Тема: технологии изготовления валов
1.Основные принципы конструкторско-технологической классификации валов
2.Основные виды и способы получения заготовок валов.
3.Выбор и обработка технологических баз валов.
4.Принципы построения технологических процессов изготовления валов.
5.Методы обработки основных поверхностей валов.
6.Особенности обработки валов на станках с чпу.
7.Особенности автоматизации технологических процессов изготовления валов.
8.Особенности и методы контроля параметров основных поверхностей валов.
1. Основные принципы конструкторско-технологической классификации валов
Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, технологу при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи. Поэтому целесообразно пользоваться типовыми процессами, которые созданы на основе классификации.
В общем машиностроении встречаются валы бесступенчатые и ступенчатые, цельные и пустотелые, гладкие и шлицевые, валы-шестерни, а также комбинированные в разнообразном сочетании. По форме геометрической оси валы могут быть прямыми, коленчатыми, кривошипными и эксцентриковыми (кулачковыми).
Наибольшее распространение в машиностроении, в том числе и станкостроении, получили различные ступенчатые валы средних размеров, среди которых преобладают гладкие. По данным ЭНИМСа, свыше 85% общего количества типоразмеров ступенчатых валов в машиностроении составляют валы длиной 150 ... 1000 мм. Классификация ступенчатых валов средних размеров, применяемых в машиностроении, приведена в табл. 1.
Шлицевые валы могут быть со сквозными и закрытыми шлицами, последние составляют около 65% общего количества типоразмеров. По конструкции шлицы могут быть прямобочными и эвольвентными, преобладают прямобочные (приблизительно 85...90% общего количества применяемых в машиностроении типоразмеров шлицевых валов), хотя в отношении технологии изготовления эвольоентные шлицы имеют ряд преимуществ и в ближайшем будущем они должны получить большее распространение.
Кроме этого, есть валы с равноосным профилем (типа К-профиля), которые пока еще не получили широкого распространения из-за технологических трудностей их изготовления и отсутствия специального оборудования.
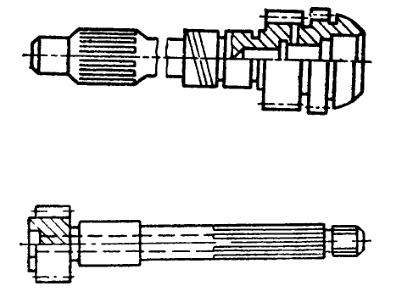
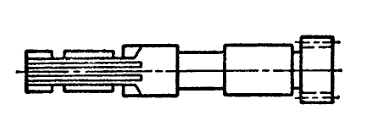
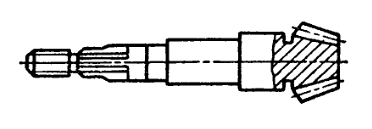
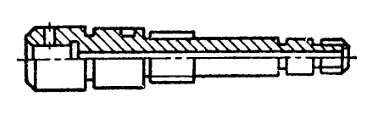
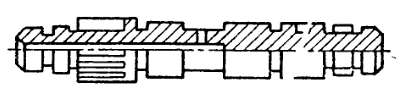
Таблица 1 – Классификация ступенчатых валов диаметром 30…80 мм, длиной 150…1000 мм
|
Тип |
Группа |
|||||
|
Наименование |
Обозначение |
Наименование |
Эскиз |
Обозначение валов длиной, мм |
||
|
150… 500 |
500… 1000 |
|||||
|
Вал без централь- ного отверстия |
1 |
Вал без шлицев и зубчатых колес |
|
1-1-1 |
1-11-1 |
|
|
Вал со шлицем |
|
1-1-2 |
1-11-2 |
|||
|
Вал-шестерня без шлицев |
|
1-1-3 |
1-11-3 |
|||
|
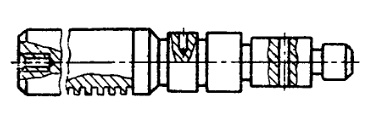
Вал шестерня цилиндрический со шлицами |
|
1-1-4 |
1-11-4 |
|||
|
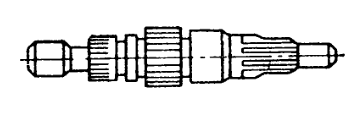
Вал шестерня коничес- кий со шлицами |
|
1-1-5 |
1-11-5 |
|||
|
Вал без шлицев и зубчатых колес |
|
2-1-1 |
2-11-1 |
|||
|
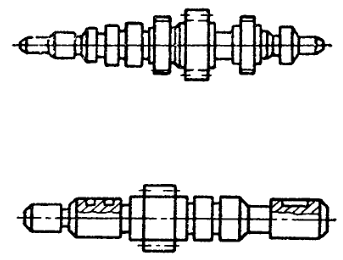
Вал со шлицами |
|
2-1-2 |
2-11-2 |
|||

Продолжение таблицы 1
|
Тип |
Группа |
||||
|
Наименование |
Обозначение |
Наименование |
Эскиз |
Обозначение валов длиной, мм |
|
|
150… 500 |
150… 500 |
||||
|
Вал с центральным отверстием |
2 |
Вал-шестерня со шлицами |
|
2-1-3 |
- |
|
Вал-рейка |
|
- |
2-11-3 |
||