

6.5. Обкатка
 Обкатка
- это процесс получения из плоской
заготовки изделий, имеющих форму тел
вращения с помощью давильщиков,
перемещающихся вдоль образующей
детали. Детали, получаемые обкаткой,
показаны на (рис.9).
Обкатка
- это процесс получения из плоской
заготовки изделий, имеющих форму тел
вращения с помощью давильщиков,
перемещающихся вдоль образующей
детали. Детали, получаемые обкаткой,
показаны на (рис.9).
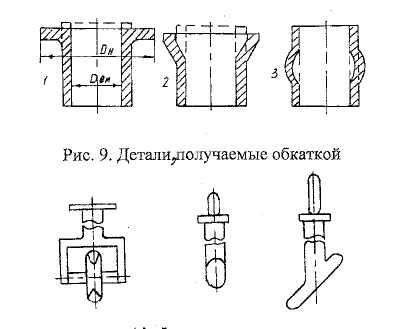
Рисунок 9 - Детали получаемые обкаткой
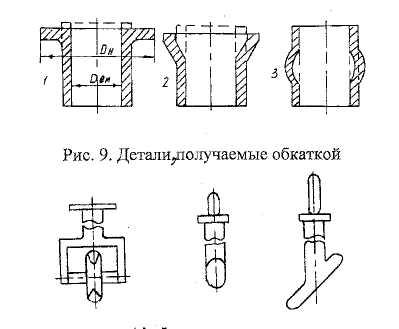
Величиной допустимых деформаций при отгибе и развальцовке является отношение наибольшего диаметра готовой детали к внутреннему диаметру трубы. Эта величина не более 1,25.. 1,3.
Инструмент: гибочные ролики и давильники (рис. 10).
Оборудование: гибочные и давильные станки.
Перед обкаткой заготовки подвергают отжигу.
6.6. Гибка
Гибка - это процесс изменения формы заготовки под действием^ усилий, приложенных в одной или нескольких плоскостях, расположенных под заданным углом друг к другу. Зона деформации в процессе гибки ограничивается участком, близлежащим к контактным поверхностям.
 В
процессе гибки внешние слои испытывают
растяжение, а внутренние - сжатие. На
нейтральной линии материал не испытывает
напряжений, т.е. 0 = 0 (рис. 11).
В
процессе гибки внешние слои испытывают
растяжение, а внутренние - сжатие. На
нейтральной линии материал не испытывает
напряжений, т.е. 0 = 0 (рис. 11).
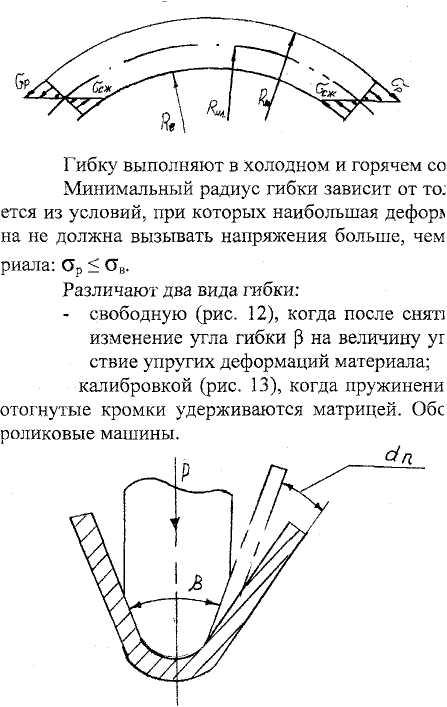
Рисунок 11 - Схема напряжений при гибке
Гибку выполняют
в холодном и горячем состоянии. Минимальный
радиус гибки зависит от толщины листа
и определяется из условий, при которых
наибольшая деформация растянутого
волокна не должна вызывать напряжения
больше, чем предел прочности материала:
![]() .
.
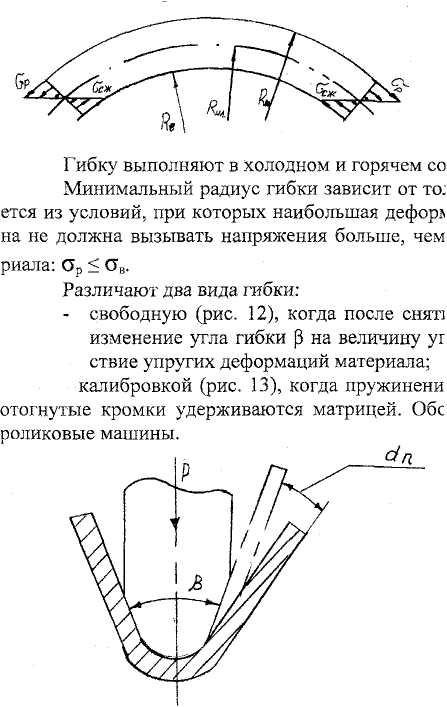
Различают два вида гибки:
- свободную (рис.
