

Главные Характеристика
Модульное исполнение станка
Возможность исполнения с осой „Y“, нижней головой и контршпинделем
Большой ход оси „X“
Большая жесткость станка
Высокий крутящий момент на шпинделе – продуктивная токарная обработка на макс.диаметре
Динамика и высокие скорости по отдельным осям – сокращение вспомогательного времени, более эффективная эксплуатация станка
Применение направляющих качения по всем осям – долгосрочная обработка с высокой точностью
Система управления SIEMENS – SINUMERIK 840Dsl (SOLUTION LINE) с приводами типа SINAMICS и Heidenhain CNC PILOT 4290
По желанию заказчика FANUC Series 30i/31i/32i
Система управления станка оснащена интегрированной системой безопасности – SAFETY INTEGRATED от фирмы Siemens, DUAL CHECK SAFETY от фирмы FANUC или вспомогательными модулями по безопасности при применении системы управления HEIDENHAIN
|
Основные характеристики | ||
|
Производитель |
Kovosvit Mas, a. s. | |
|
Страна |
Чехия | |
|
Стандартное исполнение |
Зажимной цилиндр проходной (левая передняя бабка); зажимной цилиндр непроходной (контршпиндель). | |
|
Операции |
Токарная, резьбонарезная | |
|
Метод формования |
Обработка резанием | |
|
Управление |
| |
|
Числовое программное управление |
Siemens «Sinumerik 840D SL»; GE FANUC 0i;GE FANUC 30i | |
|
Рабочая зона |
| |
|
Максимальный обрабатываемый диаметр |
280 мм | |
|
Максимальный диаметр точения над станиной |
570 мм | |
|
Максимальная длина обработки наружных поверхностей |
535 мм | |
|
Перемещения |
| |
|
Перемещение инструмента по оси X |
245 мм | |
|
Перемещение инструмента по оси Z |
640 мм | |
|
Подачи |
| |
|
Частота вращения главного шпинделя |
4700 об/мин (с патроном А6); 4000 об/мин (с патроном А8) | |
|
Скорость холостых перемещений инструмента (X/ Y/ Z) |
30 м/мин/ 0 м/мин/ 30 м/мин | |
|
Главный шпиндель |
| |
|
Тип хвостовика главного шпинделя |
А-6; А-8 | |
|
Диаметр прутка |
63 мм (с патроном А6); 76 мм (с патроном А8) | |
|
Тип привода главного шпинделя |
Ременный | |
|
Динамические характеристики |
| |
|
Крутящий момент главного шпинделя (S6-40%/ S1-100%) |
273 Нм/ 410 Нм (с патроном А6); 336 Нм/ 504 Нм (с патроном А8) | |
|
Задняя бабка |
| |
|
Конус пиноли задней бабки |
МК-5 | |
|
Инструмент |
| |
|
Компоновка режущего инструмента |
Револьверная головка VDI | |
|
Количество позиций инструмента |
12 | |
|
Диаметр захвата |
40 мм | |
|
Конструкция |
| |
|
Монтаж |
Напольный | |
|
Энергопотребление |
| |
|
Давление сжатого воздуха |
7 бар | |
|
Электропитание |
| |
|
Мощность привода главного шпинделя (S6-40%/ S1-100%) |
22 кВт/ 33 кВт | |
|
Габариты и масса |
| |
|
Габаритные размеры (Д х Ш х В) |
3875 x 2122 x 2345 мм | |
|
Масса станка |
7200 кг | |
|
Комплект опций |
| |
|
Дополнительные принадлежности |
Высоконапорное охлаждение инструментов давлением 7 бар с фильтрацией; патроны A5, A6, A8; обдувка левого патрона; обдувка зажима – правая передняя бабка; выталкивание детали из правой передней бабки; устройство отбора готовых деталей; направляющая стержня; совместимость с использованием подателя прутков; питатель стержня; ручная смывка рабочего пространства; отсасывание паров из рабочего пространства; устройство автоматического контроля инструмента; дистанционное диагностирование; транспортер стружки включая подключение; бак для стружки с емкостью; автоматическое передвижение кожуха рабочего; сигнализация состояния станка (маяк); подъемное устройство пространства. | |
Парк зубообрабатывающего оборудования, насчитывающий свыше 70 станков, включает обрабатывающие центры фирмы "Gleason-Pfauter". Два из них, вертикальные зубофрезерные, ведут обработку зубьев червячными фрезами класса АА, обеспечивая 7-ю степень точности зацепления. Зубошлифовальные станки модели P2000G и P800G, обладая высокой производительностью, могут изготавливать зубчатые колеса 4-й степени точности.


