

РОЗДІЛ6 ВИТЯГУВАННЯДЕТАЛЕЙСКЛАДНОЇ |
||||||||
|
|
|
|
|
ФОРМИ |
|
|
|
6.1 Витягування деталей сферичної форми |
|
|||||||
При витягуванні деталей сферичної форми коефіцієнт |
||||||||
витягування постійний і для будь-якого діаметра дорівнює |
||||||||
m=0,71. |
|
|
|
|
|
|
|
|
Процес витягування сферичних деталей ускладнюється тим, |
||||||||
що велика частина поверхні заготовки залишається |
||||||||
непритиснутою і легко утворюються тріщини і гофри. |
|
|||||||
Для запобігання утворенню складок використовують матриці |
||||||||
з витяжними ребрами. Це ускладнює процес, викликає |
||||||||
непередбачений |
брак, |
тому що дія |
витяжних ребер |
хоча і |
||||
зрозуміла, але не достатньо вивчена. |
УНІВЕРСИТЕТ |
|||||||
|
|
|
||||||
Завдання витяжних ребер - загальмувати краї заготовки, що |
||||||||
рухаються. І крім того, замість плоского деформованого стану |
||||||||
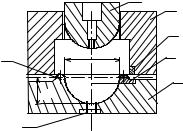
створити об'ємне. Штамп для сферичного витягування у матриці |
||||||||
з витяжними ребрами показаний на рис.6.1. |
|
|
||||||
|
|
1 |
|
2 |
Рисунок 6.1-Штамп для сферичного |
|||
|
|
|
|
|||||
|
|
|
|
3 |
витягування з витяжними ребрами |
|||
|
|
|
|
1-пуансон ; 2-напрямна; 3-вставний |
||||
|
d |
|
|
4 |
||||
7 |
|
|
притиск; 4-вставне ребро; 5- |
|||||
|
|
|
|
5 |
матриця; 6-виштовхувачі; 7- ребро, |
|||
h |
|
|
|
виготовлене за одне ціле з |
||||
|
|
|
|
|||||
|
|
|
|
матрицею |
|
|
||
6 |
|
|
ДЕРЖАВНИЙ |
|
|
|||
|
|
|
|
|
|
|
|
|
Крім витяжних ребер, створити об'ємне деформування можна |
||||||||
(рис.6.2) за рахунок збільшення зусилля притискання; за |
||||||||
рахунок збільшення ширини фланця; за рахунок створення |
||||||||
витяжних (гальмових) |
ребер; за рахунок створення перетяжних |
|||||||
порогів (різновид ребра). |
|
|
|
|
||||
Застосування витяжних ребер збільшує радіальні |
||||||||
напруження |
і |
зменшує |
тангенціальні. |
Витяжні |
ребра |
|||
розміщуються по периметру заглиблення матриці (рис. 6.3). Це |
||||||||
СУМСЬКИЙ |
|
|
|
|
|
|
|
|
знижує ступінь деформації у тангенціальному напрямку, 
 УНІВЕРСИТЕТ
УНІВЕРСИТЕТ
зменшує імовірність утворення складок (рис.6.4).
Замість притискання і ребер іноді застосовується подвійний вигин (рис.6.5).
Рисунок 6.2 - Різні способи збільшення інтенсивності гальмування фланця заготовки під притискачем: а) збільшення зусилля притискання; б) збільшення ширини фланця; в) застосування витяжних (гальмових) ребер; г) застосування перетяжних порогів
Рисунок 6.3 - Приклади розміщення витяжних ребер
СУМСЬКИЙ6.2 Витягування із стоншенням стінок
Допускається ступінь деформації
Е = (F0 – F) / F0 ≈ (S0 – S) / S0,
де F0, S0 – площа поперечного перерізу і товщина стінки до витягування;
F, S – площа поперечного перерізу і товщина стінки після витягування.
Дослідним шляхом з використанням цієї формули складені таблиці, де зазначені середні значення Е иУНІВЕРСИТЕТодержані при цьому
Рисунок 6.4 - Вплив витяжних ребер на розподіл напруження у фланці
коефіцієнти стоншення mтн при використанні різних матеріалів для заготовок.
СУМСЬКИЙРисунок 6.5 −Витягування з подвійним перегином заготовки:
а) схема штампа; б) послідовність деформації
Тоді число операцій при витягуванні із стоншенням розраховують за формулою

n = |
lg S0 |
−lg S |
, |
УНІВЕРСИТЕТ |
||
lg |
|
100 |
|
|||
|
|
|
|
|||
|
100 − E |
|
|
|||
|
|
|
|
|||
|
|
|
|
S = S0 mут. |
|
|
|
|
|||
|
Витягування |
можна виконувати |
через дві матриці чи |
||||||||
одночасно у 2 матрицях (рис.6.6). |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Переміщення |
|
Переміщення |
|
|||||||
|
|
|
|
пуансона |
|
|
|
|
пуансона |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок 6.6 - Два способи витягування із стоншенням: а) послідовно через дві матриці; б) одночасно у двох матрицях
Витягування із стоншенням дозволяє одержувати трубчасті деталіСУМСЬКИЙз плоских заготовок. Але якщо процес багатоопераційний, то заготовку необхідно між операціями відпалювати (рис.6.7).
Для підвищення якості обробки необхідно, щоб на кінець витягування гальмування фланця було більш сильним. Для цього застосовують спеціальні пристрої.( рис.6.8).