

НГ,ИКГ ф-тет маш 2 сем / Машинобуд_вне креслення
.pdfH = 0,86603P; H1 = 0,54125P; R = H/6 = 0,144P |
Рис. 1.1. Параметри метричної різьби |
Таблиця 1.1
Параметри профілю метричної різьби згідно ГОСТ 9150-81
|
Діаметри різьби, мм |
|
Крок різьби, |
Висота |
||
|
|
|
|
|
мм, Р |
профілю, Н1 |
зовнішній |
|
середній |
|
внутрішній |
||
|
|
|
|
|||
d |
|
d2 |
|
d1 |
|
|
1 |
|
2 |
|
3 |
4 |
5 |
|
|
|
|
|
|
|
1 |
|
0,838 |
|
0,730 |
0,25 |
0,135 |
|
|
|
|
|
|
|
1,1 |
|
0,938 |
|
0,830 |
0,25 |
0,135 |
|
|
|
|
|
|
|
1,2 |
|
1,038 |
|
0,930 |
0,25 |
0,135 |
|
|
|
|
|
|
|
1,4 |
|
1,205 |
|
1,075 |
0,3 |
0,162 |
|
|
|
|
|
|
|
1,6 |
|
1,373 |
|
1,221 |
0,35 |
0,189 |
|
|
|
|
|
|
|
1,8 |
|
1,573 |
|
1,421 |
0,35 |
0,189 |
|
|
|
|
|
|
|
2 |
|
1,740 |
|
1,567 |
0,40 |
0,216 |
|
|
|
|
|
|
|
9
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
2,2 |
1,908 |
1,713 |
0,45 |
0,243 |
|
|
|
|
|
2,5 |
2,208 |
2,013 |
0,45 |
0,243 |
|
|
|
|
|
3 |
2,675 |
2,459 |
0,50 |
0,270 |
|
|
|
|
|
3,5 |
3,110 |
2,850 |
0,60 |
0,325 |
|
|
|
|
|
4 |
3,546 |
3,242 |
0,70 |
0,379 |
|
|
|
|
|
4,5 |
4,013 |
3,688 |
0,75 |
0,406 |
|
|
|
|
|
5 |
4,480 |
4,134 |
0,80 |
0,433 |
|
|
|
|
|
6 |
5,350 |
4,918 |
1 |
0,541 |
|
|
|
|
|
7 |
6,350 |
5,918 |
1 |
0,541 |
|
|
|
|
|
8 |
7,188 |
6,647 |
1,25 |
0,676 |
|
|
|
|
|
9 |
8,188 |
7,647 |
1,25 |
0,676 |
|
|
|
|
|
10 |
9,026 |
8,376 |
1,5 |
0,812 |
|
|
|
|
|
11 |
10,026 |
9,376 |
1,5 |
0,812 |
|
|
|
|
|
12 |
10,863 |
10,106 |
1,75 |
0,947 |
|
|
|
|
|
14 |
12,701 |
11,835 |
2 |
1,082 |
|
|
|
|
|
16 |
14,701 |
13,835 |
2 |
1,082 |
|
|
|
|
|
18 |
16,376 |
15,294 |
2,5 |
1,353 |
|
|
|
|
|
20 |
18,376 |
17,294 |
2,5 |
1,353 |
|
|
|
|
|
22 |
20,376 |
19,294 |
2,5 |
1,353 |
|
|
|
|
|
24 |
22,051 |
20,752 |
3 |
1,624 |
|
|
|
|
|
27 |
25,051 |
23,752 |
3 |
1,624 |
|
|
|
|
|
30 |
27,727 |
26,211 |
3,5 |
1,894 |
|
|
|
|
|
10
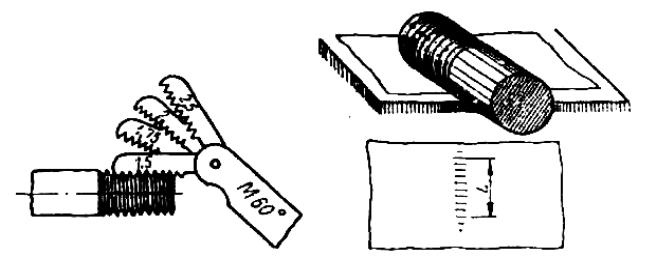
1.2.2. Вимірювання кроку різьби
Для визначення різьби, що знаходиться на деталі, використовують спеціальні шаблони – різьбоміри (рис. 1.2, а). На корпусі різьбоміра вибито клеймо М60°, а на кожній пластинці – крок різьби в міліметрах.
