

Изготовление отливок литьем по выплавляемым моделям
Сущность литья по выплавляемым моделям сводится к изготовлению отливок заливкой расплавленного металла в разовую тонкостенную неразъемную литейную форму, изготовленную из жидкоподвижной огнеупорной суспензии по моделям разового использования с последующим затвердеванием залитого металла, охлаждением отливки в форме и извлечением ее из формы.
Отличительными особенностями литья по выплавляемым моделям являются низкие теплопроводность и плотность материалов формы, и высокая начальная температура формы значительно снижает скорость отвода теплоты от залитого металла, что способствует улучшению заполняемости полости формы; малая интенсивность охлаждения расплава приводит к снижению скорости затвердевания отливок, укрупнению кристаллического строения, появлению в массивных узлах и в толстых стенках (толщиной б ... 8 мм) усадочных раковин и пористости; повышенная температура формы способствует развитию на поверхности контакта отливка - форма физико-химических процессов, приводящих к изменению структуры поверхностного слоя отливки, появлению различных дефектов на ее поверхности.
Технологический процесс изготовления отливок литьем по выплавляемым моделям состоит из следующих основных операций: изготовления моделей и сборки модельных блоков; покрытия моделей огнеупорной оболочкой; выплавления модельного состава; подготовки литейных форм к заливке; заливки расплавленного металла в литейную форму, затвердевания и охлаждении отливок; выбивки отливок и их отделения от литниковой системы; очистки отливок и т.д.
Этим способом отливки получают путем заливки расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением. Разовые выплавляемые модели изготовляют в пресс-формах из модельных составов, состоящих из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др.
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в ванну с холодной водой. Затем модели собирают в модельные блоки с общей литниковой системой. В один блок объединяют 2 … 100 моделей.
Изготовление отливок в кокилях
Сущность кокильного литья заключается в изготовлении отливок заливкой расплавленного металла в многократно используемые литейные формы-кокили с последующим затвердеванием залитого металла, охлаждении отливки и извлечение ее из полости формы. Отличительная особенность литья в кокиль состоит в том, что формирование отливки происходит в условиях интенсивного теплового взаимодействия с литейной формой, т.е. залитый металл и затвердевающая отливка охлаждаются в кокиле с большей скоростью, чем в песчаной форме; кокиль практически не податлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из кокиля, а так же может приводить к короблению и трещинах в отливках; кокиль газонепроницаем, а газовая способность его минимальна и определяется в основном составами теплозащитных покрытий, наносимых на рабочую поверхность кокиля; физико-химическое взаимодействие отливки и кокиля минимально, что способствует повышению качества поверхностного слоя отливки
Технологический процесс изготовления отливки в кокиль (рис. 4).
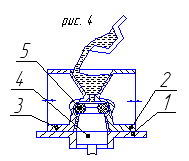
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1. двух симметричных полуформ 2 и 3 и металлического стержня 4, предварительно нагревают до температуры 100 ... 150 °С, покрывают из пульверизатора слоем защитного покрытия. С помощью манипулятора устанавливают песчаный стержень 5 которым выполняют в отливке расширяющуюся полость. Половины кокиля 2 и 3 соединяют, скрепляют и проводят заливку расплава. После затвердевания отливки и охлаждения ее до температуры выбивки кокиль раскрывают и протягивают вниз металлический стержень. Отливка манипулятором удаляется из кокиля.
Отливки простой конфигурации изготовляют в неразъемных кокилях. Несложные отливки с небольшими выступами и впадинами на наружных поверхностях изготовляют в кокилях с вертикальным разъемом. При изготовлении крупных, но простых по конфигурации отливок используются кокили с горизонтальными разъемами. Кокили с комбинированным разъемом применяют при изготовлении сложных отливок.
Для удаления воздуха и газов из полости формы по плоскости разъема кокиля выполняют вентиляционные каналы. Отливки из рабочей полости удаляют выталкивателями. Заданный тепловой режим литья обеспечивает система подогрева и охлаждения кокиля.