

5. РАСЧЕТ ПРИПУСКОВ И МЕЖОПЕРАЦИОННЫХ РАЗМЕРОВ
5.1. Обработка цилиндрической поверхности с размером Ø322H6(+0,036)
1. Определяем суммарное пространственное отклонение:
![]() [1, с. 68]
[1, с. 68]
где
![]() –
величина коробления обрабатываемой
поверхности.
–
величина коробления обрабатываемой
поверхности.
![]()
где
![]() – удельная
кривизна заготовки;
– удельная
кривизна заготовки;
D – наружный диаметр заготовки.
D = 480 мм.
Согласно [7,т. 1 с. 186] принимаем
![]()
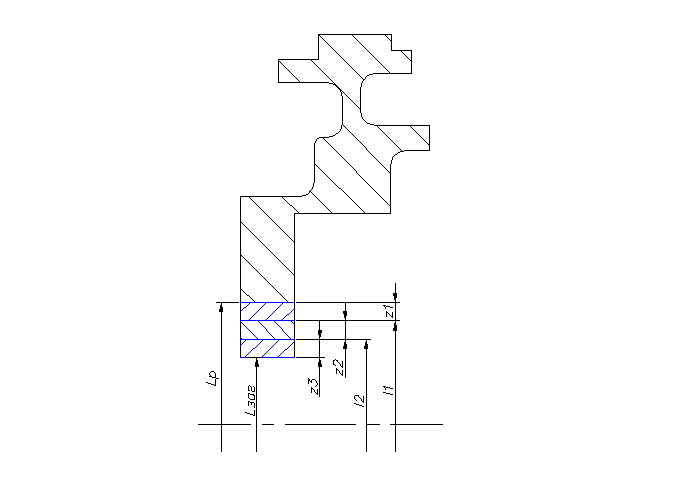
Рис. 1. Расчетная схема
![]()
![]()
2. Определяем остаточное пространственное отклонение:
![]() [1, с. 73]
[1, с. 73]
где
![]() –
коэффициент уточнения формы.
–
коэффициент уточнения формы.
Согласно [1, с. 73] принимаем: для чернового
точения
![]() для получистового точения
для получистового точения
![]() для чистового точения
для чистового точения
![]()
После чернового растачивания: ![]()
После получистового растачивания: ![]()
После чистового растачивания: ![]()
3. Определяем минимальный припуск на обработку:
![]() ,
[1, с. 62]
,
[1, с. 62]
где
![]() – высота
неровностей профиля на предшествующем
переходе;
– высота
неровностей профиля на предшествующем
переходе;
![]() – глубина
дефектного поверхностного слоя на
предшествующем переходе;
– глубина
дефектного поверхностного слоя на
предшествующем переходе;
![]() – суммарные
отклонения расположения поверхности
на предшествующем переходе;
– суммарные
отклонения расположения поверхности
на предшествующем переходе;
![]() – погрешность
установки заготовки на выполняемом
переходе.
– погрешность
установки заготовки на выполняемом
переходе.
Под черновое растачивание: ![]()
Под получистовое растачивание: ![]()
Под чистовое растачивание: ![]()
4. Определяем расчетные размеры Dp:
![]()
![]()
![]()
![]()
5. Определяем наименьшие предельные размеры:
![]()
![]()
![]()
![]()
6. Определяем предельные значения припусков:
![]()
![]()
![]()
![]()
![]()
![]()
7. Определяем общие припуски:
![]()
![]()
8. Проверяем правильность произведенных расчетов:
![]() и
и
![]()
![]()
![]()
![]()
![]()
Расчеты произведены правильно.
5.2. Обработка торцевых поверхностей, образующих размер 46,33h10(–0,1)
1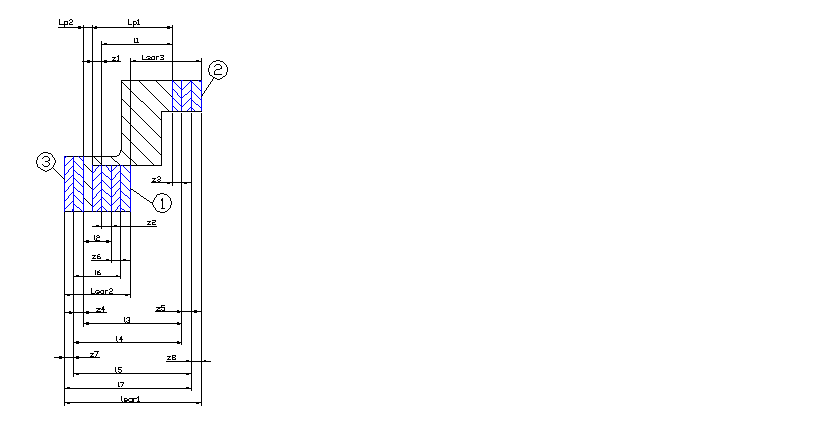 .
Определяем суммарное пространственное
отклонение:
.
Определяем суммарное пространственное
отклонение:
![]() [1, с. 68]
[1, с. 68]
![]()
D = 480 мм.
согласно [7,т. 1 с. 186] принимаем
![]()
![]()
![]()
2. Определяем остаточное пространственное
отклонение: ![]() [1, с. 73]
[1, с. 73]
Согласно [1, с. 73] чернового точения
![]() для получистового точения
для получистового точения
![]() для чистового точения
для чистового точения
![]()
После чернового растачивания:
![]()
После получистового растачивания:
![]()
П
Рис. 2. Расчетная схема
![]()
3. Определяем минимальный припуск на обработку:
![]() [1, с. 62]
[1, с. 62]
Под подрезание торца 1 черновое: ![]()
Под подрезание торца 2 черновое: ![]()
Под подрезание торца 3 черновое: ![]()
Под подрезание торца 1 получистовое: ![]()
Под подрезание торца 2 получистовое: ![]()
Под подрезание торца 3 чистовое: ![]()
Под подрезание торца 2 чистовое: ![]()
Под подрезание торца 1 чистовое: ![]()
Под шлифование торца 1 чистовое:
![]()
4. Определяем расчетные размеры lp:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
5. Определяем предельные размеры:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
6. Определяем предельные значения припусков:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
7. Определяем общие припуски:
Для торца 1:
![]()
![]()
Для торца 2:
![]()
![]()
Для торца 3:
![]()
![]()
8. Проверяем правильность произведенных расчетов:
![]() и
и
![]()
Для торца 1:
![]()
![]()
Для торца 2:
![]()
![]()
![]()
![]()
Для торца 3:
![]()
![]()
![]()
Расчеты произведены правильно.
Результаты расчетов сведены в таблицы 7 и 8.