

6.1. Правка металла
Правку листов малых и средних толщин производят в холодном состоянии, а толщиной более 40 мм в горячем состоянии. Для правки листового материала применяют листоправильные станки (вальцы). Лист перемещается за счет сил трения, возникающих между поверхностью ролика и металлом (рис.2).
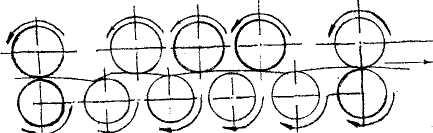
Рис. 2 Схема правки листового проката
При движении лист несколько раз подвергается знакопеременному изгибу. Величина прогиба регулируется за счет перемещения верхнего ряда роликов. Входные и выходные ролики имеют дополнительную регулировку. Число роликов от 5 до 11. Чем тоньше лист, тем больше роликов, чтобы шаг между ними был минимальным. Рекомендуемые величины шага между роликами приведены в таблице 1.
Таблица 1. Рекомендуемые величины шага между роликами
|
Толщина листа |
4-20 |
6-30 |
12-40 |
|
Шаг, мм |
220 |
300 |
400 |
Диаметр ролика D = (0,9.. .0,95)*S,
где S - шаг, мм.
Скорость правки V =0,06.. .0,3 м/с.
Усилие правки
![]() ,
Н
,
Н
где F - усилие правки, Н;
в - ширина листа, мм;
![]() - толщина листа,
мм;
- толщина листа,
мм;
GИЗГ- временное сопротивление изгибу, Н/мм2;
S - шаг, мм.
Сортовой материал правят на сортовых вальцах, работающих по принципу листоправильных машин. Они имеют 5-9 консольных роликов, конфигурация которых такого же профиля, как и сортовой прокат, т.е. уголок, швеллер и т.д.
Сортовой материал можно править на гибочных прессах (рис.3). Опоры А и Б делают подвижными. На прессах можно править прокат с наибольшим размером по сечению до 450 мм и длиной до 10000 мм.
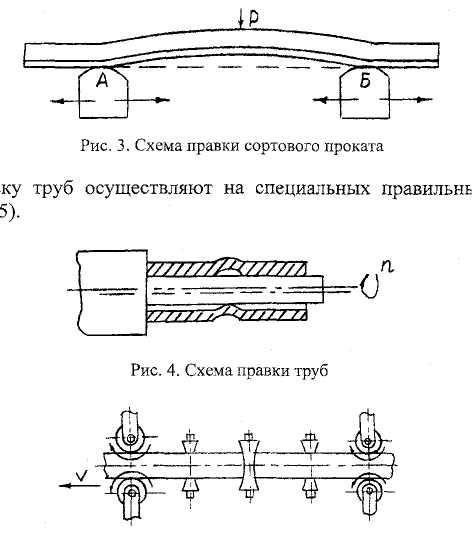
Рис. 3. Схема правки сортового проката
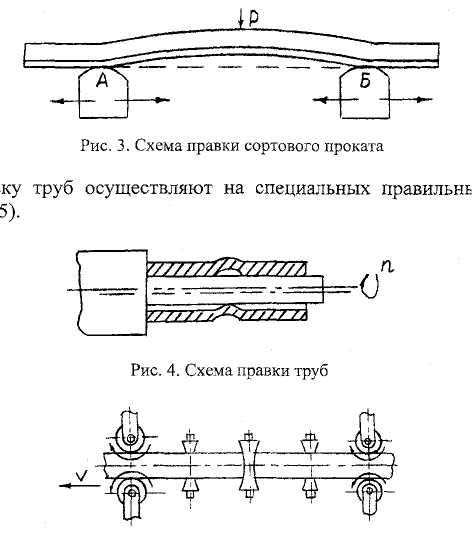 Правку
труб осуществляют
на специальных правильных станках
(рис.4,
рис.5).
Правку
труб осуществляют
на специальных правильных станках
(рис.4,
рис.5).
Рисунок 4 – Схема правки труб
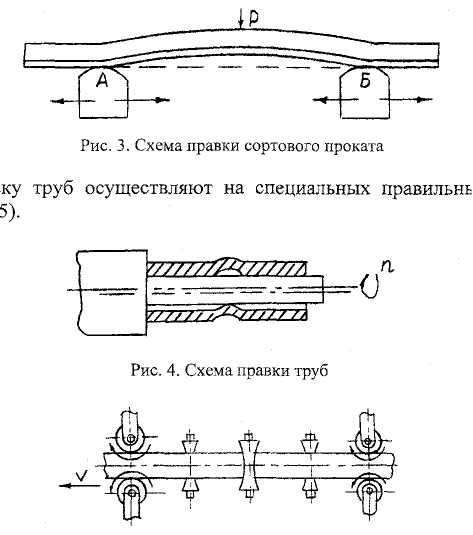
Рисунок 5 – Схема правки круглого проката
Правильное устройство представляет собой вращающийся корпус, в котором на вилкообразных кронштейнах закреплены параболические ролики (7-9 пар). Первая и последняя пара роликов служит для подачи материала. Эти ролики вращаются навстречу друг другу. Процесс правки труб и прутков аналогичен правке листов на листоправильных машинах.
6.2. Разметка материала
Разметка — это операция, состоящая в переносе на поверхность заготовки с чертежа размерных точек или линий с учетом припусков на дальнейшую обработку.
Различают три вида припусков:
припуски на обработку, учитывающие глубину резания и шероховатость поверхности;
припуски на деформацию, учитывающие изменение формы заготовки при обработке давлением;
конструктивные припуски необходимы для сварки, пайки, склеивания.
Разметку чаще всего производят на специальных разметочных плитах. При разметке применяют различные измерительные и специальные разметочные инструменты: измерительные линейки, рулетки, кронциркули, толщиномеры, нутромеры, чертилки, рейсмуса, циркули, штангенциркули, угольники, отвесы, транспортиры, универсальные угломеры, кернеры и др.
При серийном производстве вместо разметки применяют копирование, т.е. по шаблону размечают необходимое количество заготовок.