12), когда после снятия нагрузки наблюдается
изменение угла гибки
![]() на величину угла пружинения ап
вследствие упругих деформаций
материала;
на величину угла пружинения ап
вследствие упругих деформаций
материала;
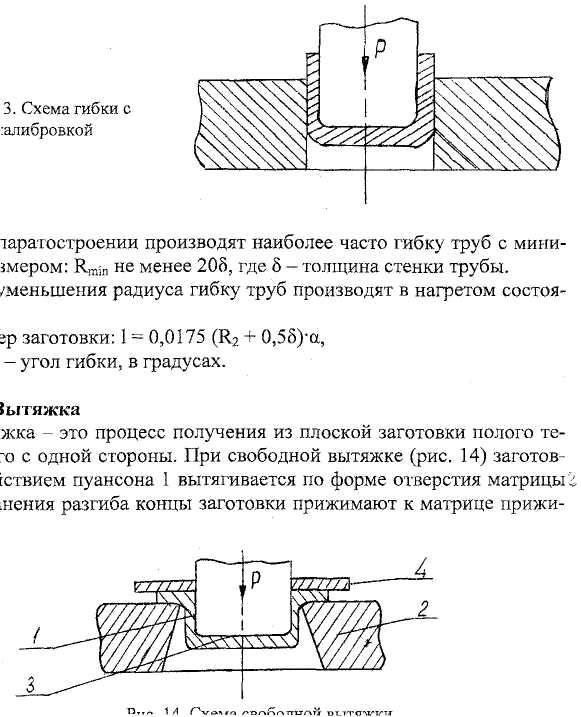
 калибровкой
(рис. 13), когда пружинения не происходит,
так как отогнутые кромки удерживаются
матрицей. Оборудование: специальные
роликовые машины.
калибровкой
(рис. 13), когда пружинения не происходит,
так как отогнутые кромки удерживаются
матрицей. Оборудование: специальные
роликовые машины.
 Рисунок
12 - Схема свободной гибки
Рисунок
12 - Схема свободной гибки
Рисунок 13 - Схема гибки с калибровкой
В аппаратостроении
производят наиболее часто гибку труб
с минимальным размером: Rmjn
не менее 20![]() ,
где
,
где![]() - толщина стенки трубы.
- толщина стенки трубы.
Для уменьшения радиуса гибку труб производят в нагретом состоянии.
Размер заготовки:
1 = 0,0175 (R2
+ 0,5![]() )*а,
)*а,
где
![]() -
угол гибки, в градусах.
-
угол гибки, в градусах.
6.7. Вытяжка
Вытяжка - это процесс получения из плоской заготовки полого чела, открытого с одной стороны. При свободной вытяжке (рис. 14) заготовка 3 под действием пуансона 1 вытягивается по форме отверстия матрицы; Для устранения разгиба концы заготовки прижимают к матрице прижимами 4.
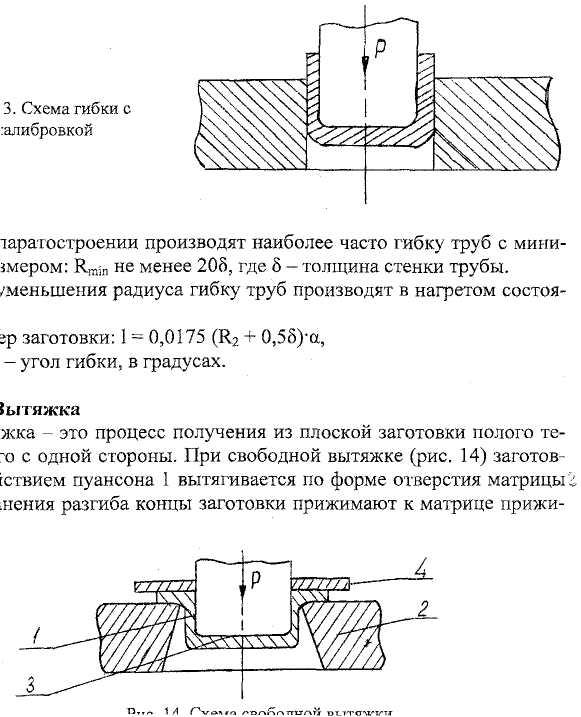
Рисунок 14 – Схема свободной ковки
Способы вытяжки: вытяжка на прессах за 1 ход пуансона; вытяжка с прижимом; глубокая вытяжка за несколько ходов пуансона; гидравлическая вытяжка и с подогревом.
