

Параметры машинных строчек
|
№ образца артикул |
Длина стежка |
Количество стежков в 10 мм строчки |
Торговый номер швейных ниток |
Номер швейных игл |
|||
|
х/б |
армированные |
лавсановые |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Образец 1 (03432-1) |
2 |
5-6 |
40-50 |
44лх, 45лх |
85 л/ |
65, 75 |
|
|
Образец 2 (03452-2) |
1-1,5 |
7-8 |
30 |
- |
75л |
100-110 |
|
|
Образец 3 (03452-3) |
2 |
5 |
50-80 |
65лх, 70лл, 80лл
|
85л, 95л/ |
75-90 |
|
|
Образец 4 (03462-4) |
2-2,5 |
4-5 |
50 |
44лх, 45лх |
85л/ |
65, 75 |
|
|
Образец 5 (03452-5) |
1-1,5 |
7-8 |
20 |
- |
75л |
100 |
|
2.2.2 Составление технологической последовательности обработки женского плаща
Таблица 2.4
Технологическая последовательность обработки женского плаща
|
№ тно |
Содержание технологически неделимой операции |
Специальность |
Разряд |
Затраты времени, с |
Применяемое оборудование, приспособления. Предприятие-изготовитель |
|
1 |
2 |
3 |
4 |
5 |
6 |
2.2.3. Разработка общей схемы сборки деталей и узлов женского плаща
Общая схема сборки деталей и узлов дает наглядное представление о связях между отдельными элементами изделия, а также последовательности их соединения. Разработка общей схемы сборки позволяет избежать возможных ошибок и облегчить работу по созданию технологической последовательности и графической модели процесса изготовления изделия.
Методика разработки общей схемы сборки изделия включает в себя элементы анализа и синтеза. На первом этапе определяется основная сборочная единица изделия, к которой условно предполагается прикрепление остальных сборочных единиц. Основной сборочной единицей считается та, которая имеет наиболее разветвленную систему связей с другими сборочными единицами.
