

14.4 Определение усилия резания дисковыми ножницами
Схема резания дисковыми ножами приведена на рис.14.5. Дуги АС и ВС заменяем хордами. При перекрытии ножей Δ скалывание в сечении EDC будет происходить при величине коэффициента относительного надреза εн, равного: εн = z/h. Тогда площадь среза будет равна площади трапеции ABED:
![]() .
.
Максимальное усилие резания одной парой ножей:
![]()
Значения к1, к2, к3 – как при резании гильотинными ножницами.
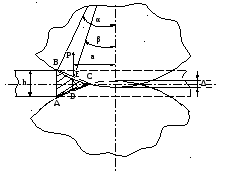
Рисунок 14.5 – Схема резания дисковыми ножами
Неизвестной величиной явялетсяугол наклона хорд α. Т.к. межцентровое растояние между дисками А = 2R–Δ, то:
![]() .
.
Момент для вращения одной пары ножей при резании:
![]() ,
,
где β – угол приложения силы Р:
![]() .
.
Момент трения в опорах приводных валов при резании:
![]() ,
,
где μ,d – коэффициент и диаметр трения в подшипниках приводных валов.
Мощность двигателя для привода дисковых ножниц с n парами ножей, вращающихся с угловой скоростью ωн:
![]() (14.3)
(14.3)
где k – коэффициент, учитывающий потери мощности на трение дисков о металл; k = 1,11,2;
η – к.п.д. привода ножниц; η = 0,85÷0,95.
Ножницы для резки толстых листов (h > 4мм) работают с разной скоростью, зависящей от h (при переменном Мрез и постоянной N) . В этом случае в (11.3) подставляется Мрез максимальный и ωmin (при резке полос с hmax). Двигатель должен позволять регулировать скорость при N = const, что достигается изменением тока возбуждения.
Ножницы для резки тонких листов (h < 4мм) работают при максимальной скорости и максимальном моменте. В этом случае в (14.3) подставляется Мрез максимальный и ωmax. Двигатель должен быть с параллельным возбуждением для регулирования скорости при постоянном моменте путем уменьшения напряжения.
Лекция № 15
15.1 Конструкции моталок
По назначению и конструкциям известны моталки следующих типов:
1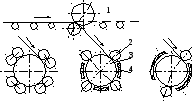 .
Ролико-барабанные моталки для смотки
горячекатаных полос с небольшим
натяжением или без натяжения.
Устанавливаются после непрерывных и
полунепрерывных широкополосных станов.
Являются весьма ответственными и
громоздкими машинами, поскольку
приходится сматывать полосы в рулоны
массой до 50т со скоростью до 25м/с
(рис.15.1).
.
Ролико-барабанные моталки для смотки
горячекатаных полос с небольшим
натяжением или без натяжения.
Устанавливаются после непрерывных и
полунепрерывных широкополосных станов.
Являются весьма ответственными и
громоздкими машинами, поскольку
приходится сматывать полосы в рулоны
массой до 50т со скоростью до 25м/с
(рис.15.1).
Рисунок 15.1 – Схемы ролико-барабанных моталок
2. Моталки с намоточно-натяжными барабанами для смотки холоднокатаных полос со значительным натяжением. Применяются при холодной прокатке, где для уменьшения удельного усилия прокатки процесс ведется с натяжением, достигающим 20% от силы прокатки. Устанавливаются перед и за реверсивными станами ХПЛ и за неревер-
сивными одноклетьевыми и непрерывными станами ХПЛ. Отличаются
большими нагрузками на барабан, который имеет изменяющийся диаметр за счет движущихся сегментов 1(рис.15.2).
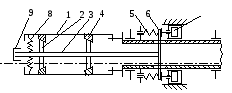
Рисунок 15.2 – Схемы барабана моталки
Сегменты 1 расходятся при перемещении клиньев 2 несущего штока 3 по клиньях сегментов 4. Шток связан с чекой 6, которая пружиной 5 перемещается вправо, тем самым увеличивая диаметр барабана до максимума. Для уменьшения диаметра пневмоцилиндры 7 перемещают чеку 6 со штоком 3 влево, создавая тем самым возможность для пружины 8 стягивать сегменты. При работе с натяжением шток 3 устанавливается на отводимую опору 9, что делает барабан трехопорным.
3. Моталки-свертыватели для горячекатаных полос и штрипсов. Образуют рулон не наматыванием на барабан, а свертыванием полосы между роликами, что позволяет задавать ее на полной скорости. Их недостатком является невозможность получения рулонов с плотным прилеганием витков.
4. Мелкосортные и проволочные моталки. Применяются для сматывания в бунты катанки диаметром 6÷10мм и круглой стали диаметром 10÷25мм, а также мелких профилей квадратного сечения. Устанав-
ливаются за последними клетями мелкосортных и проволочных станов. Известно два типа таких моталок: с осевой и тангенциальной подачей металла в моталку. При сматывании моталками первого типа металл скручивается на 3600. Поэтому их применяют только для смот-
ки профилей с круглым поперечным сечением Примером такой моталки является конструкция Эденборна (рис.15.3).
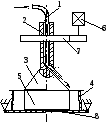
Рисунок 15.3 – Моталка с осевой подачей
Поступающая от стана проволока проходит через трубку 1, полый вращающийся вал 2, к концу которого прикреплен конус 3, по которому проволока направляется в кольцевое пространство между кожухом 4 и подвешенным к конусу 3 барабаном 5. Достоинством моталок с осевой подачей является неподвижность бунта, вследствие чего скорость смотки не ограничена.
Моталки с тангенциальной подачей осуществляют смотку без скручивания и поэтому годятся для сматывания также и мелкого сорта с не круглой формой поперечного сечения. Распространенной является конструкция моталки Гаррета. У нее барабан 1 вращается вместе с крюками 2, образующими настил кольцевого пространства между ба-
р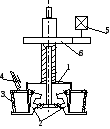 абаном
и кожухом 3. Металл поступает через
трубку 4 по касательной к барабану в
кольцевое пространство (рис.15.4).
абаном
и кожухом 3. Металл поступает через
трубку 4 по касательной к барабану в
кольцевое пространство (рис.15.4).
Рисунок 15.4 – Моталка с тангенциальной подачей
Кожух 3 также вращается, опираясь на крюки 2. По окончании сматывания готовый бунт направляется вниз на транспортер под действием собственного веса, когда крюки 2 откидываются специальным кривошипным механизмом