

13. 3 Толстопленочные имс и гимс
Изготовление пассивных элементов толстопленочных ГИМС основано на нанесении различных по составу и назначению паст через сеточный трафарет на керамическую подложку с последующим их вжиганием. Последовательность нанесения паст определяется температурой вжигания различных по назначению паст.
В состав паст входят металл, окисел металла, стекло и органические добавки для создания требуемой консистенции пасты. Пасты подразделяют на проводящие (ПП-1,ПП-2 и т.п.), резистивные (ПР-5, ПР-100, ПР-2к и т.п.) и диэлектрические (ПК-12, ПД-2 и т.п.). Свойства некоторых паст приведены в табл.13.2.
Таблица13.2–Характеристики некоторых проводящих и резистивных паст
|
Обозначение |
Толщина слоя, мкм |
Поверхностное удельное сопротивление ρS, Ом/ڤ |
Удельная мощность рассеивания РО, мВт/мм2 |
Применение пасты |
|
ПП-1 |
10-20 |
0,05 |
- |
Проводники, контактные площадки первого слоя |
|
ПП-2 |
15-20 |
5,0 |
- |
Верхние обкладки конденсаторов |
|
ПП-3 |
15-25 |
0,05 |
- |
Проводники, нижние контакты конденсаторов |
|
ПР-5 |
15-20 |
5 |
7-8 |
Низкоомные резисторы |
|
ПР-100 |
15-20 |
100 |
7-8 |
Резисторы |
|
ПР-500 |
10-20 |
500 |
5-6 |
Резисторы |
|
ПР-1к |
10-20 |
1000 |
5-6 |
Резисторы |
|
ПР-5к |
10-20 |
5000 |
4-5 |
Резисторы |
|
ПР-20к |
10-20 |
20000 |
3-4 |
Резисторы |
|
ПР-50к |
10-20 |
50000 |
3-4 |
Высокоомные резисторы |
|
|
|
|
|
|
|
ПП-3 |
15-25 |
0,05 |
0,05 |
Проводники, нижние контакты конденсаторов |
Н анесение
материала толстых пленок на керамическую
подложку осуществляется продавливание
через сетчатый трафарет, имеющий закрытые
и открытые участки (рис.13.3). Пасту подают
поверх трафарета и перемещением ракеля
через отверстия в трафарете переносят
на подложку в виде столбиков, копирующих
открытые участки в трафарете. Растекаясь,
столбики соединяются, образуя такой же
рисунок, как и на трафарете. Сетчатые
трафареты изготавливают из капрона,
нейлона или нержавеющей стали.
анесение
материала толстых пленок на керамическую
подложку осуществляется продавливание
через сетчатый трафарет, имеющий закрытые
и открытые участки (рис.13.3). Пасту подают
поверх трафарета и перемещением ракеля
через отверстия в трафарете переносят
на подложку в виде столбиков, копирующих
открытые участки в трафарете. Растекаясь,
столбики соединяются, образуя такой же
рисунок, как и на трафарете. Сетчатые
трафареты изготавливают из капрона,
нейлона или нержавеющей стали.
Пасты после нанесения подвергают термообработке – сушки и вжиганию. Сушка необходима для удаления из пасты легколетучих органических компонент. Вжигание проводится с целью сплавления частиц основных материалов пасты между собой, со стеклом, входящим в состав паст и керамической подложкой. Вжигание паст проводят при высокой температуре. В результате вжигания на поверхности керамической подложке формируется топологический рисунок нужного слоя приблизительно одинаковой толщины от 10 до 60 мкм.
Последовательность изготовления толстопленочной ГИМС следующая: формирование проводников, контактных площадок и нижних обкладок конденсаторов с помощью проводящей пасты, формирование слоя диэлектрика кондесатора с помощью диэлектрической пасты, формирование верхней обкладки конденсатора с помощью проводящей пасты, формирование слоя низкоомных резисторов с помощью резистивной пасты, формирование высокоомных резисторов с помощью высокоомной пасты.
После нанесения и вжигания всех слоев проводят лазерную подгонку пленочных резисторов до требуемого номинала в сторону увеличения их сопротивления, а затем устанавливают активные дискретные компоненты ГИМС.
