

2.3 Разработка конструктивных элементов стана системы кварто 150х50х150
По полученным энергосиловым параметрам разработали автоматизированную программу по расчету валкового узла «кварто» (Приложение Г). Разработка велась в программной среде Turbo Pascal.
По полученным данным, расчетным нагрузкам можно выбрать подшипники и разработать конструктивные элементы подушек. (рис.2.5)
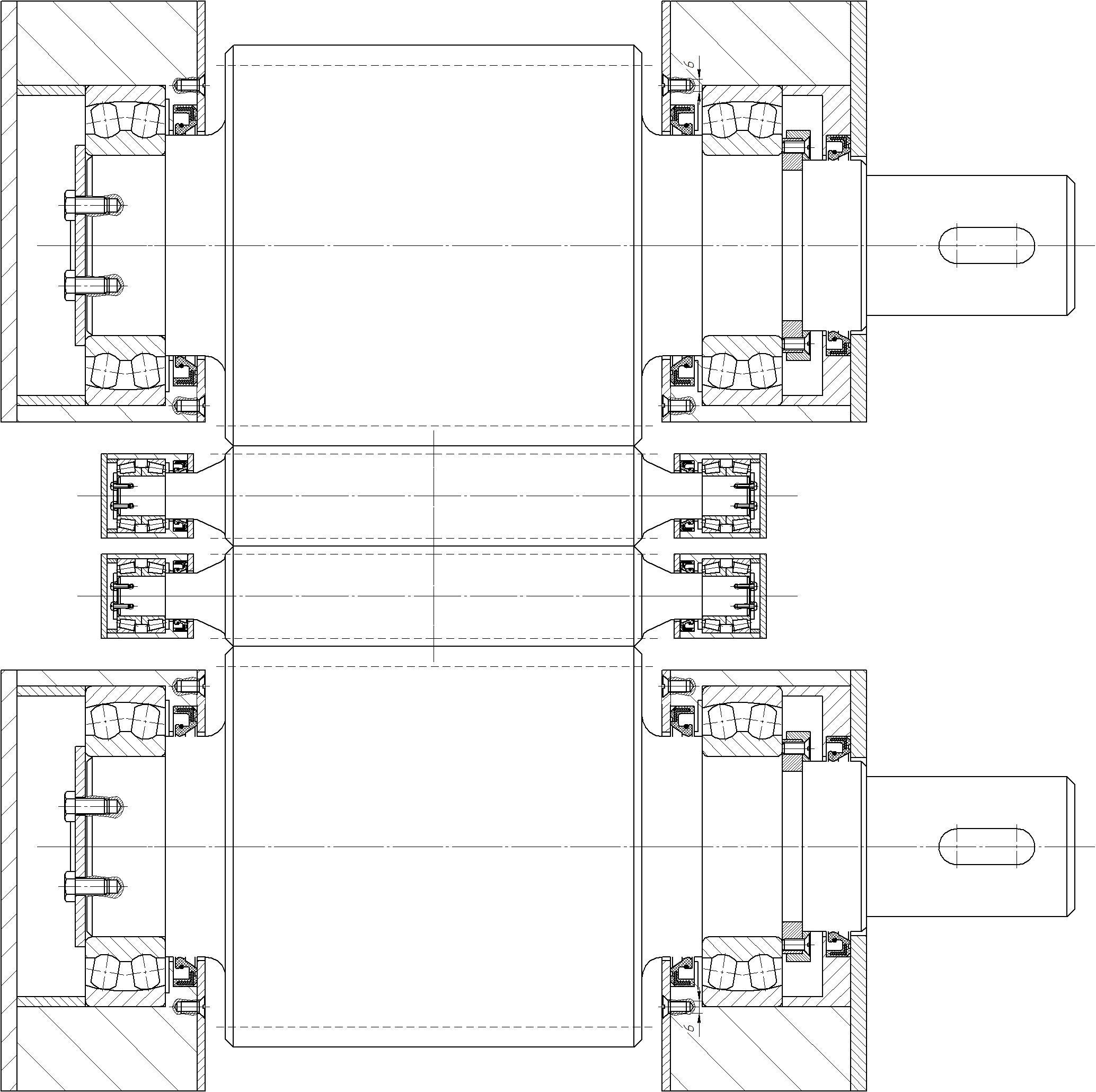
Рисунок 2.5 – валковый узел стана 150х50х150
Конструкция станины, привода и нажимного механизма аналогична конструкции мини стана системы «дуо» 150х200 см. пункт 2.2
Заключение
Прокатка драгоценных и благородных металлов на мини-станах развивающаяся и востребованная отрасль промышленности. Использование зарубежных станов, негативно отразиться на качестве получаемого металла. Т.к. ремонт, путем обращения на завод изготовителя будет дорогостоящим, а «сторонний» ремонт практически не возможен с такой же точностью. В следствии чего, металл будет получаться не лучшего качества, и выход годного уменьшиться, в следствии чего цена на готовое изделие будет возрастать. Данный стан будет интересен и предприятиям города Краматорска, где довольно широко развита ювелирная промышленность. Поскольку в Украине станы такого типа пока не производятся, то ювелирные предприятия вынуждены заказывать их за границей, что вызывает много не удобств и большие затраты. Налаживание же серийного производства таких станов может принести большую прибыль предприятию изготовителю. А предприятия производящие ювелирные изделия, смогут сократить затраты на изготовления изделий и понизить цены на готовое изделие, что, несомненно, привлечет больше потребителей ювелирных товаров.
Приложение а
1 Введение
1.1 Настоящее техническое задание является исходным документом на проектирование, изготовление и поставку лабораторного прокатного стана.
1.2 Техническое задание может дополняться и уточняться по согласованию Заказчика и Исполнителя.
2 Назначение и состав оборудования
2.1 Задачей лабораторного стана является имитация листовой и сортовой прокатки на реверсивном одноклетевом стане с целью изучения процессов формоизменения металла.
2.2 В качестве заготовки используются литые заготовки лабораторной выплавки.
2.3 Процесс имитации листовой прокатки включает в себя продольную (в том числе с протяжкой), поперечную (в том числе с разбивкой ширины «на угол») прокатку на лабораторном стане. Процесс имитации сортовой прокатки включает прокатку в системе вытяжных калибров: овал-круг, ромб-квадрат.
2.4 Состав оборудования прокатного стана:
- прокатная клеть с приводом;
- рольганг перед и за клетью;
- свертывающее-развертывающее устройство перед и за клетью.
3 Характеристика выпускаемого продукта и исходной заготовки
3.1 Материал исходной заготовки: свинец, олово.
3.2 В качестве исходной заготовки могут быть использованы литые слитки собственного изготовления, раскат (после прокатки на лабораторном стане).
Размеры исходной заготовки:
-
Толщина, мм
5 – 25
Ширина, мм
10 – 120 (150)
Длина, мм
150- 200
3.3 Размеры готовых раскатов:
-
Толщина, мм
1-5
Ширина, мм
10 – 120 (150)
Длина, мм
Диаметр, мм
180 - 1000
10-20