстия, соответствующим диаметру сращиваемой алюминиевой оболочки;
б) щетки стальные (с кордной лентой): одна для зачистки оболочки и вторая для
ееобслуживания;
в) цинково-оловянный припой ЦОП;
г) материалы для восстановления изолирующих покровов (разд. 12).
347

База нормативной документации: www.complexdoc.ru
Рис. 11.15. Охладитель
11.75. После разделки концов кабеля залудить алюминиевую оболочку, для чего:
а) сердечник кабеля поверх поясной изоляции обмотать двумя слоями стеклоленты;
б) поверхность оболочки зачистить напильником, затем стальной щеткой, протереть ветошью, смоченной бензином (Б-70 или неэтилированным А-72) и вновь протереть сухой тканью;
в) при залуживании оболочки необходимо обратить особое внимание на чистоту обрабатываемой поверхности. Чтобы расплавленный битум не подтекал в зону залуживания, конец кабеля следует обрабатывать в наклонном положении. Залуживание производится без применения флюса; стальные щетки перед использованием должны быть тщательно очищены от загрязнений, промыты в бензине и просушены; щетки, предназначенные для залуживания, не должны использоваться для зачистки оболочки; щетки для зачистки не должны применяться для залуживания;
г) на стальную щетку (предназначенную только для залуживания оболочки) нанести 5 - 7 г припоя ЦОП, разогретого до состояния текучести;
д) прогреть пламенем паяльной лампы (рис. 11.16, а) или горелки алюминиевую оболочку до температуры плавления припоя и, натирая стальной щеткой с припоем ЦОП, залудить оболочку по всей окружности на расстоянии 40 - 50 мм от ее среза; припой должен покрыть оболочку ровным, гладким и блестящим слоем,
е) на горячую поверхность залуженной оболочки путем натирания нанести прутком тонкий слой припоя ПОССу-30-2;
348

База нормативной документации: www.complexdoc.ru
ж) длительность всего процесса залуживания должна быть минимальной и не превышать 1 мин;
з) немедленно после нанесения припоя ПОССу-30-2 на оболочку кабеля вблизи места среза полиэтиленового шланга установить охладитель (рис. 11.16, б);
и) после остывания оболочки снять охладитель и удалить стеклоленту с сердечника.
Аналогично подготовить второй конец кабеля.
11.76. Удаление поясной изоляции, монтаж сердечника, упаковка сростка, запайка свинцовой муфты, испытание герметичности, установка защитной чугунной муфты и другие работы должны выполняться так же, как на кабеле в свинцовой оболочке с учетом следующего:
а) перед надвиганием на конец кабеля бесшовной свинцовой муфты на ее концах следует сделать несколько треугольных вырезов, что облегчает образование конусов и сохраняет залуженные поверхности оболочки и муфты в процессе формирования конуса;
б) упаковку сростка выполнить увеличенным количеством слоев кабельной бумаги (6 - 8 слоев);
в) пайку муфты производить без применения флюса - сухой гладилкой;
г) сразу же после окончания пайки на оголенную оболочку необходимо установить охладитель (рис. 11.16, в).
349