

3 СПЕЦИАЛЬНАЯ ЧАСТЬ
3.1 Литературный обзор
Ковкие чугуны выплавляют в вагранках, дуговых или индукционных печах. Плавка ведется методом переплава без проведения активных металлургических процессов. На рисунке 3.1 представлена схема вагранки
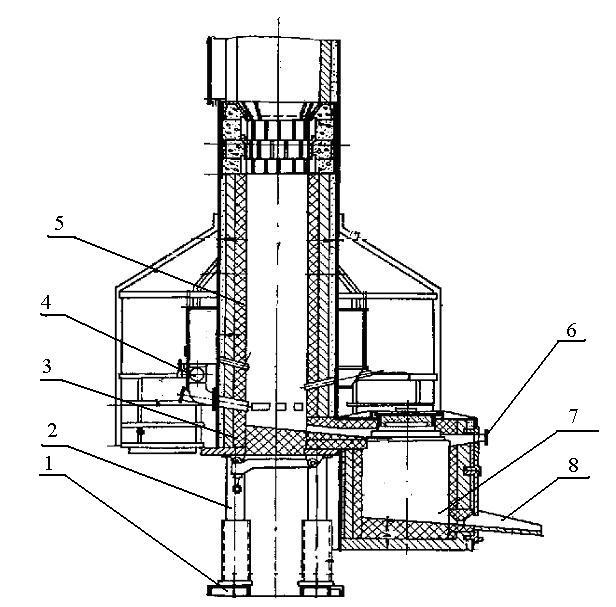
1-фундаментная плита; 2-колонна; 3-горн; 4-фурменная коробка; 5-шахта; 6-шлаковая летка; 7-копильник; 8-чугунная летка.
Рисунок 3.1 – Схема вагранки с копильником
 Достоинства вагранки:
Достоинства вагранки:
а) высокий КПД по расплавлению шихты;
 б) минимальное потребление
электроэнергии;
б) минимальное потребление
электроэнергии;
в) непрерывность плавки.
К недостаткам вагранки относят:
г) трудность получения чугуна с точным химическим составом и необходимой температурой перегрева;
д) высокая себестоимость литья из-за больших затрат на вспомогательные материалы, на очистное оборудование, на возмещение угара легирующих материалов и шихтовые материалы;
е) плохие санитарно-гигиенические условия труда.
На рисунке 3.2 представлена схема электродуговой печи

1-фундаментная балка; 2-люлька; 3-желоб; 4-кожух; 5-каретка механизма перемещения электродов; 6-полупортал; 7-свод; 8-патрубок газоотсоса; 9-рабочее окно; 10-привод вращения ванны; 11-опорная тумба; 12-приводы наклона печи; 13-поворотный вал;
14-привод подъёма свода
Рисунок 3.2 – Схема дуговой электропечи
Также для получения высокопрочного чугуна используются дуговые печи как с кислой, так и с основной футеровкой. Они обеспечивают возможность быстрого ведения плавки, выдачу металла малыми порциями, получение чугуна любого качества. Печи компактны, просты в управлении и гибки в работе. Однако дуговые печи обладают теми же недостатками, что и вагранки. Отличие в том, что можно получить чугун с любым химическим составом и любой температурой перегрева, но при этом тепловой КПД печи резко снижается.
Индукционные тигельные печи применяются
в литейных цехах для плавки чугуна,
стали и цветных металлов [5, 6, 10]. Они
обладают всеми достоинствами дуговой
печи и по с равнению
с ней меньшим угаром (в пределах 0,6…2,0%)
и меньшим расходом электроэнергии,
можно сократить кубатуру помещения (по
сравнению с вагранкой) и обслуживающий
штат. Схема индукционной печи представлена
на рисунке 3.3.
равнению
с ней меньшим угаром (в пределах 0,6…2,0%)
и меньшим расходом электроэнергии,
можно сократить кубатуру помещения (по
сравнению с вагранкой) и обслуживающий
штат. Схема индукционной печи представлена
на рисунке 3.3.
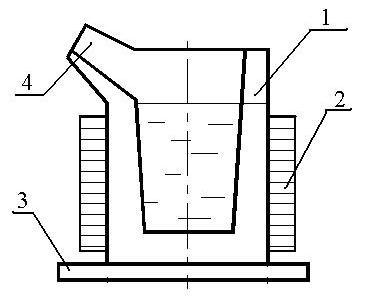
1-тигель; 2-индуктор; 3-основание; 4-сливной носок.
Рисунок 3.3 – Схема индукционной тигельной печи
Одним из главных преимуществ индукционной плавки можно считать перегрев чугуна в широком интервале по температуре и времени, точную выдержку химического состава и возможность переплава не брикетированной чугунной стружки до 40% веса металлической завалки (тогда как в ДСП 3…5%), что снижает расход чушкового чугуна и лома. Сравним анализируемые печи по содержанию газов в металле (табл.3.1)
Таблица 3.1 – Содержание газов, см3/100 г
|
Плавильный агрегат |
О |
Н |
N |
Итого |
|
Вагранка |
1,7 |
2,7 |
6,2 |
10,6 |
|
Дуговая электропечь |
1,1 |
2,0 |
6,6 |
9,7 |
|
Индукционная печь |
1,1 |
2,3 |
3,7 |
7,1 |
Таким образом, получение высокопрочного чугуна в индукционной печи характеризуется высокими качественными и технико-экономическими показателями, поэтому получать ковкий чугун будем в индукционной тигельной печи.
3.2 Принцип действия печи
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом в тепловую энергию. Электромагнитное поле создают индуктором, через который пропускают переменный электрический ток, в результате чего вокруг индуктора возникает меняющееся во времени переменное магнитное поле. Нагреваемый объект помещают внутрь индуктора, поток вектора магнитной индукции которого пронизывает нагреваемый объект и индуктирует электрическое поле. Под его действием возникают токи проводимости. В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии определяется существованием токов проводимости (вихревых токов). В результате описанные превращения энергии дают возможность:
а) передать электрическую энергию индуктора в нагреваемый объект, не прибегая к контактам;
б) выделить тепло непосредственно в нагреваемом объекте, в результате чего использование теплой энергии оказывается наиболее совершенным и скорость нагрева значительно увеличивается.
3.3 Расчет параметров индукционной тигельной печи
3.3.1 Определение геометрических размеров
При проектировании индукционной тигельной печи необходимо:
а) рассчитать размеры тигля;
б) определить тепловые потери металла;
 в) рассчитать параметры индуктора
и магнитопровода;
в) рассчитать параметры индуктора
и магнитопровода;
г) определить требуемую мощность источника питания и КПД установки.
Исходными данными являются: назначение и емкость печи, длительность плавки, разливки и загрузки, а также особенности технологического процесса.
Расчетная схема тигельной печи представлена на рисунке 3.1.
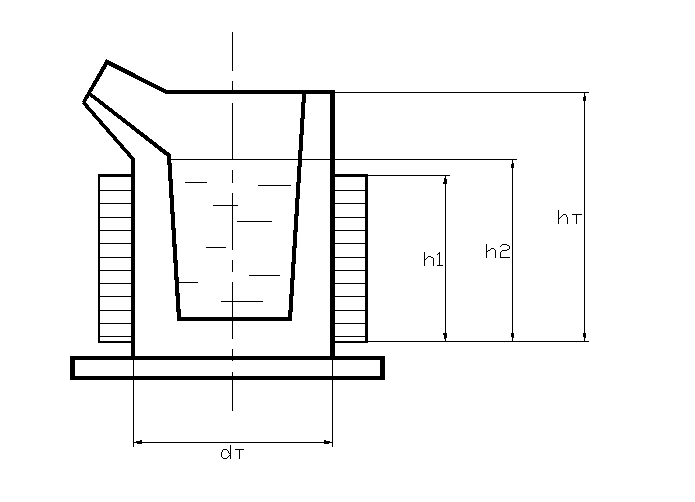
Рисунок 3.4 – Схема тигельной печи
Расчет тигельной печи начинаем с определения основных размеров тигля. Рассчитываем полезный объем тигля
![]() ,
(3.1)
,
(3.1)
где М – емкость тигля, кг;
ρж - плотность жидкого чугуна, кг/м3.
![]() = 0,81 м3.
= 0,81 м3.
Внутренний диаметр тигля в сечении

