

Содержание
Конструкция станка, его основные узлы и их на значение.
Режущий инструмент, применяемый на этих станках.
Типы деталей, обрабатываемых на станках данного типа.
Установка, базирование и выверка детали. Способы крепления и крепежные приспособления.
Технология обработки деталей различных классов.
Выбор необходимого режущего инструмента, его установка и закрепление.
Установка необходимых режимов обработки.
Обработка различных поверхностей: цилиндрических, конических, фасонных.
Контроль и средства контроля обрабатываемых поверхностей.
Литература.
Конструкция станка, его основные узлы и их на значение.
Портально-фрезерный станок FRF(Q)-300 производства фирмы Tos Kurim-OS (Чехия) состоит из неподвижного поворотного стола с размером рабочей поверхности 2000х8000 мм с тавровыми пазами (28Н11, центральный паз 28Н8, диаметр центрального отверстия – 100Н7), фрезерных головок разных типов, включая сменные головки (конструкции TOS KURIM – OS, а/о ) и продольно-подвижной колонны с вертикально перемещающейся траверсой, установленных на разные фундаменты, с расположенным между ними стружкоуборочным конвейером, оснащен современной системой ЧПУ Siemens, постпроцессором Adem, системой автоматической смены фрезерных головок и цепным магазином режущих инструментов для автоматической смены режущего инструмента (включая принадлежности).
Колонна станка и расположенная на ней траверса обеспечивают трехкоординатную обработку:
|
Продольное перемещение колонны |
3000 мм |
|
Вертикальное перемещение траверсы по колонне |
2000 мм |
|
Поперечный вылет траверсы |
1500 мм |
Станок обеспечивает следующие параметры точности:
|
Повторяемость |
до 2000 мм – 0,010 мм |
|
Позиционирование |
до 2000 мм – 0,020 мм |
На траверсе станка установлена автоматическая несменная поворотная головка (тип О) с двумя осями вращения - прямой и под углом в 45°. Прямая ось головки имеет отдельный силовой привод, что обеспечивает ее беспрерывный поворот на 360°, а диагональная ось - 144 фиксированных позиций (через 2,5°), управляемых ЧПУ, и имеет систему подачи охлаждающей жидкости непосредственно через шпиндель (через фланец).
|
Максимальная передаваемая головкой мощность |
30 кВт |
|
Максимальная частота вращения |
4000 об/мин |
На станке установлен магазин на 40 единиц для инструмента (с возможной максимальной длиной до 340мм и диаметром 250 мм).
Портально-фрезерный станок frf(q)-300 производства фирмы Tos Kurim-os (Чехия)

Технические параметры станка
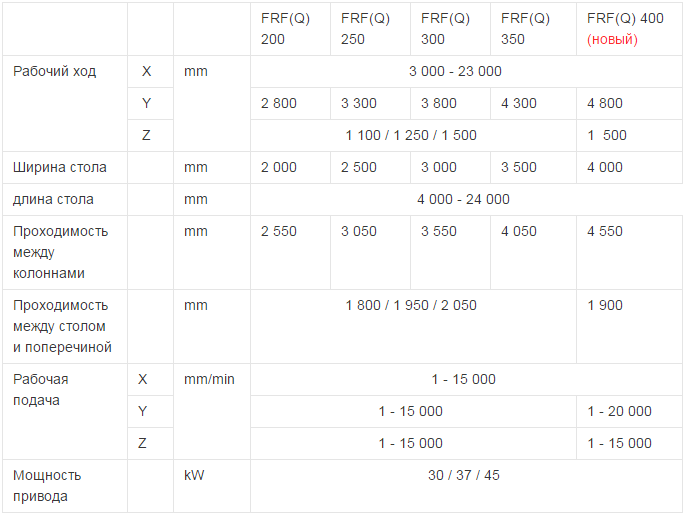
X = продольный, Y = поперечный, Z = вертикальный;
Q = вертикальный
2.Режущий инструмент, применяемый на этих станках.
Фреза— это вид металлорежущего инструмента, который работает за счет вращательно-поступательном движений и предназначен для изменения формы заготовки. Фрезы по металлу разделяются на множество категорий в зависимости от геометрии и назначения фрезы. Самыми распространенными на этом станке являются фрезы: концевые, торцевые, угловые, шпоночные.

Сверло́ — режущий инструмент с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения не сквозных углублений. Наибольшее применение имеют шнековые, спиральные и центровочные сверла.
Сверла центровочные:
а) простые;
б) комбинированные;
в) комбинированные с предохранительным конусом;

Шнековое сверло.

Спиральные сверла.
Зенкер- многолезвийный режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Работа зенкером называется зенкерование. Зенкерование является получистовой обработкой резанием.
Зенкеры бывают с припуском для последующего развертывания (зенкер N1) или с квалитетом H11 (зенкер N2).
Зенкерование как получистовая и, отчасти, чистовая операция механической обработки имеет следующие основные назначения:
Очистка и сглаживание поверхности отверстий: перед нарезанием резьбы или развёртыванием;
Калибрование отверстий: для болтов, шпилек и другого крепежа.
Зенкерование является точной операцией механической обработки и требует высокой мощности, соответственно, является машинной операцией и выполняется на данном станке.
Основные виды зенкеров, применяемые на этом станке:
Зенкеры машинные цельные с метрическим конусом либо конусом Морзе;
Зенкеры насадные.
При зенкеровании широко применяются смазочно-охлаждающие вещества.
Зенкеры насадные:
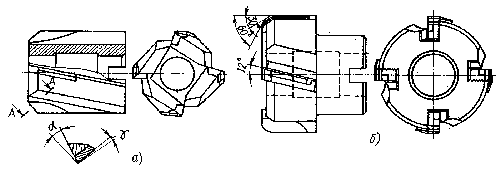
а) - с напаянными пластинами из твердого сплава,
б) - с механическим креплением ножей, оснащенных пластинами из
твердого сплава.
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например под инструментальные конусы) специальными коническими развертками.
Развертки, применяемые на этом станке:
Машинные с цилиндрическим хвостовиком.
Машинные с коническим хвостовиком.
Машинные насадные (для установки на соответствующую оправку, обычно для инструмента больших размеров).