Для уменьшения усилия вытяжки и улучшения качества изделия во всех случаях рекомендуется применять смазку инструмента и поверхности заготовки.
Лекция 7. Штамповка
7.1. Штамповка днищ
Оборудование: гидравлические прессы. Штамповка производится в нагретом состоянии. Днища штампуют без прижима (рис.15, а) и с прижимом (рис. 15, б). Форма пуансона соответствует форме днища.
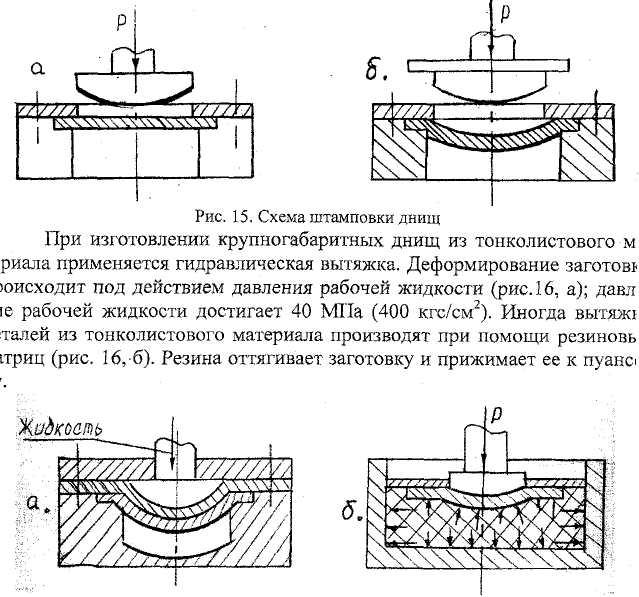
Рисунок 15 - Схема штамповки днищ
При изготовлении крупногабаритных днищ из тонколистового материала применяется гидравлическая вытяжка. Деформирование заготовки происходит под действием давления рабочей жидкости (рис.16, а); давление рабочей жидкости достигает 40 МПа (400 кгс/см2). Иногда вытяжку деталей из тонколистового материала производят при помощи резиновых матриц (рис. 16, б). Резина оттягивает заготовку и прижимает ее к пуансону.
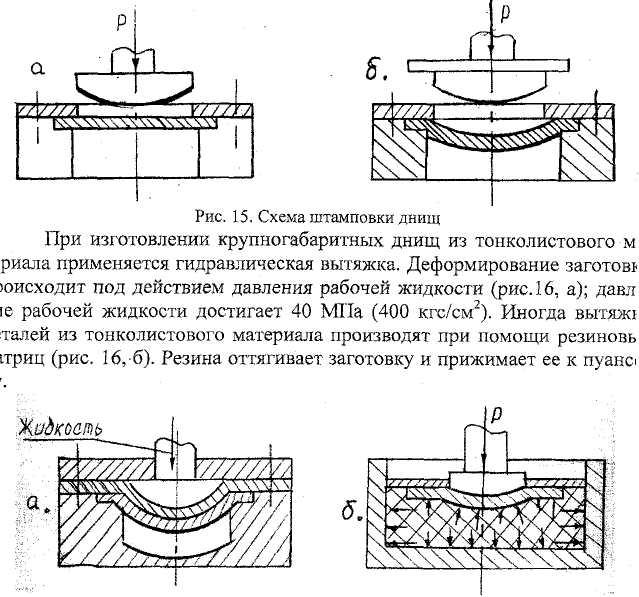
Рисунок 16 - Схема вытяжки деталей
Размер заготовки
определяют по уравнению: DЗАГ
=![]() ,
,
где F - поверхность днища.
Расчетное усилие пресса передается как сумма усилий вытяжки и прижима:
Р+Р+РПР;
РПР+q*F;
PB=3,14*d*![]() *Gp*n,
*Gp*n,
где d - диаметр изделия, мм;
![]() - толщина листа, мм;
- толщина листа, мм;
GР – предел прочности материала при растяжении, Н/мм2;
n – поправочный коэффициент, зависящий от коэффициента вытяжки;
F – площадь заготовки под прижимом, мм2;
q – удельное давление прижима, Н/мм2.