Рисунок 3 – Зубофрезерный парк завода НКМЗ
Высокопроизводительная обработка крупных корпусных деталей по 7-му квалитету точности с шероховатостью Ra 1,6 мкм производится на многооперационных станках с ЧПУ, снабженных магазинами приспособлений и инструмента по управляющим программам.
Имеется возможность обработки корпусных деталей высотой до 5000 мм и длиной до 33000 мм, (например, скобы пресса), на спаренных (общие направляющие колонн) горизонтально-расточных станках фирмы "SKODA" (Чехия).
На предприятии проводятся масштабные работы по модернизации парка тяжелых расточных станков фирм "Skoda" (Чехия), "Schiess" (Германия), "INSSE" (Италия) с доведением их точности до исходных паспортных норм и обеспечением современными системами числового программного управления, магазинами инструмента, системами измерения.


Рисунок 4 – Расточные станки фирм Skoda (Чехия) и Schiess (Германия).


Рисунок 5 – Обработанные корпусные детали.
Постоянно совершенствуются технологии обработки заготовок из труднообрабатываемых высоколегированных сталей, высокопрочных закаленных чугунов. Имеющиеся токарно-карусельные станки позволяют обрабатывать детали диаметром до 12500 мм, высотой до 5000 мм, массой до 200 тонн.
Отрезка прибылей и излишков поковок и порезка заготовок выполняется на ленточно-отрезных станках фирмы "EVERISING" (Тайвань).

Рисунок 6 – Ленточно-отрезной станок фирмы "EVERISING" (Тайвань).
Механосборочное производство НКМЗ располагает парком уникальных токарных станков с ЧПУ ряда известных фирм, таких как Kovosvit (Чехия), “Boeringer”, "WALDRICH SIEGEN", "HOESCH" (Германия), "КЗТС"(Украина), позволяющих обрабатывать цилиндры, бандажи, валы, штоки, длиной до 24000 мм и более, диаметром до 3000 мм, массой до 250 тонн.
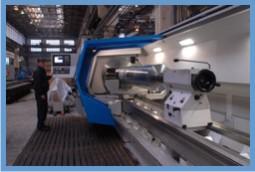

Рисунок 7 – Некоторые виды токарных станков с ЧПУ.
Имеется возможность нанесения различных гальванопокрытий: хромирование, цинкование, кадмирование, фосфатирование, оксидирование.
1.5 Технологические возможности завода НКМЗ
Вакуумная обработка стали


Рисунок 8 – Установки для вакуумной обработки.
Обработка металла в вакуумных камерах позволяет производить заливку в вакууме слитков массой от 21 до 170 тонн.
Вакуум-камера №4 оснащена системой подачи аргона, кислорода, азота, трайбаппаратами для модифицирования стали порошковыми материалами, накатной крышкой с системой видеонаблюдения, водоохлаждаемой кислородной фурмой, устройством отбора проб для определения химического состава стали и содержания газов, замера температуры металла в вакууме. Данное оборудование позволяет осуществлять обработку стали по схемам УО и УСЮ.
Посредством технологии УОО получают высокохромистую сталь с содержанием углерода < 0,03 %. Для вакуумной обработки стали в ковше (схема УО) используется унифицированный парк шиберных ковшей установки ковш-печь (емкостью 00,90 т).
Автоматическая электродуговая наплавка.
Процесс наплавки сферического подпятника бронзовой проволокой в среде инертного газа. Наплавленный слой характеризуется высокой коррозионной стойкостью, сопротивление износу.

Рисунок 9 - Автоматическая электродуговая наплавка.
Изготовление деталей на обрабатывающих центрах.
Высокоточная обработка деталей по управляющим программам на фрезерном управляющем центре Waldrich Coburg (Германия).
Уникальность Waldrich Coburg заключается в том, что на нем можно обработать в режиме ЧПУ практически любые детали паровых и гидротурбин. Это цилиндры, корпусные детали, рабочие колеса, лопасти, лопатки гидротурбин и другие детали длиной до 17 м и шириной до 5 м. На станке можно выполнять фрезерные, сверлильные и расточные работы высокой точности и чистоты обработки.
В результате сегодня PowerTec 7500 AG-S2 - единственный в мире портальный станок, на котором можно изготовить крупные зубчатые венцы с максимальным диаметром до 12 м и модулем до 50 мм. Также впервые в мировой практике в этом станке фирма Waldrich Coburg по нашей идее реализовала высокопроизводительную нарезку крупномодульных зубчатых венцов червячными и дисковыми фрезами. Для этого по нашему техзаданию фирмой была специально спроектирована и изготовлена зуборезная головка, не имеющая аналогов в мире.
На этом станкесовмещены несколько операций: при изготовлении деталей на его карусельной планшайбе можно выполнять с одной установки токарную обработку и фрезеровку различных элементов, а при обработке зубчатых венцов и нарезку зубьев. Кроме карусельной планшайбы, этот станок имеет фрезерный стол. Подвижный портал со шпиндельными узлами перемещается по направляющим либо к фрезерному столу, либо к планшайбе в зависимости от того, где установлена предназначенная к обработке деталь. Совмещение в одном станке нескольких фрезерных столов или фрезерного и карусельного - распространенное явление в практике мирового станкостроения, и для фирмы Waldrich Coburg в том числе.