Общая схема сборки проектируемого изделия представлена на рис. 2.1.
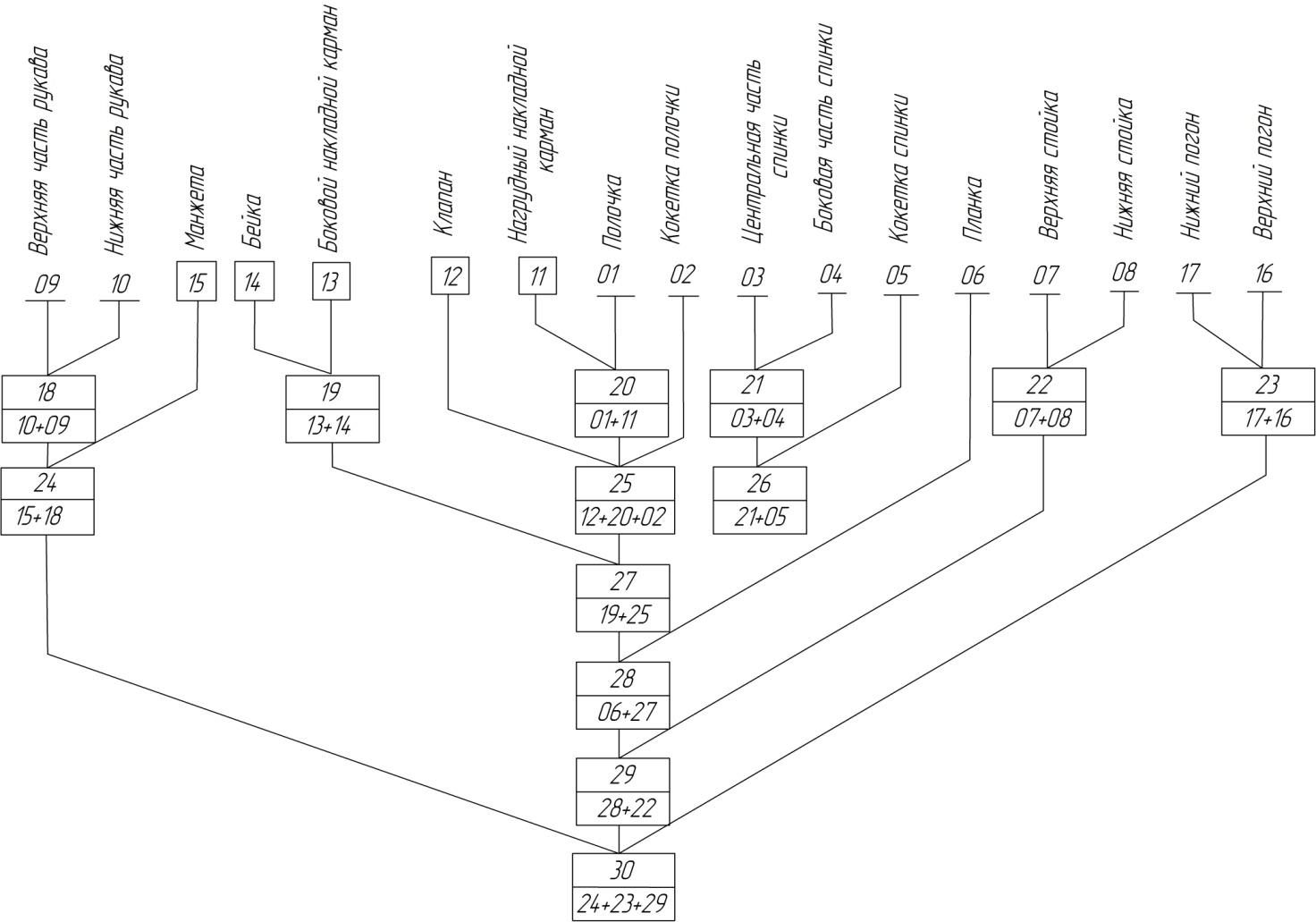
Рис. 2.1. Общая схема сборки деталей и узлов женского плаща
2.2.4. Анализ методов технологической обработки изделия с учетом основной ткани
В первом разделе работы были выбраны пять образцов материалов, которые впоследствии были подвержены испытаниям. В результате проведенных исследований были выявлены основные показатели свойств тканей, в последующем оказывающих влияние на технологию изготовления женского плаща. Каждому образцу присущи определенные свойства и характеристики. В зависимости от состава и структуры выбранных образцов разработаем технологическую карту сборочных схем и узлов женского плаща. На рисунке 2.3
изображены методы обработки плаща из образцов 1, 2, 4, 5. Данные образцы характеризуются относительно одинаковой поверхностной плотностью, равной степенью осыпаемости, что позволяет использовать данные методы обработки для всех перечисленных образцов материалов.
На рисунке 2.4 изображены методы обработки женского плаща из образца 3. Стоит отметить, что в результате проведенных испытаний именно данный образец оказался наиболее оптимальным для изготовления плаща. Предложенные методы обработки отличаются от ранее рассмотренных шириной шва, длиной стежка и применяемым оборудованием. Такое различие обусловлено наибольшей линейной плотностью, поверхностной плотностью. В данном случае используется машина Дюркопп-Адлер класса 272-140042/Е4 с комбинированным механизмом передвижения материала, т.е. передвижной нижней рейкой и отклоняющейся иглой. Данный механизм позволяет выполнять «беспосадочную строчку», что положительно влияет на обработку тканей с пропитками.