Для визначення різьби підбирають пластинку із зубами, які можуть бути введені до впадин різьби. Потім читають вказаний на пластинці крок (або число витків на дюйм – для трубної різьби). Зовнішній діаметр різьби d на стрижні вимірюється звичайно – за допомогою штангенциркуля. За цими двома даними знаходять різьби за довідником.
За відсутністю різьбоміра крок різьби або число витків на дюйм може бути визначений за допомогою відбитка на папері. Для цього на край столу кладуть лист паперу, прикладають до нього різьбову деталь та надавлюванням руки отримують відбиток декількох кроків, бажано не менш 10 (рис. 1.2, б).
а) різьбоміром; |
б) за відбитком |
Рис. 1.2. Визначення кроку різьби
На відбитку вимірюють відстань L між крайніми чіткими рисками. Потім рахують число кроків n на довжині L (при цьому слід пам’ятати, що число n на одиницю менш за число рисок). Крок різьби визначається шляхом поділу L на n.
11
Приклад. Відбиток надав 10 чітких рисок (тобто 9 кроків) загальною довжиною 13,5 мм. Зовнішній діаметр різьби 18 мм.
Визначаємо крок Р = 13,5:9 = 1,5 мм, за табл. 1.2 знаходимо: різьба М18х1,5.
Визначення цим методом різьби в отворах можливо за допомогою металічного або дерев’яного стрижня, що обернений папером.
Примітка: для найбільш поширених діаметрів кроки метричної різьби виражаються або цілим числом міліметрів, або числом, кратним 0,5 або 0,25 мм.
Таблиця 1.2
Діаметри та кроки метричних різьб згідно ГОСТ 16967-81, мм
|
Діаметри, d |
|
|
Кроки, s |
|
|
|
|
|
1-й ряд |
2-й ряд |
3-й ряд |
великий |
дрібні |
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
4 |
|
|
0,7 |
0,5 |
|
|
|
|
|
|
4,5 |
|
(0,75) |
0,5 |
|
|
|
|
|
5 |
|
|
0,8 |
0,5 |
|
|
|
|
|
6 |
|
|
1 |
0,75; 0,5 |
|
|
|
|
|
|
|
7 |
1 |
0,75; 0,5 |
|
|
|
|
|
8 |
|
|
1,25 |
1; 0,75; 0,5 |
|
|
|
|
|
|
|
9 |
(1,25) |
1; 0,75; 0,5 |
|
|
|
|
|
10 |
|
|
1,5 |
1,25; 1; 0,75; 0,5 |
|
|
|
|
|
|
|
11 |
(1,5) |
1; 0,75; 0,5 |
|
|
|
|
|
12 |
|
|
1,75 |
1,5; 1,25; 1; 0,75; 0,5 |
|
|
|
|
|
12
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
14 |
|
2 |
1,5; 1,25; 1; 0,75; 0,5 |
|
|
|
|
|
|
|
15 |
- |
1,5; (1) |
|
|
|
|
|
16 |
|
|
2 |
1,5; 1; 0,75; 0,5 |
|
|
|
|
|
|
|
17 |
- |
1,5; (1) |
|
|
|
|
|
|
18 |
|
2,5 |
2; 1,5; 1; 0,75; 0,5 |
|
|
|
|
|
20 |
|
|
2,5 |
2; 1,5; 1; 0,75; 0,5 |
|
|
|
|
|
|
22 |
|
2,5 |
2; 1,5; 1; 0,75; 0,5 |
|
|
|
|
|
24 |
|
|
3 |
2; 1,5; 1; 0,75 |
|
|
|
|
|
|
|
25 |
- |
2; 1,5; (1) |
|
|
|
|
|
|
27 |
|
3 |
2; 1,5; 1; 0,75 |
|
|
|
|
|
30 |
|
|
3,5 |
(3); 2; 1,5; 1; 0,75 |
|
|
|
|
|
|
33 |
|
3,5 |
(3); 2; 1,5; 1; 0,75 |
|
|
|
|
|
|
|
35 |
- |
1,5 |
|
|
|
|
|
36 |
|
|
4 |
3; 2; 1,5; 1 |
|
|
|
|
|
|
39 |
|
4 |
3; 2; 1,5; 1 |
