

13.3 Порядок проведения работы
1) В лабораторных бегунах приготовить формовочную смесь заданного состава (по указанию преподавателя).
2) Изготовить из приготовленной смеси литейную форму для отливки плоской плиты размером 200x200x30 мм с вертикально-щелевой литниковой системой (рис. 13.2).
3) Подготовить хромель-алюмелевые (ХА) термопары, подсоединить их «холодные» концы, соблюдая полярность, к клеммам самопишущего потенциометра и графопостроителя.
4) Проверить работоспособность термопар, для чего включить регистрирующие приборы в сеть и, подводя зажженную спичку к горячим спаям термопар, убедиться в том, что стрелка регистрирующих приборов отклоняется в сторону.
5) Поместить горячий спай одной термопары в центр отливки плиты (см. рис. 13.2), второй термопары - в форму на расстоянии 5…8 мм от поверхности отливки, строго зафиксировав их положение.
6) Расплавить и перегреть металл в индукционной печи до заданной температуры (по указанию преподавателя).
7) Включить регистрирующие приборы и пустить диаграмму. Залить форму металлом из ковша. Продолжительность заливки не должна превышать 10…12 с, температура заливаемого расплава должна находиться на уровне, незначительно превышающем температуру плавления.
8) Произвести запись кривых охлаждения отливки и прогрева формы, начиная с момента начала заливки расплава в форму до окончания полного затвердевания отливки. Момент окончания затвердевания обнаруживается по излому на кривой охлаждения отливки.
9)
Определить объемную плотность материала
формы
![]() методом прямого взвешивания образца и
замером его размеров. Отбор образцаиз
формы произвести заостренным концом
кварцевой трубки, внутренним диаметром
6 мм. Высоту образца определить замером
с помощью штангенциркуля.
методом прямого взвешивания образца и
замером его размеров. Отбор образцаиз
формы произвести заостренным концом
кварцевой трубки, внутренним диаметром
6 мм. Высоту образца определить замером
с помощью штангенциркуля.
10) По
кривой необходимо определить длину
участка диаграммной ленты от начала до
конца затвердевания отливки. Зная длину
участка
![]() и
скорость перемещения диаграммной ленты
и
скорость перемещения диаграммной ленты
![]() ,
определяем время кристаллизации
,
определяем время кристаллизации
![]() :
:
![]() .
.
11) По кривой изменения температуры формы на расстоянии X от поверхности отливки определить температуру формы в момент окончания затвердевания отливки.
12)
Определить коэффициент теплоаккумулирующей
способности
![]() по
формуле (13.3), используя данные табл. 13.1
и значения
по
формуле (13.3), используя данные табл. 13.1
и значения
![]() ,
определённое
экспериментальным путем по кривой
охлаждения отливки.
,
определённое
экспериментальным путем по кривой
охлаждения отливки.
13)
По формуле (13.5)
рассчитать
значение относительной температуры
V
,и отношение
![]() .
По рассчитанным
значениям V
и
.
По рассчитанным
значениям V
и
![]() по
табл. 13.2 определить значение критерия
по
табл. 13.2 определить значение критерия
![]() .
.