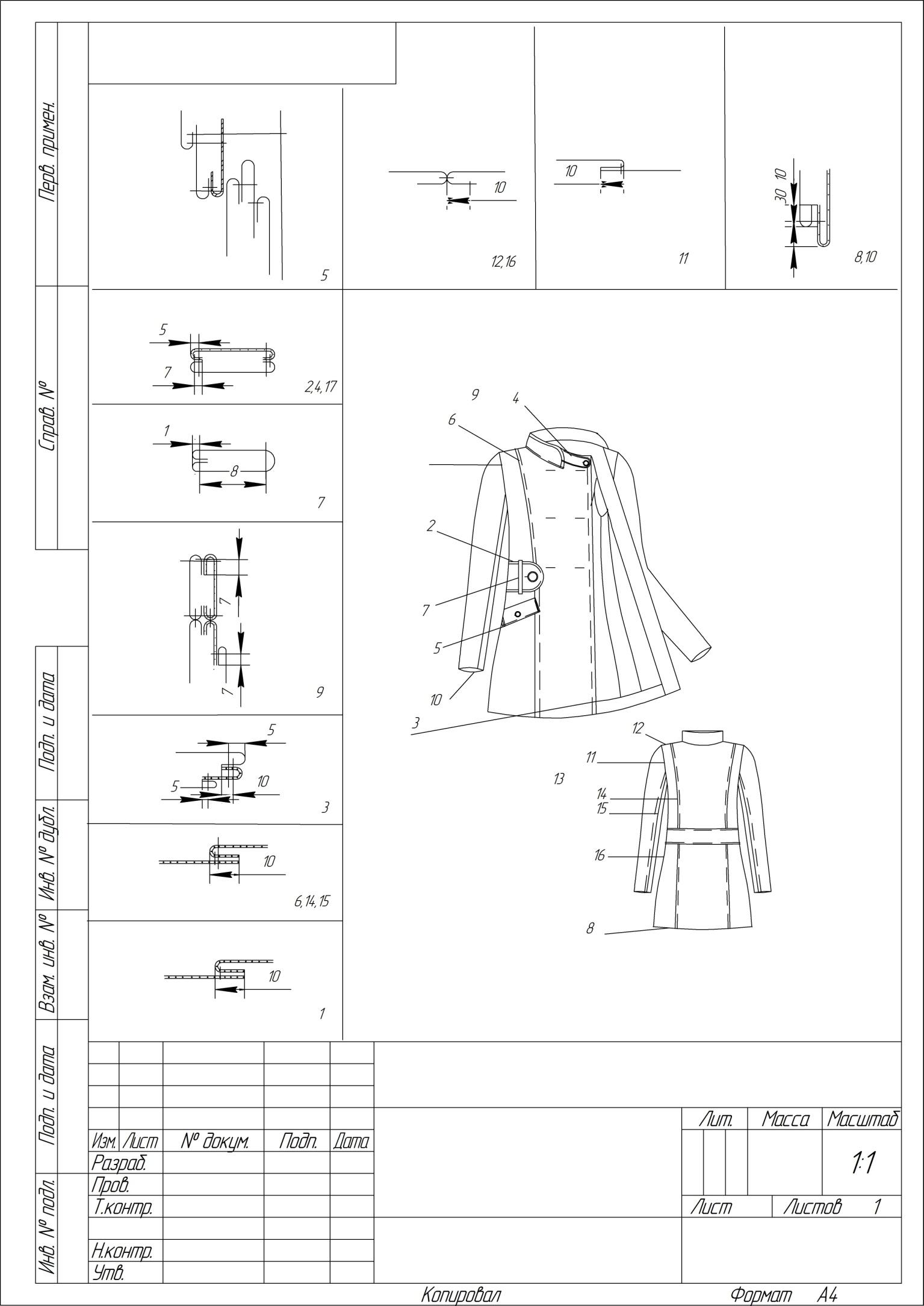
Рис. 2.3. Технологическая карта сборочных схем и узлов женского плаща