Рисунок 10 – Портально-фрезерный управляющий центр PowerTec 7500 AG-S2 фирмы Waldrich Coburg.
1.6 Пути улучшения выходных параметров и рост технологических возможностей станка.
Целью дипломного проекта является повышение точности токарно-винторезного станка.
Среди основных способов повышения точности сгонка также уменьшения себестоимости товара можно назвать следующие методы.
Модернизацию можно проводить в нескольких направлениях: установить более современную систему ЧПУ например систему SIEMENS которая широко используется на НКМЗ, следующий вид это установка более жестких направляющих, ни трение скольжение а направляющие качения как рассмотрено в моем дипломном проекте.
В результате уcтаревания системы ЧПУ станка выявлены следующие недостатки: ДПТ и ТП SIMOREG электроприводов подач имеют снижение мощности на 30% ремонту не подлежат по причине и снятия с производства, а система управления релейно-контакторного не работоспособна по причине износа контактов и отсутствия запчастей в следствии снятия с производства.
Чтобы устранить указанные недостатки и довести станок до паспортных данных по нормам точности необходимо произвести модернизацию электрооборудования станка. Для сокращения сроков модернизации, упрощения послеремонтного обслуживания модернизированной СУ целесообразно применение современного оборудования и программного обеспечения, поставляемого на НКМЗ фирмой SIEMENS (Германия).
Наиболее сложной задачей модернизации электрооборудования станка является задача обеспечения высокой точности работы ИМ. Решение этой задачи возможно путем принятия следующих мер:
-сокращение кинематической цепи между ИМ и датчиком положения;
-повышение разрешающей способности измерительных преобразо вателей;
- выбор оптимальной структуры СУ ЭП;
- обеспечение высокого быстродействия и вычислительной мощности микро-ЭВМ.
Необходимость снижения уровня шероховатости способствует ужесточению требований к ЭП по значению погрешностей в установившихся и переходных режимах при различных возмущающих воздействиях, по расширению диапазона регулирования, повышению равномерности движения, особенно под нагрузкой, по увеличению быстродействия при возмущению по нагрузке.
Требование роста производительности станка приводит к увеличению мощности и максимальной скорости привода главного движения; к повышению скорости быстрого хода приводов подач; увеличению максимальных рабочих подач; уменьшению времени разгона и торможения; позиционированию приводов подач; вспомогательных перемещений, а также времени на выполнение ремонтных и других вне цикловых работ.
Для удовлетворения изложенных выше требований предполагается оснастить станок электроприводом подач SIMODRIVE 611А с высокомоментными сервомоторами переменного тока повышенной надежности фирмы SIEMENS. Предполагается также замена устаревшей СУ на более современную систему SINUMERIK FM-NC класса CNC. СЧПУ FМ-NC базируется на программируемом контроллере SIEMENS SIMATIC 87 с повышенной надежностью работы, расширенной диагностикой и энергонезависимой памятью. Система работает со всем спектром современного программного обеспечения (ввод программ с USB накопителей 2.0) и легко переналаживается. Кроме того СЧПУ обеспечивает моделирование и диагностику технологического процесса.
Ремонтные работы на станке кроме всего прочего, предполагают замену изношенных гибких токоподводов к суппорту и задней бабке, вышедшей из строя электропроводки, кнопок управления сигнальных арматур и ламп на пультах и в шкафах управления, а также ремонт электроаппаратов (конечные выключатели, реле, вентиляторы, фильтры и др.).
Оборудование SIEMENS имеет высокую надежность, легко монтируется и обслуживается. Поэтому такой путь модернизации станка позволяет в кратчайшие сроки осуществить монтаж и наладку ремонтируемого и вновь устанавливаемого электрооборудования. Затраты на его приобретение быстро окупаются за счет роста производительности станка и повышения качества, а следовательно, отпускной цены выпускаемой продукции.