|
|
|
|
|
|
|
40 |
- |
(3); (2); 1,5; 1 |
|
|
|
|
|
42 |
|
|
4,5 |
(4); 3; 2; 1,5; 1 |
|
|
|
|
|
|
45 |
|
4,5 |
(4); 3; 2; 1,5; 1 |
|
|
|
|
|
48 |
|
|
5 |
(4); 3; 2; 1,5; 1 |
|
|
|
|
|
|
|
50 |
- |
(3); (2); 1,5 |
|
|
|
|
|
|
52 |
|
5 |
(4); 3; 2; 1,5; 1 |
|
|
|
|
|
|
|
55 |
- |
(4); (3); 2; 1,5 |
|
|
|
|
|
13

1 |
|
2 |
|
3 |
|
4 |
5 |
|
|
|
|
|
|
|
|
56 |
|
|
|
|
|
5,5 |
4; 3; 2; 1,5; 1 |
|
|
|
|
|
|
|
|
|
|
|
|
58 |
|
- |
(4); (3); 2; 1,5 |
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
(5,5) |
4; 3; 2; 1,5; 1 |
|
|
|
|
|
|
|
|
|
|
|
|
62 |
|
- |
(4); (3); 2; 1,5 |
|
|
|
|
|
|
|
|
64 |
|
|
|
|
|
6 |
4; 3; 2; 1,5; 1 |
|
|
|
|
|
|
|
|
|
|
|
|
65 |
|
- |
(4); (3); 2; 1,5 |
|
|
|
|
|
|
|
|
|
|
68 |
|
|
|
6 |
4; 3; 2; 1,5; 1 |
|
|
|
|
|
|||
1.3. Зображення та позначення різьби на кресленнях |
|||||||
Правила зображення різьби та нанесення її позначень на кресленнях |
|||||||
встановлює ГОСТ 2.311-68. |
|
|
|
|
|||
Різьбу |
на стрижні |
зображують |
суцільними |
товстими (основними) |
|||
лініями по її зовнішньому діаметру і суцільними тонкими лініями – по внутрішньому (рис. 1.3) [2, c. 103-105].
Рис. 1.3. Зображення різьби на стрижні
Різьбу в отворі показують основними лініями по її внутрішньому діаметру і суцільними тонкими – по зовнішньому (рис. 1.4).
14
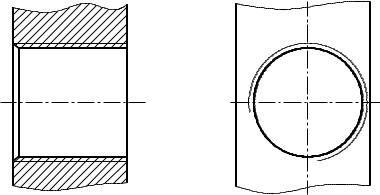
Рис. 1.4. Зображення різьби в отворі
На зображеннях, отриманих проектуванням на площину, паралельну осі стрижня, суцільну тонку лінію по внутрішньому діаметру різьби проводять на всю довжину, а на виглядах, отриманих проектуванням на площину, перпендикулярну до осі стрижня, по внутрішньому діаметру різьби проводять дугу, що приблизно дорівнює ¾ кола, розімкнену в будь-якому місці
(рис. 1.3, 1.4).
Умовне позначення різьб:
§літерне позначення для типу різьби: М – метрична;
G - трубна циліндрична;
R- конічна зовнішня; Rc - конічна внутрішня; К - конічна дюймова; Tr - трапецеїдальна;
S– упорна;
§номінальний діаметр різьби;
§крок (якщо різьба може мати різний крок при одному й тому ж діаметрі); указується лише дрібний крок;
§умовне позначення поля допуску або класу точності. З навчальною метою поле допуску або клас точності різьби можна в умовному позначенні не вказувати;
15
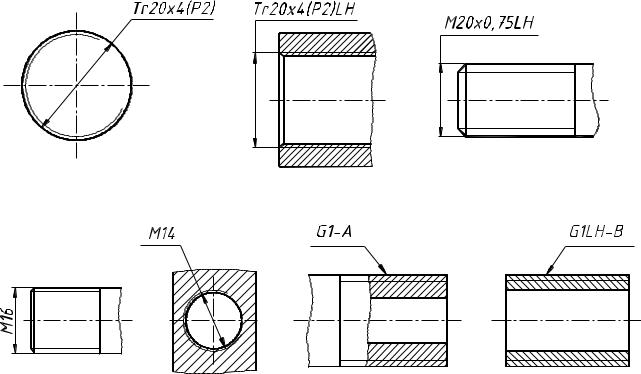
§ при позначенні лівої різьби після умовного позначення ставлять LH. Приклади умовного позначення різьби:
М16 – метрична різьба із зовнішнім діаметром 16 мм та великим кроком; М20х0,75 LH – ліва метрична різьба із зовнішнім діаметром 20 мм та
дрібним кроком Р = 0,75 мм;
Tr206х4 (Р2) – трапецеїдальна різьба з номінальним діаметром 20мм, ходом 4 мм, кроком 2 мм;
Tr206х4 (Р2) LH – те ж ліва.