После изготовления
отклонение номинала резисторов может
достигать 50%, поэтому проводят подгонку
номинала резистора, воздействуя на него
лаз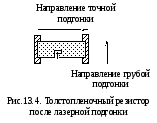 ерным
лучом. При этом часть материала резистора
испаряется, и сопротивление резистора
возрастает. Обычно грубую подгонку
резисторов осуществляют выжиганием
материала перпендикулярно длине
резистора, а грубую – параллельно
(рис.13.4).
ерным
лучом. При этом часть материала резистора
испаряется, и сопротивление резистора
возрастает. Обычно грубую подгонку
резисторов осуществляют выжиганием
материала перпендикулярно длине
резистора, а грубую – параллельно
(рис.13.4).
Установку активных и пассивных дискретных компонентов – транзисторов, диодов конденсаторов – осуществляют методом поверхностного монтажа на контактные площадки, созданные при формировании первого слоя. При этом часто диоды заменяют транзисторами, используя р-п переход коллектор-база или база эмиттер. На рис.13.5 показана установка активных и пассивных компонентов в толстопленочных ГИМС.
Р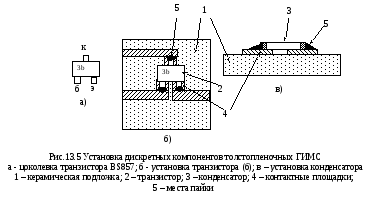 езисторы.Форма резисторов в толстопленочной
технологии всегда прямоугольная. При
этом длина резистора – это расстояние
между контактами резистора, а ширина
всегда перпендикулярна длине. Поскольку
пленка практически одинакова по толщине,
то сопротивление толстопленочного
резистораR определяется удельным
поверхностным сопротивлением пленкиρSи коэффициентом формы
резистораКФ
езисторы.Форма резисторов в толстопленочной
технологии всегда прямоугольная. При
этом длина резистора – это расстояние
между контактами резистора, а ширина
всегда перпендикулярна длине. Поскольку
пленка практически одинакова по толщине,
то сопротивление толстопленочного
резистораR определяется удельным
поверхностным сопротивлением пленкиρSи коэффициентом формы
резистораКФ
![]() , (13.1)
, (13.1)
![]() , (13.2)
, (13.2)
где L,b– длина и ширина резистора, соответственно (рис.13.6).
Коэффициент формы толстопленочных резисторов не превышает 5.
Общая площадь резистора определяет допустимую мощность его рассеивания
![]() ,
(13.3)
,
(13.3)
где Р0- удельная мощность рассеивания резистивной пасты.
Поскольку при вжигании резистивных паст отклонения от номинала могут быть достаточно большими, то резисторы проектируют с номинальным сопротивление несколько ниже требуемого, чтобы последующей подгонкой добиться требуемого номинала.
Обычно при проектировании толстопленочной ГИМС все резисторы разбивают на две группы по близости номинала сопротивления, так чтобы группу низкоомных резисторов изготавливать с помощью низкоомной резистивной пасты, а группу высокоомных резисторов с помощью высокоомной резистивной пасты.
К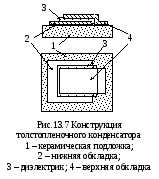
 онденсаторы.При изготовлении толстопленочных
конденсаторов обычно используют обкладки
прямоугольной формы (рис.13.7). Вначале
изготовляют нижнюю обкладку из проводящей
пасты, затем наносят диэлектрик
конденсатора из диэлектрической пасты,
причем размеры диэлектрика обычно
меньше размеров нижней обкладки.
Последней наносят верхнюю обкладку из
проводящей пасты, размерами меньшими
размера слоя диэлектрика. Емкость
конденсатора определяется из общепринятой
формулы плоского конденсатора и
определяется размерами верхней обкладки.
Точность изготовления конденсатора не
превышает ±20 %.
онденсаторы.При изготовлении толстопленочных
конденсаторов обычно используют обкладки
прямоугольной формы (рис.13.7). Вначале
изготовляют нижнюю обкладку из проводящей
пасты, затем наносят диэлектрик
конденсатора из диэлектрической пасты,
причем размеры диэлектрика обычно
меньше размеров нижней обкладки.
Последней наносят верхнюю обкладку из
проводящей пасты, размерами меньшими
размера слоя диэлектрика. Емкость
конденсатора определяется из общепринятой
формулы плоского конденсатора и
определяется размерами верхней обкладки.
Точность изготовления конденсатора не
превышает ±20 %.