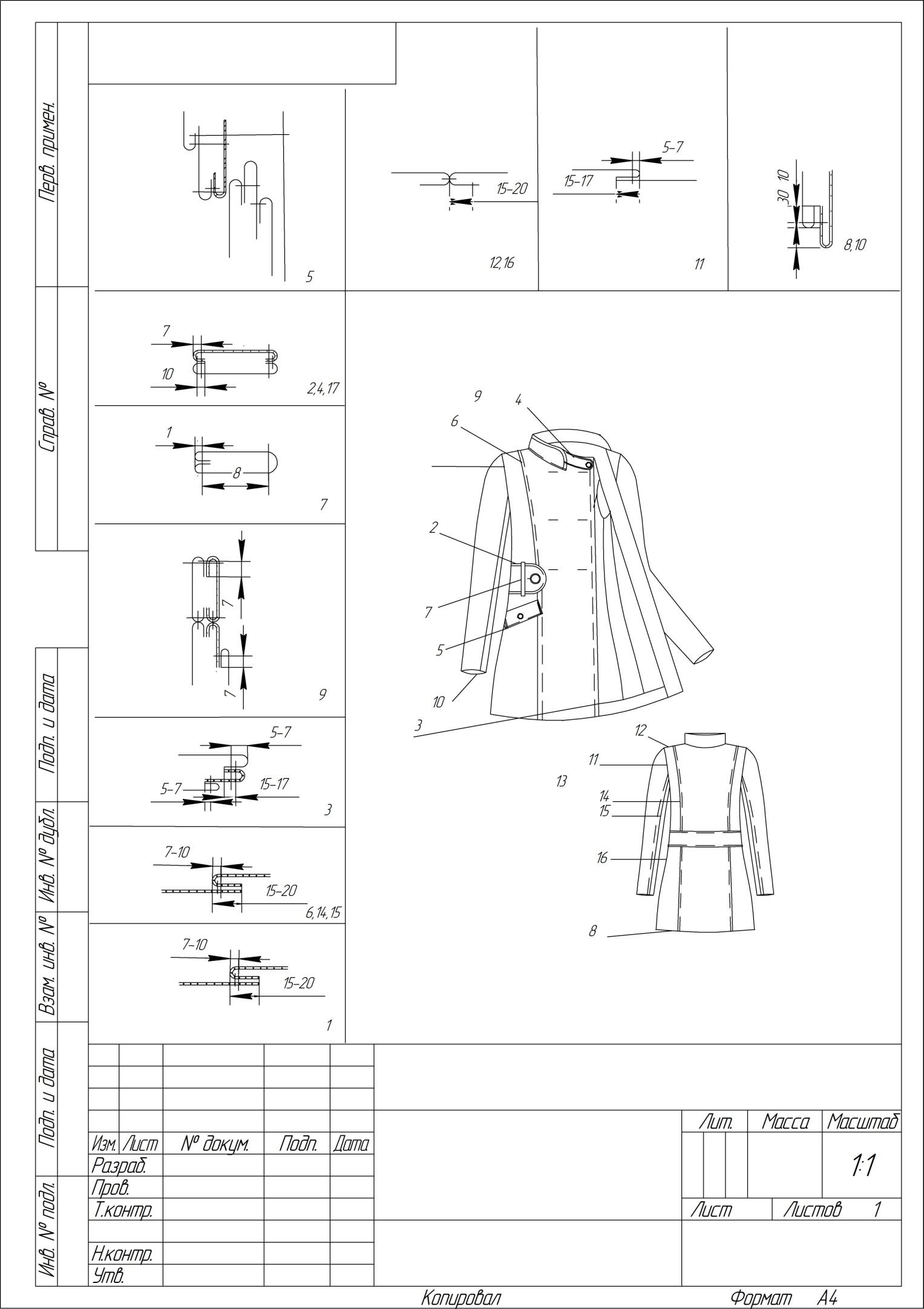
Рис. 2.3. Технологическая карта сборочных схем и узлов женского плаща