

7
−Настроить станок на размер по эталону.
−Обработать пробную партию заготовок в количестве 3 штук.
−Измерить размеры обработанных заготовок.
−Рассчитать величину динамической поправки.
−Провести динамическую поднастройку станка.
−Произвести обточку заготовок в количестве 5 штук.
−Измерить размеры обточенных заготовок.
−Обработать экспериментальные данные.
3.2 Расчет настроечного размера с учетом систематических переменных погрешностей
Настроечный размер определяется по выражению (2). Величина допуска на настройку Tн определяется по формуле (3).
Значения Lгрmin.ср. и Lгрmax.ср. определяются из выражений (4) и (5).
Для определения значений части поля допуска для компенсации износа уравнение (6) решают относительно "b", пренебрегая величиной "a", так как ее значение ничтожно мало, особенно при обработке небольших партий деталей и наличии охлаждения.
3.3 Выбор размера эталона
Размер настроечной поверхности эталона выбирается по рассчитанному настроечному размеру. В случае несовпадения размера детали Lдетн и размера эталона L'этал компенсацию производить с помощью набора щупов. Например:
Lдетн = 46,5мм Lэтал принимаем равным 46 мм, а при наладке ограничителя хода между упором 6 и регулировочным винтом 7 устанавливают щуп 5 с толщиной, уменьшенной на 0,25 мм.
3.4Ход проведения эксперимента
3.4.1Статическая настройка станка на размер по эталону
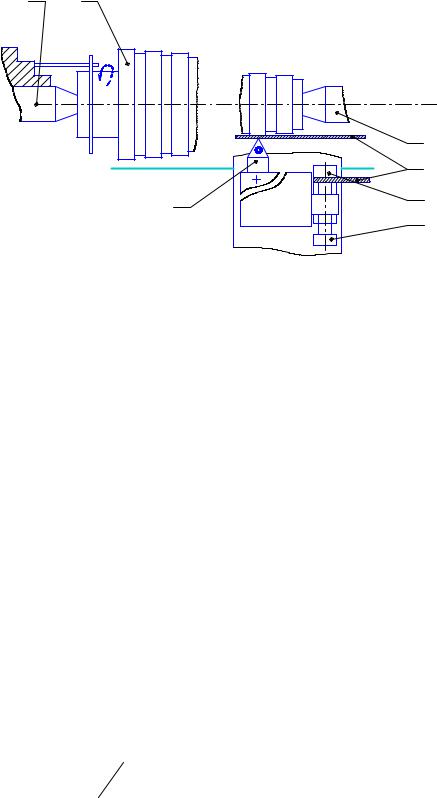
Установить эталон 1 в центрах токарного станка 2, 3 (рис. 3) и закрепить, поджав центром задней бабки 3. Подвести к эталону резец 4. Для исключения порчи эталона, а также в случае несовпадения размера детали и эталона для компенсации погрешности между поверхностью эталона 1 и вершиной резца 4 устанавливают щуп 5. Для фиксации поперечного перемещения суппорта настроить ограничитель хода, поместив между упором 6 и регулировочным
8
винтом 7 щуп 5. Отвести в исходное положение суппорт с резцом, убрать щуп 5 и переместить поперечный суппорт до соприкосновения регулировочного винта 7 с упором 6.
2 1
3
5
4 |
6 |
|
|
|
7 |
Рис. 3 Схема настройки станка
−Снять эталон сто станка и закрепить в центрах заготовку
−Обточить поверхность заготовки
−Выключить вращение шпинделя
−Отвести суппорт в исходное положение
−Снять деталь
−Измерить размер обработанной поверхности
−Обработать партию заготовок в количестве трех штук (m=3)
−Результаты измерения занести в таблицу 2.
3.4.2Динамическая поднастройка станка на размер после обработки пробной партии заготовок
Рассчитать величину динамической поправки ∆попр , результаты занести в таблицу 2.
∆попр = Lндет − Lдетнфакт ,
где Lдетнфакт – размер детали, фактически полученный после обработки.
Определив среднее арифметическое значение ∆попр осуществить поднастройку станка, для чего вывернуть (ввернуть) регулировочный винт 7 (рис. 3) на величину ∆попр 2 (т. к. ведется обработка поверхности вращения) и
переместить поперечный суппорт до упора.
− Произвести обточку партии деталей в количестве пяти штук (m=5)