Позначення різьби на кресленнях, крім конічних і трубної циліндричної, здебільшого відносять до її зовнішнього діаметра, наносячи значення над розмірною лінією, на її продовженні або на поличці лінії-виноски (рис. 1.5 а-ж).
а) |
б) |
в) |
г) |
д) |
е) |
ж) |
Рис. 1.5. Позначення різьб на кресленні Позначення конічних і трубної циліндричної (рис. 1.5 е, ж) наносять
лише на поличці лінії-виноски.
16
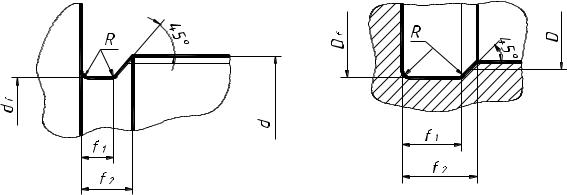
Зображення та позначення проточок для виходу різьбонарізного інструменту
Наявність в деталі проточки для виходу різьбонарізного інструменту потребує її зображення у виносному елементі. Нижче наведені приклади таких зображень (рис. 1.6) і таблиці розмірів для зовнішньої (табл.1.3) та внутрішньої (табл.1.4) метричної різьби згідно ГОСТ 10549-80.
Рис. 1.6. Проточки для виходу різьбонарізного інструменту
Таблиця 1.3
Розміри проточок для зовнішньої метричної різьби згідно ГОСТ 10549-80, мм
Крок |
f1 не менш |
f2 не більш |
df |
R≈0,5P |
|||
різьби Р |
|
|
|
|
|||
нормальна |
вузька |
нормальна |
вузька |
||||
|
|
||||||
|
|
|
|
|
|
|
|
1 |
2,1 |
1,1 |
3,5 |
2,5 |
d – 1,6 |
0,5 |
|
|
|
|
|
|
|
|
|
1,5 |
3,2 |
1,8 |
5,2 |
3,8 |
d – 2,3 |
0,75 |
|
|
|
|
|
|
|
|
|
2 |
4,5 |
2,5 |
7,0 |
5,0 |
d – 3,0 |
1,0 |
|
|
|
|
|
|
|
|
|
2,5 |
5,6 |
3,2 |
8,7 |
6,3 |
d – 3,6 |
1,25 |
|
|
|
|
|
|
|
|
|
3 |
6,7 |
3,7 |
10,5 |
7,5 |
d – 4,4 |
1,5 |
|
|
|
|
|
|
|
|
|
17
Таблиця 1.4
Розміри проточок для внутрішньої метричної різьби ГОСТ 10549-80, мм
Крок |
f1 не менш |
f2 не більш |
Df |
R≈0,5P |
|||
різьби Р |
|
|
|
|
|||
нормальна |
вузька |
нормальна |
вузька |
||||
|
|
||||||
|
|
|
|
|
|
|
|
1 |
4,0 |
2,5 |
5,2 |
3,7 |
D + 0,5 |
0,5 |
|
|
|
|
|
|
|
|
|
1,5 |
6,0 |
3,8 |
7,8 |
5,6 |
D + 0,5 |
0,75 |
|
|
|
|
|
|
|
|
|
2 |
8,0 |
5,0 |
10,3 |
7,3 |
D + 0,5 |
1,0 |
|
|
|
|
|
|
|
|
|
2,5 |
10,0 |
6,3 |
13,0 |
9,3 |
D + 0,5 |
1,25 |
|
|
|
|
|
|
|
|
|
3 |
12,0 |
7,5 |
15,2 |
10,7 |
D + 0,5 |
1,5 |
|
|
|
|
|
|
|
|
|
1.4. Зображення і позначення стандартних кріпильних виробів
1.4.1. Болти
Болт – циліндричний стрижень, що має на одному кінці головку, а на іншому – різьбу, виконану на певній довжині [2, c. 107-109, 6, c. 102-108].
Залежно від призначення та умов роботи болти виконують з шестигранними (найбільш поширені) (рис. 1.7), півкруглими та потайними головками.
За ступенем точності виготовлення болти поділяють на болти нормальної (В), підвищеної (А) та грубої (С) точності, які вирізняються класами шорсткості (чистоти) поверхні різьби, циліндричного стрижня і опорної площини головки.
Для стандартних болтів використовують метричну різьбу із великим і дрібним кроком (для кожного діаметра різьби стандартом передбачений лише один дрібний крок).
Болти з шестигранними головками нормальної і підвищеної точності виготовлення мають від трьох до п’яти виконань.
18