![]() ,
(3.2)
,
(3.2)
где К1 – коэффициент, представляющий собой отношение высоты расплава к диаметру тигля в среднем сечении.
Коэффициент К1 принимаем из диапазона
![]()
Принимаем К1 = 1,40. Подставляем данные в формулу (3.2)
![]() = 0,92 м.
= 0,92 м.
Тогда высота расплава в тигле будет такой
h2 = 1,40 · 0,92 = 1,30 м.
Толщину футеровки в среднем сечении тигля принимаем δт = 0,1 м.
Высота тигля с учетом мениска, условий загрузки шихты и других факторов
![]() .
(3.4)
.
(3.4)
![]() = 1,56...1,82 м.
= 1,56...1,82 м.
Принимаем высоту тигля 1,80 м. Внутренняя
поверхность тигля делается конусной,
угол между образующей и осью тигля
устанавливается равным 2…5о, тогда
диаметр нижней части тигля принимаем
900 мм, а верхней 940 мм. Наружная  поверхность
тигля цилиндрическая и имеет изоляционный
слой из листового асбеста толщиной δИ
= 0,01 м.
поверхность
тигля цилиндрическая и имеет изоляционный
слой из листового асбеста толщиной δИ
= 0,01 м.
Наружный диаметр тигля
![]() .
(3.5)
.
(3.5)
![]() = 1,12 м.
= 1,12 м.
Внутренний диаметр индуктора
![]() .
(3.6)
.
(3.6)
![]() = 1,14 м.
= 1,14 м.
Расположение индуктора по высоте тигля зависит от частоты питающего тока. Минимальная частота – от внутреннего диаметра и агрегатного состояния загружаемого в печь материала. При плавке кусковой шихты минимальная частота определяется по формуле
![]() ,
(3.7)
,
(3.7)
где ρш – удельное сопротивление шихты, Ом*м;
dш – характерный поперечный размер среднего куска шихты, dш = 0,18 м.
![]() = 49,4 Гц
= 49,4 Гц
 Частоту
питающего тока выбираем из стандартного
ряда 50 Гц. В печах промышленной частоты
верхний уровень индуктора устанавливают
ниже уровня металла для уменьшения
мениска на поверхности жидкой ванны и
исключения выброса металла из тигля
из-за электродинамической циркуляции.
Частоту
питающего тока выбираем из стандартного
ряда 50 Гц. В печах промышленной частоты
верхний уровень индуктора устанавливают
ниже уровня металла для уменьшения
мениска на поверхности жидкой ванны и
исключения выброса металла из тигля
из-за электродинамической циркуляции.
Высота индуктора без холостых витков
![]() .
(3.8)
.
(3.8)
![]() = 1,43...1,56 м.
= 1,43...1,56 м.
Принимаем высоту индуктора без холостых витков 1,50 м.