Таблица 13.2 - Значение относительной температуры V для различных
критериев
Фурье
![]() и
отношений
и
отношений
![]()
|
|
V
при
| |||||
|
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 | |
|
0,001 |
0,975 |
1,000 |
1,000 |
1,000 |
1,000 |
1,000 |
|
0,002 |
0,886 |
0,998 |
1,000 |
1,000 |
1,000 |
1,000 |
|
0,003 |
0,803 |
0,990 |
1,000 |
1,000 |
1,000 |
1,000 |
|
0,004 |
0,736 |
0,975 |
0,999 |
1,000 |
1,000 |
1,000 |
|
0,005 |
0,682 |
0,955 |
0,997 |
1,000 |
1,000 |
1,000 |
|
0,006 |
0,638 |
0,932 |
0,994 |
1,000 |
1,000 |
1,000 |
|
0,007 |
0,602 |
0,909 |
0,989 |
0,999 |
1,000 |
1,000 |
|
0,008 |
0,571 |
0,866 |
0,982 |
0,998 |
1,000 |
1,000 |
|
0,009 |
0,544 |
0,864 |
0,975 |
0,997 |
1,000 |
1,000 |
|
0,010 |
0,521 |
0,843 |
0,966 |
0,995 |
1,000 |
1,000 |
|
0,011 |
0,500 |
0,823 |
0,975 |
0,933 |
0,999 |
1,000 |
|
0,012 |
0,484 |
0,803 |
0,947 |
0,990 |
0,999 |
1,000 |
|
0,013 |
0,465 |
0,785 |
0,937 |
0,987 |
0,998 |
1,000 |
|
0,014 |
0,450 |
0,768 |
0,927 |
0,983 |
0,997 |
1,000 |
|
0,015 |
0,436 |
0,752 |
0,917 |
0,979 |
0,996 |
1,000 |
|
0,016 |
0,424 |
0,736 |
0,906 |
0,975 |
0,995 |
1,000 |
|
0,017 |
0,412 |
0,721 |
0,896 |
0,970 |
0,993 |
1,000 |
|
0,018 |
0,401 |
0,707 |
0,886 |
0,965 |
0,992 |
1,000 |
|
0,019 |
0,393 |
0,695 |
0,877 |
0,960 |
0,990 |
1,000 |
|
0,020 |
0,383 |
0,682 |
0,866 |
0,955 |
0,988 |
1,000 |
|
0,040 |
0,277 |
0,521 |
0,711 |
0,843 |
0,923 |
0,999 |
|
0,050 |
0,248 |
0,472 |
0,657 |
0,794 |
0,886 |
0,997 |
|
0,060 |
0,277 |
0,436 |
0,614 |
0,752 |
0,851 |
0,992 |
|
0,080 |
0,198 |
0,383 |
0,547 |
0,682 |
0,788 |
0,975 |
|
0,100 |
0,177 |
0,345 |
0,498 |
0,629 |
0,736 |
0,949 |
|
0,150 |
0,144 |
0,284 |
0,414 |
0,531 |
0,633 |
0,864 |
|
0,200 |
0,124 |
0,244 |
0,358 |
0,462 |
0,553 |
0,772 |
|
0,300 |
0,095 |
0,188 |
0,276 |
0,357 |
0,430 |
0,607 |
|
0,400 |
0,074 |
0,147 |
0,215 |
0,279 |
0,336 |
0,474 |
|
0,500 |
0,058 |
0,115 |
0,168 |
0,218 |
0,262 |
0,371 |
|
0,600 |
0,045 |
0,090 |
0,132 |
0,170 |
0,205 |
0,290 |
|
0,700 |
0,035 |
0,070 |
0,103 |
0,133 |
0,160 |
0,266 |
|
0,800 |
0,028 |
0,055 |
0,080 |
0,104 |
0,125 |
0,177 |
|
0,900 |
0,022 |
0,043 |
0,063 |
0,081 |
0,098 |
0,138 |
|
1,000 |
0,017 |
0,033 |
0,049 |
0,063 |
0,076 |
0,108 |
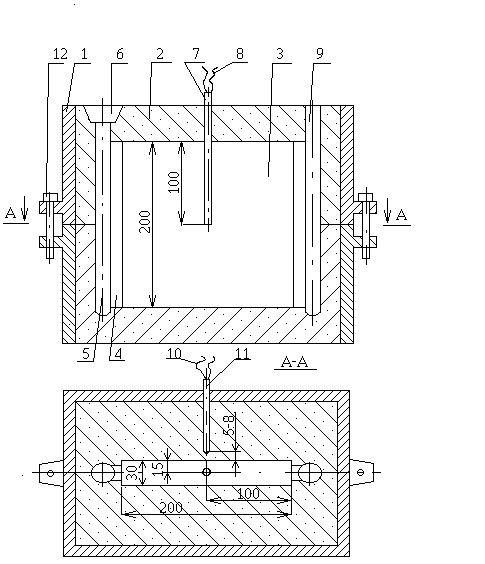
1 – опока; 2 - формовочная смесь; 3 - отливка «плита»; 4 - щелевой питатель;
5 - стояк; 6 - литниковая воронка; 7…10 - кварцевые колпачки; 8…11 – термопары; 9 - выпор; 12 - центрирующий штырь.
Рисунок 13.2 - Схема формы в сборе для определения коэффициента
теплоаккумулирующей способности
14)
Рассчитать
![]() ,
используя зависимость (13.4) и определенное
значение
,
используя зависимость (13.4) и определенное
значение
![]() .
.
15)
Рассчитать
![]() и
и
![]() ,
используя формулы (13.6) и (13.7).
,
используя формулы (13.6) и (13.7).
16) Полученные данные занести в табл. 13.3.
Таблица 13.3 - Значение теплофизических констант для формовочных смесей
|
Номер формовочной смеси |
Металл отливки |
Значение коэффициентов | ||||
|
|
|
|
|
| ||
|
1 2 3 4 |
|
|
|
|
|
|